基于電火花銑削加工的電極設計及制備工藝
2014-12-23 11:34:48高利平
科技視界 2014年3期
高利平 張 穎
(南通農業職業技術學院 機電工程系,江蘇 南通226007)
0 引言
電火花銑削加工是整合了電火花成型加工與機械銑削加工發展起來的一門新加工技術。電火花銑削加工主要采用高速旋轉的主軸帶動棒狀或管狀電極轉動,同時控制多軸聯動,進行電火花成形加工。電火花銑削加工不僅能完成輪廓、挖槽、型腔、曲面、修邊、去殘料等加工項目,同時改善了傳統電火花加工中存在的加工速度、電極損耗和表面質量之間的矛盾。
電火花銑削不同于機械銑削的金屬切削,是一種非接觸性加工,電火花銑削加工電極與工件之間存在放電間隙,在加工過程中存在電極損耗,會對輪廓及型腔尺寸形狀產生影響,因此,電極的設計和制備是電火花銑削加工的關鍵技術,它對加工精度及表面粗糙度有著直接影響。
1 電極材料
電火花銑削加工中,雖然和電火花成型加工時一樣,工具電極與工件不接觸(通過電蝕作用對工件進行加工),但是由于銑削放電的特性,以及不同材料電極對加工的穩定性,生產率及加工質量等產生較大影響的原因,因此,在實際使用中不能任意選擇電極材料(如穿孔及型孔加工常用的電極材料鑄鐵),而應根據實際需要,選擇相對損耗小、加工過程穩定、生產率高、易于制造加工及成本低廉的材料作為電極材料,以滿足零件的電加工要求。目前,常用的電火花銑削電極材料主要有:純銅、黃銅、石墨、銅鎢合金、銀鎢合金等。
(1)純銅電極特點是在加工過程中穩定性好,生產率高,導熱性好,電極損耗小,不易產生電弧,材料重復利用率高,但材料韌性大,機械加工性能較差、精度較低、損耗較大,相對價格較貴。對于電火花銑削加工來說,純銅電極易于加工成精密、微細的花紋,采用精微加工能達到Ra1.25μm的表面粗糙度,因此適用于小型腔及高精度型腔的加工。
(2)黃銅電極在電火花加工過程中穩定性較好、生產率高、與純銅電極相比價格較低、機械加工性能較好,但其機械磨削性能差,由于含有較多雜質,電極的損耗較大,精度不高。因此,在電火花銑削加工中黃銅電極一般用在對加工表面粗糙度較低,尺寸、形狀精度要求較高及形狀較復雜的小孔或型腔的粗加工中。
(3)石墨電極易于機械加工,穩定性好,電加工性能好,電極損耗小,生產率高、價格較便宜(與銅大體相同),但機械強度較差,尖角處易崩裂且不易做成精密、微細的花紋,容易產生電弧燒傷現象。因此,石墨電極適用于做各種型腔的粗加工,而作為精加工材料其加工表面只能達到Ra2.5μm,并且要求顆粒小、組織細密、強度高和導電性好,所以應用較少。
