基于FANUC 0i系統加工中心換刀中斷故障自動恢復方法的研究
2014-12-18 08:05:02范芳洪
制造業自動化 2014年23期
關鍵詞:程序
范芳洪
(湖南鐵道職業技術學院機電系,株洲 412001)
0 引言
機械手圓盤式刀庫換刀速度快、換刀穩定,在數控加工中心上應用越來越廣泛。在自動換刀過程中由于突發事件按下復位、急停開關或氣壓不足等某些原因會使換刀強行終止,這樣機械手和刀套就會停止在隨機位置,刀庫表的數據往往也會發生錯亂。恢復刀庫時既要復位機械手和刀套到原位,確保刀庫表[1]的數據準確,還要操作簡單、安全、可靠。
1 問題的提出
在刀庫換刀中斷情況下,只有將機械手、刀套恢復到初始位置才能使機床正常工作。常用的方法有兩種,一種是傳統的恢復方法,通過手搖機械手電機使機械手回到原點位置(通過機械手原點位置開關的信號來確認),和手按電磁閥使刀套回到原位(通過刀套原點位置開關的信號來確認),這種恢復的方法麻煩,需要兩個人來配合完成,不但費時費力,影響加工效率,而且容易發生碰撞事故存在安全隱患。另外一種方法是有些機床生產廠家在操作面板上設置了機械手臂單步按鈕和刀套翻下/翻上按鈕,在手動方式下通過這兩個按鈕能使機械手和刀套回到原位,但當換刀終止在機械手已扣刀還沒有拔出刀時只能用用第一種方法回原位。這兩種方法使機械手、刀套回原位后都要手動修改刀庫表,使刀庫表里的刀具號和刀庫實際刀套的刀具號一致,否則,換刀時會亂刀,引起事故。修改刀庫表如果不注意很容易出錯,輕則出現新的故障擴大了故障范圍,重則數據紊亂導致機床癱瘓,存在很大的風險。可靠、安全、操作簡單的換刀中斷故障恢復的方法,不僅操作人員可以快捷地將刀庫恢復正常,也減少了故障停機時間提高機床的利用率[2]。
下面以FANUC 0i MD系統的加工中心機械手圓盤式刀庫為例,介紹一種安全可靠的換刀中斷故障自動恢復的實現方法。
2 機械手圓盤式刀庫換刀的流程圖
機械手圓盤式刀庫采用就近選刀、隨機換刀[3],換刀之前要設置好刀庫表,刀庫表是PMC數據存儲區的一張單元表格,用來記錄刀庫刀套內的刀號信息,表中存儲單元地址和刀庫中的刀套號一一對應,存儲單元的內容就是相對應刀套內的刀具號。當程序的目標刀號發出后,先判斷目標刀號是否合法(刀號不能大于刀庫中刀套的數量),不合法中斷換刀并發出報警,再判斷目標刀號是否是主軸上,在主軸上就不需要換刀。如果需要換刀首先根據刀庫表所記錄的刀具號和刀套號的對應關系檢索出對應的刀套號,然后根據目標刀套號和當前位的刀套號計算出刀庫的旋轉方向和旋轉步數并驅動刀庫電機旋轉,當當前刀套號和目標刀套號一致時停止刀庫電機,主軸準停、Z軸回換刀位,啟動機械手交換刀具。當刀具交換完成后,更新刀庫表,刀庫表的更新就把刀庫表里的主軸上刀號和當前刀套位的刀號相互交換,完成整個換刀。換刀的流程圖如圖1所示。

