飛機整機自動噴涂系統(tǒng)初探
2014-12-18 08:04:14趙宏劍朱鵬濤
制造業(yè)自動化 2014年21期
張 波,劉 晨,趙宏劍,盧 野,朱鵬濤
(1.北京機械工業(yè)自動化研究所,北京 100120;2.中航工業(yè)沈陽飛機工業(yè)(集團)有限公司,沈陽 110000)
0 引言
據(jù)資料表明美國軍用飛機廣泛采用機器人自動噴涂裝備,如B-2轟炸機采用機器人噴涂系統(tǒng)噴涂其特種涂料涂層。該系統(tǒng)包含的4臺機器人。每臺獨立控制的機器人被安排用來噴涂B-2的某一部分,其余部分由人工補噴。
F-22戰(zhàn)斗機整機也是采用機器人噴涂方式,采用6 軸機器人安裝在3 自由度直角坐標變位機上,噴槍水平活動范圍可達8.4m,高度可達7.8m。飛機安裝在移動承載臺車上,在噴漆室內進行定位,采用iGPS進行飛機位姿檢測,在噴涂過程中還可以將飛機舉升到一定高度,方便機器人進行飛機下表面噴涂。F-35也采用類似的噴涂設備[1]。
在飛機大部件噴涂方面,國內也有研究機構進行了相關研究。2011年由沈陽飛機工業(yè)(集團)有限公司承擔的科技重大專項“飛機進氣道及尾翼自動噴涂裝備”課題項目,研制出飛機進氣道和尾翼自動噴涂裝備[2~4]。
然而,我國飛機整機表面?zhèn)鹘y(tǒng)涂層的噴涂作業(yè)還完全依賴人工,存在施工環(huán)境差、作業(yè)難度大、涂層精度低等缺點,同時人工作業(yè)過程無法實現(xiàn)對噴涂姿態(tài)、油漆流量、噴槍霧化效果和噴涂軌跡等的控制,以致無法滿足涂層的一致性和均勻性要求。另外,特種涂料涂層厚度厚,工藝施工需多遍噴涂,人工作業(yè)的施工效率也無法滿足生產(chǎn)節(jié)拍要求,因此,自動化涂裝是飛機涂裝技術發(fā)展的必然趨勢,自動噴涂設備是當前飛機涂料噴涂的必要裝備。而該裝備國內還沒有成熟的噴涂設備可供使用。
本文對飛機整機自動噴涂系統(tǒng)進行初步的分析。系統(tǒng)由機械系統(tǒng)、控制系統(tǒng)、定位系統(tǒng)、供漆系統(tǒng)、監(jiān)控系統(tǒng)等組成。
本文介紹機械系統(tǒng)、定位系統(tǒng)的設計。
1 機械系統(tǒng)
飛機噴涂范圍大,表面復雜。以沈飛公司生產(chǎn)的J11B飛機為例,飛機外形尺寸為機長22米,機高5.935米,翼展14.948米,噴涂區(qū)域可分為機身、機翼、垂尾、平尾等部位,需要進行水平、傾斜、垂直表面和復雜曲面噴涂。即使將飛機表面分成不同區(qū)域,采用多臺機器人同時作業(yè),噴涂機器人的工作空間也無法滿足要求。因此需要設計不同形式和布局的多自由度,大行程,高負載的機器人變位機,擴大機器人可達工作范圍。
變位機系統(tǒng)包括一套飛機整機上表面自動噴涂的3自由度變位機和兩套飛機整機下表面噴涂的2自由度變位機,下表面變位機分置在飛機兩側,分別實現(xiàn)飛機下表面左右半?yún)^(qū)的噴涂,系統(tǒng)布置如圖1所示。
上表面噴涂系統(tǒng)變位機包括:1套沿機身縱向運動的X軸、1套沿飛機橫向運動的Y軸和1套沿飛機高度運動的Z軸和用于維修和檢測的走臺等附屬設施。

圖1 自動噴涂系統(tǒng)布置圖

圖2 上表面噴涂系統(tǒng)變位機
X軸安放在在噴涂車間側面牛腿的2根工字梁上,包括大車、驅動裝置,車輪、走臺等部分。大車由端梁和縱梁組成,在縱梁上設有工字梁和導向梁,用于Y軸的導向。由兩側伺服電機同步驅動車輪轉動,在牛腿的工字梁上運動。
Y軸包括小車、驅動裝置、導輪、齒輪齒條副、車輪等。齒條固定在X軸的縱梁上,交流伺服電機驅動齒輪回轉,帶動小車在X軸縱梁軌道上運動。導輪用于防止小車在噴涂時發(fā)生晃動。
Z軸包括驅動電機、螺旋升降器、4根直線導向副、纜線拖鏈、機器人安裝平臺,驅動伺服電機等部分,電機、螺旋升降器固定在Y軸小車車體上。由螺旋升降器絲桿帶動機器人平臺上下運動。噴涂機器人安放在機器人平臺上。
下表面噴涂系統(tǒng)變位機包括沿機身縱向運動的X軸和沿飛機橫向運動的Y軸。
X軸由交流伺服電機及減速機組、滑板、直線導軌副、齒輪齒條副、導軌基座、防塵裝置、輔助支撐鋼軌等部分組成。鋼軌和防塵裝置支撐平面與地面平行,便于其他裝備通行。
Y運動軸由箱體、交流伺服電機及減速機組、滑板、直線導軌副、滾珠絲杠副,輔助支撐車輪等部分組成。電機驅動絲杠回轉,帶動螺母和滑板運動。機器人安放在滑板上。