(4)銅鎢合金和銀鎢合金的熔點高、導熱性與加工穩定性均很好,電極損耗小,電加工性能優越,但價格偏高且機械加工比較困難。因此,它們主要用于模具中高精度的深孔、直壁孔的穿孔加工和小面積高精度的型腔加工及硬質合金類導電性能偏低的模具加工,一般只在少數的超精密電火花加工中采用,在電火花銑削加工中運用較少。
2 結構形式
電火花銑削用電極的結構形式應根據所需加工的型孔、型腔的位置形狀、尺寸大小、精度表面粗糙度要求,以及電極的加工工藝性等來確定。常用的電極結構有如下3種形式。
2.1 整體電極
整體式電極是用一塊整體材料加工而成,是電火花銑削型孔或型腔加工中最常用的電極結構形式。對于橫斷面積及重量較大的電極,可在電極上開孔以減輕電極重量。圖1所示為型腔加工用整體電極的結構形式。由于電火花銑削加工可以通過運動軌跡來改變型腔的大小、深淺,因此普通電火花穿孔加工中常采用的階梯式整體電極在銑削加工應用較少。
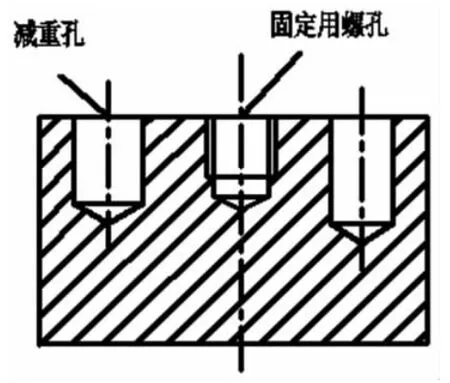
圖1 整體電極
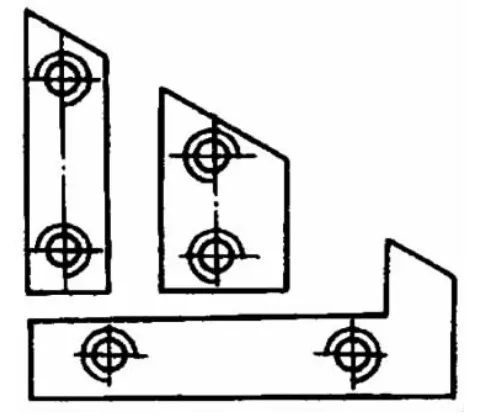
圖2 組合電極
2.2 組合電極
在電火花銑削型腔加工中常遇到需要在同一凹模上加工出幾個相同型孔,對于這樣的凹模可以用單個電極分別加工各孔,也可以采用組合電極加工,即把多個電極組合裝夾在一起。然后再進行整體銑削,一次完成凹模各型孔的電火花加工。如圖2所示的組合式電極,適于一模多腔時采用,提高了加工效率,簡化了型腔間的定位工序,提高了型腔的位置精度。
2.3 鑲拼電極
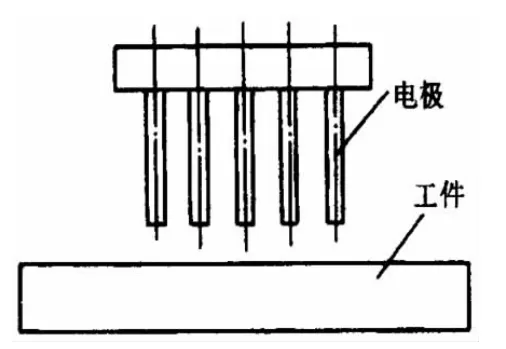
圖3 鑲拼電極
對于形狀復雜的電極整體加工有困難時,常將其分成幾塊形狀簡單的電極,分別加工后再鑲拼成整體,即鑲拼式電極。如圖3所示,是將E字形硅鋼片沖模所用的電極分成三塊,分別加工完畢后再鑲拼成整體,保證了電極的制造精度,得到了尖銳的凹角,而且還簡化了電極的加工步驟,提高了生產效率。鑲拼式電極,適用于電火花銑削加工中型腔尺寸較大、單塊電極坯料尺寸不夠或電極形狀復雜,將其分塊才易于制造的情況。
總體來說,對于體積小、易變形的電極,應設計為整體式電極,同時將電極工作部分以外的截面尺寸增大以提高剛度。對于體積較大的電極,應采取組合、鑲拼等方式,來保證加工質量,另外要盡可能減輕電極的重量,以減小機床的變形。
3 尺寸確定
3.1 電極橫截面尺寸的確定
垂直于電極進給方向的電極截面尺寸稱為電極的橫截面尺寸。電極橫截面尺寸是根據凹、凸模的尺寸及公差,配合間隙和放電間隙的大小等因素確定的。
在凹、凸模零件圖上標注公差時,根據模具的設計基準不同,有不同的標注方法。電極橫截面尺寸也分別以凹、凸模設計為基準來確定。
1)凹模電極橫截面尺寸
如圖4所示凹模型孔不同部位的尺寸及公差標注。其相應部位電極橫截面尺寸的計算公式如下:
