套銑筒母錐在腰英臺油田YQ34-1HF井中的成功應用
2014-12-22 03:22:34王建富
化工管理 2014年35期
王建富
中國石油化工股份有限公司東北油氣分公司 長春10062
一、套銑筒母錐的結構
套銑筒母錐的結構:由上接頭、筒體、母錐、套銑頭、合金組成,合金根據工作的需要可加工成不同形狀和設計不同鋪焊形式,鑲焊上鎢鋼塊等硬質合金更加堅固耐磨。根據被打撈落物體狀態,母錐的打撈螺紋可以設計成加密或常規鋸齒形和三角形。
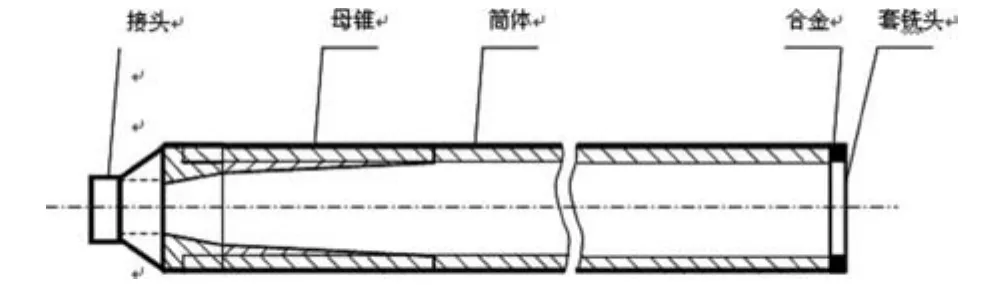
圖(一)套銑筒母錐結構示意圖
二、工作原理
通過修井機地面轉盤和動力水龍頭帶動鉆具旋轉,依靠套銑筒下端堅硬的銑牙將油套環空的沉砂、水泥、金屬及魚頂上的其它異物銑松銑碎,利用循環洗井液將碎屑帶到地面。當油管的接箍進入套銑筒母錐的打撈腔內后,水泥車泵壓和指重表會發生變化,適當增加鉆壓,套銑筒母錐的打撈螺紋吃入落物的外壁進行造扣,當所造扣能承受一定上提拉力和扭矩時,則上提鉆具,打撈螺紋與所撈落物已基本連為一體,將落物撈住。繼續倒扣5-8扣,倒開接箍上方油管,完成打撈。
三、套銑筒母錐種類及規格
套銑筒母錐可以根據井下落魚不同情況,更換不同尺寸的母錐,從而打撈不同規格的落物,包括管類、桿類、鉛類及變形落物。針對目前本井需要打撈Φ89mm加厚油管和Φ60.3mm平式油管,設計加工了兩種規格的套銑筒母錐:
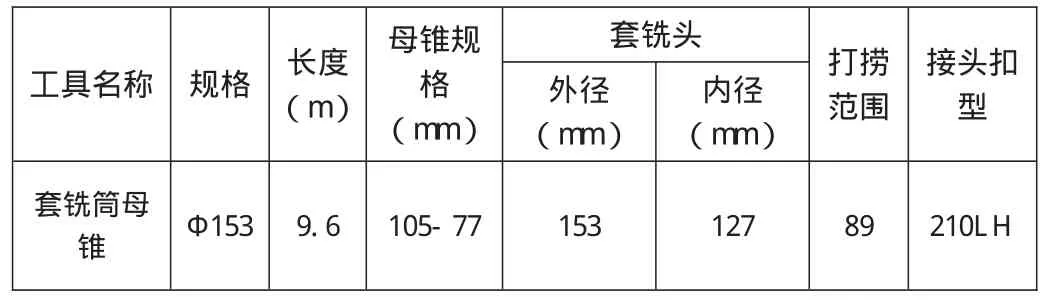
工具名稱規格長度(m)母錐規格(m m)套銑頭外徑(m m)內徑(m m)打撈范圍接頭扣型套銑筒母錐Φ 1539.6105-7715312789210 L H

套銑筒母錐 Φ 8910.8 78-55 89 76 60.3210 L H
四、套銑筒母錐的操作方法與參數
1.套銑筒母錐與鉆桿之間應該接安全接頭,以備必要退出安全接頭以上管柱,鉆具自下而上組合為:套銑筒母錐+安全接頭+鉆桿。
2.工具下到魚頂以上1-2m時,開泵循環,記錄開泵前的泵壓和懸重,啟動轉盤并緩慢下方鉆具,當鉆具懸重下降后又恢復原懸重,可判斷落魚進入魚腔。
3.緩慢下放鉆具,加鉆壓20KN-50KN左右,進行造扣施工,反轉3-4r,鉆柱負荷明顯增加,此時應上提鉆柱造扣,上提負荷一般應比原懸重多2-3KN,繼續反轉8-10r后,上提鉆柱懸重應增加,說明造扣打撈成功。
4.套銑過程中采用輕壓(20KN-30KN)、快轉(60-70r/min)、大排量(500L/min),以不憋泵為準,套銑時要求送鉆均勻。
5.在套銑打撈期間,在造扣過程中有可能將落魚直接倒開并撈上,此時可上提鉆柱,若負荷無明顯變化,可采用正打壓的方法驗證,套銑筒母錐在造扣后絲扣間密封,泵壓會升高,如果壓力不升,則落魚被倒開;若泵壓上升,上提管柱打撈位置后懸重正常,則落魚被倒開且管柱被堵死;
五、大修施工井實例