圖1 機械手圓盤式刀庫換刀流程圖
3 恢復刀庫主要解決的關鍵問題
刀庫換刀各個動作是一環扣一環的順序逐步完成,只有前一個動作確認完成后,才能進行下一個動作,從而保證了運動的可靠性。刀套的回位只有在機械手完全回原位后才能進行,刀庫表的自動更新一般在刀套自動歸位后來完成,因此,只要記住刀庫換刀中斷時機械手的位置即可完成刀套原位的恢復和刀庫表的自動更新。這樣需要解決的問題可以歸結為以下兩點:
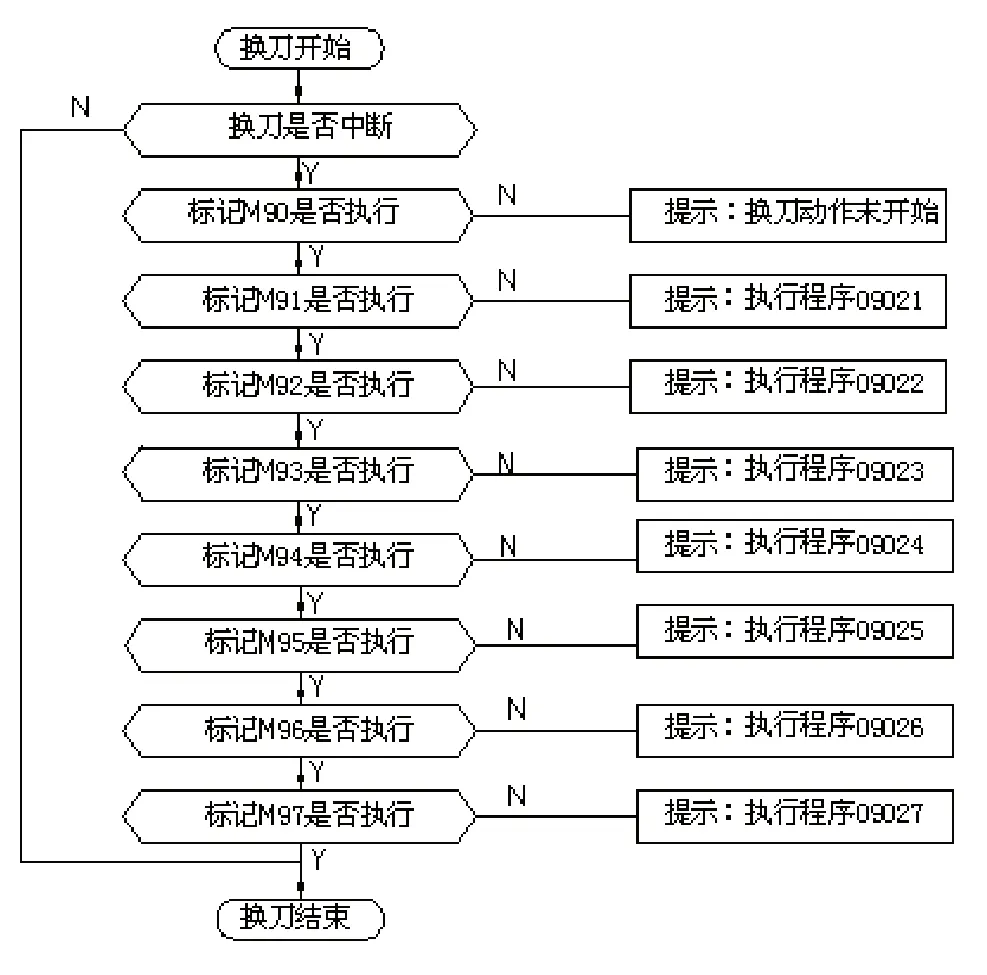
圖2 標記監控流程圖
1)要確定刀庫換刀終止時機械手停止的位置,再將機械手恢復到原位。
2)恢復機械手時刀庫表能夠自動更新,要確保刀庫數據的準確。
4 刀庫自動恢復方法的提出
刀庫自動換刀實質就是在執行調用的換刀宏程序[4],程序號由設計者自行來設定,一般為9000號以后的程序號,換刀過程中按復位或其它原因停止自動換刀的過程就是使換刀宏程序沒有被執行完整而中途停止了。此時,只要能確定并記憶換刀宏程序中斷的位置,并將沒有執行的程序調用執行,通過這種方式使中斷后的換刀宏程序繼續執行下去直到整個換刀過程正常結束,這樣就可以實現刀庫換刀中斷的自動恢復。
5 換刀中斷刀庫自動恢復方法的設計
5.1 標記代碼的換刀宏程序和恢復子程序的設計
為了確定換刀宏程序中斷的位置,在換刀宏程序中的機械手可能停止的程序段之間加入標記代碼[5],標記代碼可以是M輔助代碼,再通過對標記的實時監控就能知道程序停止的準確位置。加入標記的換刀宏程序如下。

在換刀宏程序中刀套翻下、機械手扣刀、主軸松刀、機械手交換刀具、主軸緊刀、機械手回原位、刀套翻上這些動作用都是用M輔助代碼通過PMC控制程序[6]實現的,在這些M輔助代碼后各加了一條標記。在每個標記代碼下設置了一個恢復子程序,恢復子程序號為O9021——O9027,恢復子程序就是換刀宏程序中沒有被執行的程序。例如:程序停止在M77時,恢復子程序就為O9021,程序內容如下:

其余的恢復子程序參照子程序O9021來編寫。
5.2 設置刀庫自動恢復功能鍵
換刀中發生中斷,宏程序終止,機械手和刀套不在原位,為了防止發生碰撞事故電氣設計上把機械手、刀套原位信號作為程序自動運行的互鎖信號[7],機械手和刀套不在原位時程序不能自動執行。為了恢復子程序的執行,需要屏蔽機械手、刀套原位互鎖信號,使機械手在換刀中任何位置都能自動執行恢復子程序。因此設計了一個“刀庫自動恢復功能鍵”,按下該鍵時屏幕上會顯示“刀庫自動恢復正在進行”的提示,同時按鈕上的指示燈亮,機械手、刀庫原位互鎖信號不起作用,刀庫恢復完成后,再按下該鍵,屏幕上的提示信息消失,互鎖信號有效。機床操作面板上一般有廠家預留備用按鈕,因此可以不增加按鈕,利用面板上一個備用按鈕做“刀庫自動恢復功能鍵”。
5.3 標記監控程序的設計