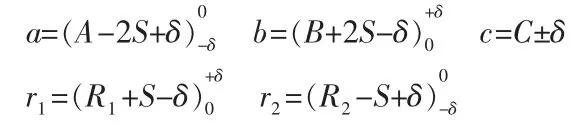
式中:S——單面放電間隙;
δ——電極制造公差,通常取模具公差δ的1/2~2/3,并按“入體原則”標注。
2)凸模電極橫截面尺寸
如圖5所示為凸模不同部位尺寸及公差標注。凹、凸模配合間隙存在三種情況,因此橫截面積尺寸計算如下:
①凸模、凹模單邊配合間隙小于放電間隙(Z<2S):電極比凸模尺寸均勻縮小,電極應按凸模四周每邊均勻縮小一個值(S-Z/2),電極橫截面尺寸計算公式如下:

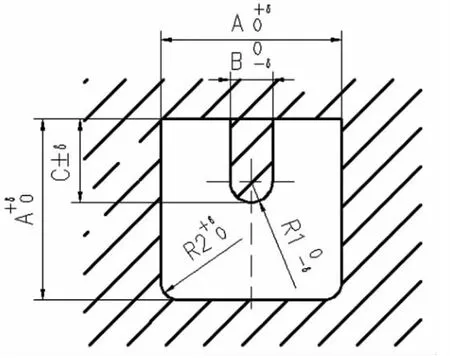
圖4 凹模尺寸及公差標注
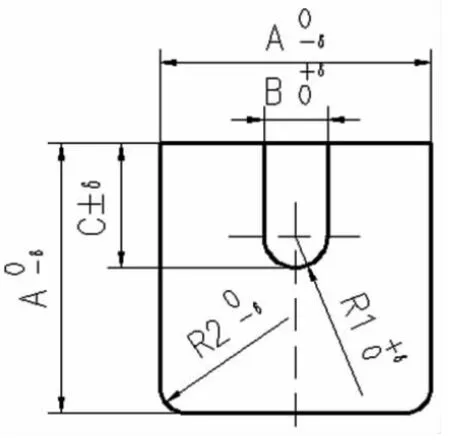
圖5凸模尺寸及公差標注
②凸模、凹模單邊配合間隙等于放電間隙(Z=2S):電極橫截面尺寸和凸模截面尺寸完全相同,電極公差取凸模公差1/2~3/2。
③凸模、凹模配合間隙大于放電間隙(Z>2S),電極比凸模尺寸均勻擴大,電極應按凸模四周每邊均勻放大一個值(Z/2-S),電極橫截面尺寸計算公式如下:

式中:S——單面放電間隙;
Z/2——凸模、凹模單邊間隙;
δ——電極制造公差,取模具公差Δ的1/2~2/3。
3.2 電極長度的確定
圖6 加工電極長度
在電火花銑削加工時不僅要計算電極長度,還需考慮各縱截面的形狀和尺寸。
1)加工電極長度的確定
電極的長度確定取決于凹模結構形式、電極使用次數、型孔的復雜程度、裝夾形式及電極制造工藝等一系列因素。
如圖6所示,一般意義上電極長度計算公式:
Lt=T +H +L +(0.4 ~0.8)(n-1)Kt
式中:T——電火花加工的深度,mm;
H——凹模下部挖空時需要加長的長度,mm;
L——夾持電極增加的長度(10mm~20mm);
n——電極的使用次數;
Kt——與電極材料、型孔復雜程度等因素有關,一般取經驗值:對于紫銅 Kt取 2~2.5,黃銅取 3~3.5,石墨取 1.7~2,鑄鐵取 2.5~3,鋼取3~3.5。若電極材料損耗小、輪廓無尖角、型孔簡單,Kt值取小值;反之取大值。
2)電極縱截面尺寸的確定
型腔加工時電極縱截面的形狀和尺寸,應根據型腔底部的形狀和尺寸要求,并考慮放電間隙而確定。對型腔底部不同部位的尺寸,其電極尺寸計算也不相同。如圖7所示為加工型腔時,電極縱截面尺寸,計算如下:
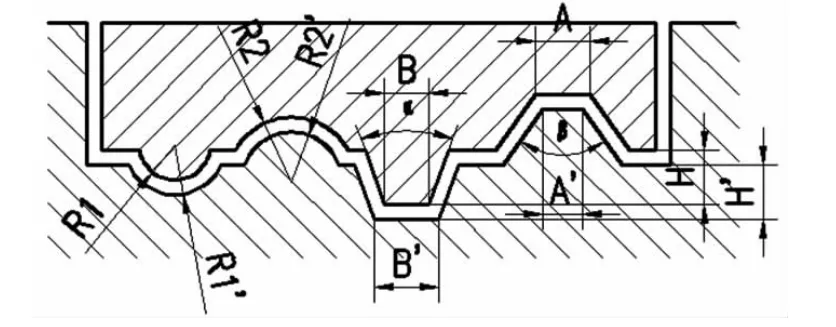
圖7 加工型腔電極縱截面尺寸

式中:S為單面放電間隙;
H、R1、R2、A、B 為型腔要求尺寸;
H′、R1′、R2′、A′、B′為電極尺寸。
以上計算方法適合型腔加工中低損耗加工的電極設計,而精加工或拋光余量應另行考慮。
4 制作工藝