圖3 下表面噴涂系統(tǒng)變位機
2 定位檢測系統(tǒng)
目前飛機進出噴漆廠房采用牽引車拖曳的方式。飛機體積巨大、移動困難,無法在噴房內實現(xiàn)精確定位,因此需要開發(fā)飛機位姿數(shù)字化檢測及噴涂軌跡糾偏技術,測量飛機噴涂位置和示教位置之間的偏差值,用以補償飛機整機噴涂時機器人運行軌跡偏差,以達到預期的噴涂效果。
目前常用的定位系統(tǒng)有激光跟蹤儀和IGPS。和標準全球定位系統(tǒng)類似,IGPS同樣是基于三角定位法的測量技術。與激光跟蹤儀相比,IGPS可以同時測量多個目標點位置,且可以在車間內進行全局測量,測量點位置選擇更加靈活。測量準備時間也更短,與此同時精度與激光跟蹤儀相差無幾。
IGPS系統(tǒng)包括多套激光發(fā)射器、標準桿、手持式探針、若干套動態(tài)跟蹤器,以及控制系統(tǒng)組成。布置方式如圖4所示。動態(tài)跟蹤器安放在飛機特定的標記點上。
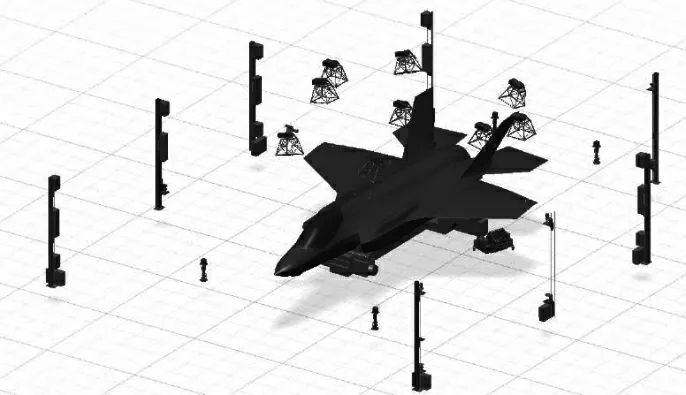
圖4 IGPS工作示意圖
3 結論
研究飛機整機自動噴涂裝備,可以解決噴涂作業(yè)周期過長和涂層質量難以控制等問題,實現(xiàn)飛機制造從傳統(tǒng)的手工噴涂作業(yè)向高效、智能、精確的自動化噴涂作業(yè)的跨越,滿足飛機整機性能指標,提高產(chǎn)品質量,增強新一代飛機快速研制生產(chǎn)能力,提高航空工業(yè)核心競爭力。在國內大力發(fā)展航空工業(yè)和國防工業(yè)的背景環(huán)境下,具有重要的現(xiàn)實意義和戰(zhàn)略意義。
[1]Seegmiller N A.Precision robotic coating application and thickness control optimization for F-35 final finishes[J].SAE Journal,2010(3).
[2]趙宏劍,王崇,張波,王剛.桶形工件內表面自動涂裝解決方案[J].制造業(yè)自動化,34(12):74-77.
[3]林青,沙春鵬,張波,徐磊,孫德奎,劉晨,趙宏劍,王崇.飛機進氣道自動噴涂設備研制[J].制造業(yè)自動化,35(1):92-93.
[4]趙宏劍,王剛,張波,沙春鵬,李慧,劉晨.飛機尾翼自動噴涂系統(tǒng)[J].制造業(yè)自動化,35(1):153-156.
猜你喜歡
工業(yè)設計(2022年8期)2022-09-09 07:43:20
環(huán)球時報(2022-05-30)2022-05-30 15:16:57
軍民兩用技術與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
當代陜西(2019年11期)2019-06-24 03:40:28
家庭影院技術(2017年9期)2017-09-26 03:41:45
作文周刊·小學一年級版(2017年9期)2017-06-20 00:19:33
小學生導刊(低年級)(2016年8期)2016-09-24 22:09:04
故事大王(2016年7期)2016-09-22 17:30:08