標記監控程序[8]就是在換刀過程中通過對標記M輔助代碼的執行情況從而判斷出換刀宏程序終止的位置的PMC程序,當換刀中斷時,標記監控程序能夠指出程序中斷的位置,并發出報警信息,提示用戶執行相應的恢復子程序,標記監控程序的流程圖如圖2所示。
6 刀庫自動恢復方法的應用
假設程序停止在M77時,M90(標記1)已被執行而M91(標記2)沒有被執行。標記監控程序比較M90和M91的執行情況,就可以知道程序停止在M77。此時發出報警信息,提示用戶執行恢復子程序O9021來恢復刀庫。這時操作者先按下“刀庫自動恢復功能鍵”,解除程序自動運行的機械手、刀套原位互鎖信號,然后調用并執行恢復子程序O9021,機械手和刀套自動回原位,刀庫表的數據也自動更新了。自動恢復完畢后,再按一次“刀庫自動恢復功能鍵”使程序自動運行的互鎖信號生效。
7 結論
用在換刀宏程序加標記和執行恢復子程序來自動恢復刀庫中斷故障的方法的優點是編程簡單,安全、可靠。因為不對原刀庫的PMC程序做修改,只是增加標記監控PMC程序和增加恢復子程序即可,所以就避免了修改原刀庫PLC程序的風險和降低了編程的難度。刀庫表能自動更新保證了刀庫表數據的正確,避免手動修改刀庫表數據出錯引起的機床故障。該方法操作簡單,操作人員根據提示能較快的恢復刀庫,同時也可以減少機床事故的發生,提高了機床的可靠性;對同行的技術人員也有一定的借鑒作用。
[1]FANUC0i數控系統PMC編程說明書[Z].
[2]曹健.加工中心自動換刀過程中斷恢復功能的設計及實現[J].制造技術與機床,2009(09):125-125.
[3]牛軍燕.顧寄南.基于PLC的自動換刀系統研究[J].制造業自動化,2010(06):35-36.
[4]FANUC0i數控系統加工中心編程說明書[Z].
[5]周炳文.實用數控機床故障診斷及維修技術500例[M].中國知識出版社,2006,8.
[6]FANUC系統刀庫典型PMC程序[Z].
[7]劉本鎖.數控機床故障分析與維修實例[M].冶金工業出版社,2008,6.
[8]朱自勤.數控機床電氣控制技術[M].中國林業出版社,2006,1.
猜你喜歡
電腦愛好者(2020年6期)2020-05-26 09:27:33
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
信息安全與通信保密(2016年3期)2016-08-23 01:23:56
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:34
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:25
中國衛生(2015年3期)2015-11-19 02:53:32
政治與法律(2014年11期)2014-03-01 02:20:40
