淺談多頭蝸桿的車削及測量
2014-12-23 12:17:08于帥
科技視界 2014年10期
關鍵詞:測量
于 帥
(汕頭市高級技工學校,廣東 汕頭 515000)
0 引言
實習教學是技工學校的基本課程,學生在畢業前應熟練地掌握一定的專業操作技能,成為合格的技術工人。為了提高、鞏固學生操作技能,針對學生對車削外圓、內孔、圓錐、成形面等切削部分則比較容易掌握,而對車螺紋特別是對多頭蝸桿的車削,掌握起來較為困難,蝸桿的齒型和梯形螺紋很相似。常用的蝸桿有米制蝸桿(模數),齒型角為20°(牙形角40°);英制蝸桿(徑節)齒型角為14°30′,(牙形角29°)兩種。我國一般常用米制蝸桿。齒型又分軸向直廓蝸桿和法向直廓蝸桿。通常軸向直廓蝸桿應用較多,展成法是車蝸桿的最有效方法,但由于蝸桿的齒型較深,蝸桿的一般技術要求切削面積大,因此車削時比一般梯形螺紋更困難些。
沿兩條或兩條以上,在軸向等距分布的螺旋線所形成的蝸桿叫多頭蝸桿。多頭蝸桿分為軸向直廓(阿基米德螺線)蝸桿和法向直廓蝸桿兩種,前者的齒形在軸平面內為直線,在法平面內為曲線,后者的齒形與前者正好相反。多頭蝸桿有著特殊的技術要求,加工過程中必須限制蝸桿螺紋軸向齒距偏差、軸向齒距的累積誤差、蝸桿齒形誤差應在公差之內,否則將影響蝸輪副的傳動精度。蝸桿的螺紋齒面粗糙,將影響工作表面的耐磨性和使用壽命。下面從加工方面加以說明,以保證蝸桿的生產加工質量。
1 蝸桿的一般技術要求
1)蝸桿的齒距必須等于蝸輪的齒距。
2)軸向或法向齒厚必須符合要求。
3)蝸桿齒形兩側表面粗糙度值要小,齒形應符合圖樣要求。
4)蝸桿徑向跳動應在允許范圍內。
2 多頭蝸桿的車削
2.1 工件安裝方法
1)多頭蝸桿因導程大、齒形深、切削面積大,車削時產生的切削力也大,因此車削多頭蝸桿不得采用兩頂尖間裝夾。
2)采用三爪自定心或四爪單動卡盤,以一夾一頂的方式裝夾,工件也有轉動的可能。為了防止工件在卡爪內移動,其夾持部位應加工成階臺狀,夾持處外徑盡量加大、放長。安裝時將階臺面緊貼卡爪并校正夾緊,然后再用跳動量小的回轉頂尖頂住工件前端(中心孔應適當加大),以增強工件的安裝剛性,克服車削過程中的切削力。
3)最好是將工件夾持部位外圓放量,銑成三角形或正方形,使其內切圓與蝸桿外圓保持同軸,用三爪自定心或四爪單動卡盤校正、夾緊,然后再用頂尖支持一端,以確保工件車削中的穩定、可靠。
4)安裝工件應盡量縮短懸伸長度,以提高工件的裝夾剛性,但須留有足夠的退刀位置,防止碰撞。
2.2 多頭蝸桿的車削步驟
蝸桿的車削方法與梯形螺紋車削相似。由于多頭蝸桿導程大、齒形深、切削面積大,車削時容易產生振動,造成工件變形和出現“扎刀”。因多頭蝸桿尺寸精度和表面粗糙度要求高,因此車削的難度更大。車削時一般都應將粗、精車分開進行,若生產批量較大,還應增加半精車工序。
1)粗車:粗車主要是車出梯形槽,以去除大量余量,有兩種方法:
①利用小滑板刻度分線并車削,方法同車梯形螺紋。