腰英臺油田YQ34-1HF井,井深3038m,懸掛套管Φ114.3mm(內徑101.6mm)。該井壓裂管柱砂埋被卡。施工過程中,設計并使用了套銑筒母錐這種復合工具,它既可以完成套銑、套管內沖砂,又可以實施打撈,縮短了施工周期,降低施工成本。根據本井管柱規格加工設計Φ153mm*127mm*9.6m和Φ89mm*76mm*10.8m兩種規格套銑筒,母錐分別為Φ105mm*Φ77mm和Φ 78mm*Φ55mm。本井套銑筒母錐打撈33次,25次得到成功,成功率76%,撈獲油管36根,平均1.09根/次,雖然這只是一口井的數據統計,可以說明選擇正確規格套銑筒母錐,打撈成功率增大。
本井數據統計
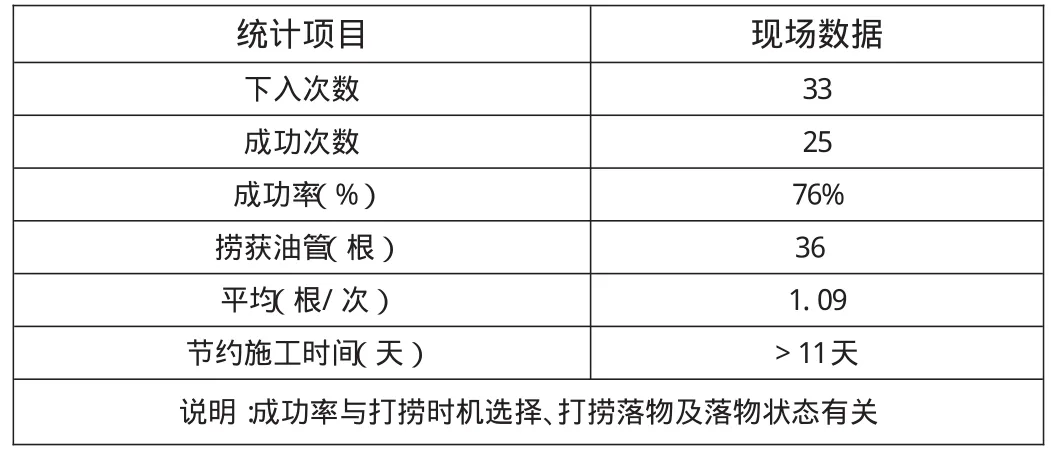
統計項目下入次數成功次數成功率(%)撈獲油管(根)平均(根/次)節約施工時間(天)說明:成功率與打撈時機選擇、打撈落物及落物狀態有關現場數據332576%361.09>11天
套銑筒母錐在YQ34-1HF井的成功應用,可以證明,套銑筒母錐這種套撈一體復合工具,不僅在不但在直井中能夠發揮作用,而且在水平井打撈作業中同樣可以發揮作用。
同原理,我們可以設計加工套銑筒公錐,采用套銑內撈的辦法,一舉實現套銑打撈一體化。例如φ114.3套管做為筒體,筒體下端鑲硬質合金,筒體上端配φ45~φ86的公錐,公錐和筒體采用螺紋連接或焊接。適用范圍:該工具適用于在φ139.7套管內套銑打撈φ73油管和φ88.9油管本體,適用砂埋、蠟卡及稠油卡的管柱。目前該工具已經在不同井得到了成功應用。

圖(二)套銑筒公錐結構示意圖
結束語
東北油氣田多為低滲透儲層,70%以上的井需要壓裂改造,地層出砂嚴重,而且近兩年腰英臺地區多次出現地震,井況復雜化加劇,大修工序措施比較繁瑣。套銑筒母錐在YQ34-1HF井的成功應用,解決了工序的復雜性和重復性,可以一步實現套銑和打撈兩步工序,單從本井來看,套銑筒母錐的成功應用提高了修井速度和成功率,縮短了施工周期,節約了一定的成本投入,從另一方面來講,它可以在直井和水平井同時得到推廣性的應用,可以衍生出套銑筒公錐等其他一體化工具,因此套銑母錐工具最終所創造和引領的經濟價值是巨大的。
猜你喜歡
建材發展導向(2022年10期)2022-07-28 03:04:36
建材發展導向(2021年18期)2021-11-05 09:19:50
建材發展導向(2021年9期)2021-07-16 07:11:36
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
裝備制造技術(2020年1期)2020-12-25 05:18:30
設備管理與維修(2016年5期)2016-03-16 02:20:45
中國房地產業(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34