由于電極的材料、類型、幾何形狀、復雜程度及精度要求的不同,因此采用的加工方法也各有不同。常見的電極制造方法有如下3種:
4.1 機械切削加工
對形狀較簡單的電極,可用銑、車、刨、平面和圓柱磨削等切削方法來進行加工,如回軸、套、盤類電極可直接在車床上加工成形。三角形、矩形、多邊形等鑄鐵或鋼電極可在刨床、銑床上加工后,再由平面磨削加工,經鉗工修整后使用。而對于形狀比較復雜的電極,則需要經過多道工序才能加工成形,達到圖樣要求。
機械加工電極除采用常規的加工方法外,還大量的采用成形磨削。就是對已完成粗加工的電極用成形磨削的方法進行精加工。這樣,可以有效提高電極的尺寸精度、形狀精度和降低表面粗糙度。但在電火花銑削中應用較少。
機械切削電極時最常加工的材料是石墨、純銅和黃銅。由于石墨材料加工時容易碎裂、粉末飛揚,所以在加工前需將石墨放在工作液中浸泡2~3天,這樣可以有效減少崩角及粉末飛揚。純銅、黃銅電極由于材料切削較困難,一般可用數控或仿形刨床加工而成,為了達到較好的表面粗糙度,經常在切削加工后再進行鉗工銼削、研磨拋光完成最后的整修。
4.2 線切割加工
由于電極形狀較復雜或用機械加工方法無法保證形狀精度,因此在電極加工中還較多的采用線切割加工。
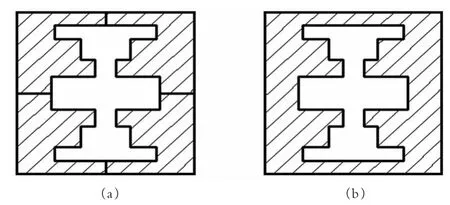
圖8機械加工與線切割加工
如圖8所示的電極,用傳統的機械加工方法制造時,通常是將電極分成四部分來加工,然后再鑲拼成一個整體,如圖8(a)所示。
但由于分塊加工中產生的誤差及鑲拼時的接縫間隙和位置精度的影響,會使電極產生一定的形狀誤差。如果使用線切割加工機床對電極進行加工,則很容易的制作出一個整體電極,就可以很好地保證其精度,如圖 8(b)所示。
4.3 電鑄加工
在電極制作中有時會采用電鑄方法,特別是用于制作大尺寸電極,如汽車、軍工等行業中的板材沖模。采用電鑄方法制作的電極的具有放電性能好,復制精度高,可制作出機械加工難以達到的高精度、細微形狀的優點,尤其適合于具有復雜形狀圖案或者高精度要求的淺型腔的電火花加工。但電鑄法制造電極的缺點是加工周期長、成本高,電極質地疏松,電極損耗較大。
5 結論
綜上所述,在電火花銑削加工中電極的設計及制作,應根據電極材料、結構形式、尺寸確定、制作工藝等多方面進行綜合比較、考慮才能確定。此外,在實際加工前還應對電極進行正確的裝夾和校正,才能真正的將設計制造好的電極“物盡其用”。
[1]葉軍,吳國興,萬符榮,吳強,徐琳俊,盧高峰.數控高效放電銑加工脈沖電源參數正交試驗研究[J].電加工與模具,2011(6).
[2]羅學科,李躍中.數控電加工機床[M].北京:化學工業出版社,2003.
[3]周旭東.數控及電加工技術[M].哈爾濱:哈爾濱工業大學出版社,2009.