②將小滑板刻度對零位,然后按多頭蝸桿的齒距進行分線,同時用三角螺紋車刀在蝸桿外圓上刻出粗車時的齒頂寬(Sa按0.843mx+0.5mm掌握);以蝸桿粗車刀在齒槽的刻線范圍內進行左、右車削(不能超越齒頂寬刻線)。粗車時為防止切屑黏附在車刀上或形成積屑瘤,可采用30號機油加適量紅丹粉作切削液,進行冷卻潤滑。
2)半精車:半精車是為精車提供分線準確、留有較小余量并具有較好表面粗糙度的半成品。因此半精車必須糾正粗車產生的分線誤差,并使精車余量均勻。表面粗糙度則應控制在R3.2~6.3μm 以內。其方法是:采用軸向分線法半精車第一條螺旋槽。先將蝸桿齒根圓直徑車至規定要求,并記下中滑板刻度;半精車齒槽順走刀方向側面留精車余量約0.15mm,記下小滑板刻度和“趕刀量”;用百分表、量塊分線法使小滑板沿軸向移動一個齒距。半精車第二、三、四等條螺旋槽的齒根圓直徑至要求,同方向側面均留精車余量約0.15mm,注意中、小滑板刻度及“趕刀量”不變;最后,再按上述方法,依次逐個半精車齒槽另一側面,并留出0.15mm 的精車余量。
3)精車:精車除了要細心外,還應熟練掌握“多次循環分線,依次逐面車削”原則。由于蝸桿齒根圓直徑已車至規定要求,故只需精車齒槽左、右側面。為了確保加工質量,精車應采取下列措施:
①大前角:精車齒槽左右側面應采用兩把車刀進行,車刀前角γ0=15°~20°(λs=0°),刀刃平直、光滑,確保鋒利。
②薄切屑:精車齒槽兩側面切削深度要小(尤其是最后兩刀),αp=0.01~0.02mm,使車下的切屑如鋁箔一樣薄而發亮,每走一刀都要仔細觀察和分析排屑情況,判斷車刀是否保持鋒利。
③低速:精車蝸桿時主軸轉速要放慢。轉速過高,齒面表面粗糙度難以保證,一般n 以10r/min 為宜。
④充分澆注切削液:要根據工件材料選擇具有良好潤滑性能的切削液(鋼件宜采用四氯化碳、硫化油、植物油)并充分澆注。
⑤勤測量:由于分線誤差、車刀磨損、讓刀等諸多因素,易造成多頭蝸桿齒距誤差,精車時應勤用單針測量法控制蝸桿分度圓直徑,力求各頭一致,還要用齒厚卡尺測量蝸桿各頭齒厚并作記錄。最后利用小滑板趕刀進行修正,使各頭齒厚相等,使齒距得到保證。
2.3 車削過程注意事項
車削多頭蝸桿應注意的問題在蝸桿車刀刃磨與安裝、工件裝夾、分線和車削等內容中,已經提到許多應該引起注意的問題,這里不再重復,但需強調以下幾點:
1)車削多頭蝸桿只宜采用正、反車走刀。因此,車床摩擦離合器要調整適當,確保正、反車操作靈便、可靠;床鞍與床身導軌的間隙應調小一些,以減少車削中床鞍的竄動。
2)蝸桿車刀一般應備有3~4 把,即粗車刀、齒根槽精車刀、左及右側面精車刀各一把。更換車刀必須認真對刀,以免造成齒距、齒厚誤差。
3)車削第一條螺旋槽時,應檢查導程是否正確;車削以后各條螺旋槽則對齒距進行查驗。
4)車削時精力要特別集中,注意安全操作,防止發生意外。
5)多頭蝸桿分線不正確的原因與多線螺紋的分析相同,故不再贅述。
2.4 螺紋及蝸桿測量
1)三針法測量螺紋中徑
三針測量單一中徑是一種間接測量法,其原理(如圖1)所示。測量時,三針放在同一條螺旋線的溝槽中,使其與牙側的切點位于螺旋槽寬等于基本螺距一半的地方(即通過中徑線),再用公法線千分尺測得M 值,即能計算出單一中徑d2,其值按下式計算:

式中:d2——單一中徑,mm;
M——三針測量值,mm;
dD——三針直徑,最佳直徑為
α——牙型角,(°);
P——螺距,mm。
對于α=30°的梯形螺紋:d2=M-4.864dD+1.866P,其中dD=0.518P
2)單針法測量螺紋中徑
(如圖2)所示是用單針法測量螺紋中徑,它只需使用一根測量針,測量方法比較簡便,其計算公式為:
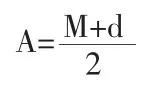
式中:A——單針測量時千分尺上測量得的尺寸(mm),
d——螺紋大徑的實際尺寸(mm);
M——三針測量值,mm。
用單針測量時,其偏差數值應是中徑偏差的一半。

圖1 用三針法測量螺紋中徑
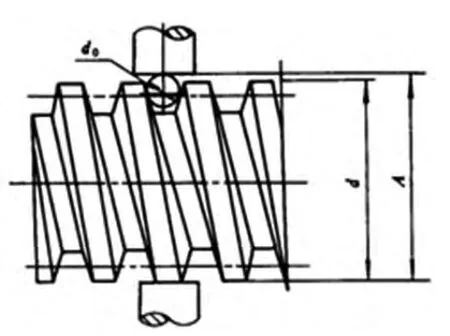
圖2 用單針法測量螺紋中徑
3)螺距測量儀測量螺紋螺距
螺距測量儀是將比較儀裝在特殊的附件上組成,(如圖3)所示。附件的兩個球形測量頭放于螺紋螺旋槽內,其中活動測量頭用杠桿機構與比較儀的測量桿相接觸,活動測量頭稍微擺動,比較儀的指針將隨之擺動。測量時,先用標準螺距將比較儀的指針調到零位,再對零件進行測量,讀得指針的偏擺量就是被測螺距的誤差。
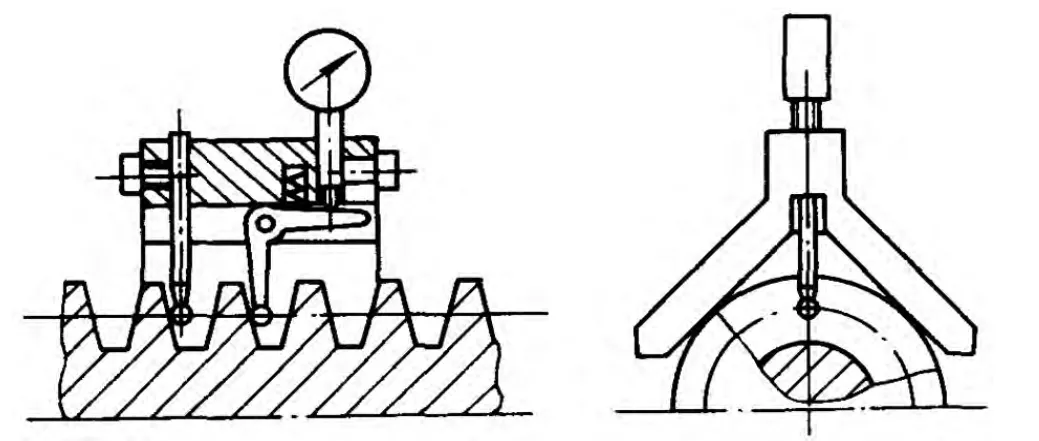
圖3 用螺距測量儀測螺距
4)蝸桿齒厚偏差的測量
對蝸桿傳動,應以減薄蝸桿的齒厚來獲得傳動側隙,因此,控制蝸桿的齒厚非常重要。
蝸桿齒厚的測量,應以蝸桿工作軸線為基準,可使用萬能或大型工具顯微鏡進行,在分度圓處測量齒厚。
若蝸桿的精度較低,則可使用齒厚游標卡尺以蝸桿頂圓為基準測量其齒厚偏差,必要時可按頂圓實際尺寸和頂圓徑向跳動來校正測量結果(見圖4)。
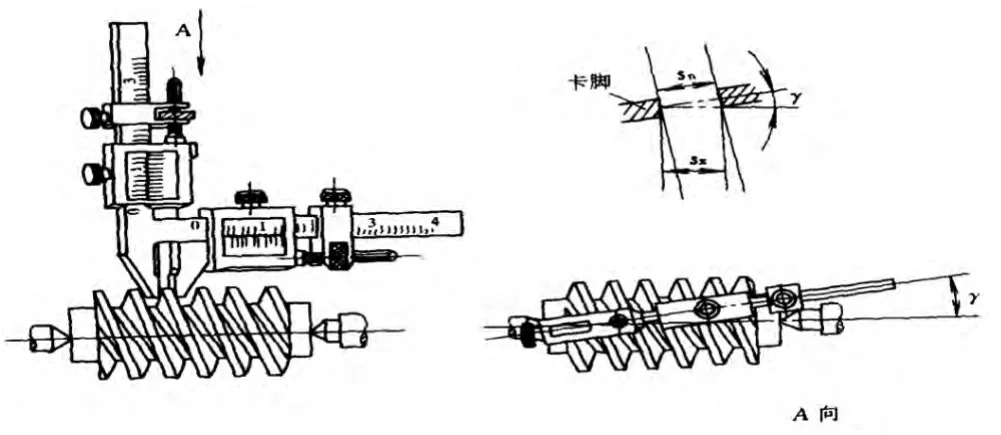
圖4 用齒厚卡尺測量法向齒厚
3 結論
總之,車削多頭蝸桿的技術和測量方法是比較復雜的,車削時常會產生某些故障,既有設備的原因,也有刀具、量具、操作者等的原因。在排除故障時要具體情況具體分析。只要多頭蝸桿的加工工藝系統完善,測量工具符合要求,通過比較嚴格的檢測手段,采取正確的安裝加工順序,就一定能夠車削出合格的多頭蝸桿。
[1]張春敏,劉立國.車工工藝學[M].電子工業出版社,2006,1.
[2]張才芳.機械制造工藝學[M].哈爾濱船舶工程學院出版社,1990.
[3]上海市第一機電工業局工會,編.車工[M].機械工業出版社,1992,1.
[4]郝廣發,蘇澤民.車工技師培訓教材[M].機械工業出版社,2007,9.
[5]朱煥池,主編.機械制造工藝學[M].機械工業出版社,2011,2.
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
