天然氣凈化廠甲醇再生裝置堵塞原因分析及預防措施
2014-12-24 03:59:24錢偉彬馬連偉
石油化工應用 2014年3期
錢偉彬,景 元,馬連偉
(中國石油長慶油田分公司米脂天然氣處理廠,陜西榆林 719000)
甲醇再生裝置處理的含醇污水主要含有油份、甲醇、泥砂及Fe2+、Fe3+等離子,含醇污水經過除油罐及除油器除油后加入雙氧水,將其中的Fe2+氧化為Fe3+。再加入NaOH、絮凝劑等使鐵離子生成Fe(OH)3沉淀與泥砂一起絮凝,最后經過濾器過濾進入原料水罐成為甲醇再生裝置的原料水。原料水經換熱器與塔底廢水換熱,再經加熱器加熱溫度為80 ℃左右,最后經機械過濾器過濾進入甲醇再生塔進行處理(見圖1)。
1 裝置堵塞原因分析
1.1 泥垢成份分析
在加熱器進行檢修時取泥垢樣進行了化驗分析,泥樣為紅褐色,將泥樣搗碎后取適量放入燒杯,當滴入30 %的HCl 溶液時,泥樣逐漸溶解并伴有少量無色無味氣體產生,繼續滴加直至反應結束后進行稀釋,溶液呈紅褐色,靜置一段時間底部仍有少量沉淀。通過上述實驗,可以判斷:泥垢的主要成份有Fe(OH)3、Fe2O3、CO32-、少許泥砂等不溶雜質。
1.2 泥垢成因分析
從理論上說,含醇污水在進入原料水罐前經過藥劑處理后Fe2+、Fe3+與H2O2、NaOH 反應已生成Fe(OH)3并被過濾掉,但實際情況卻并不理想,經分析,主要有以下幾個原因:
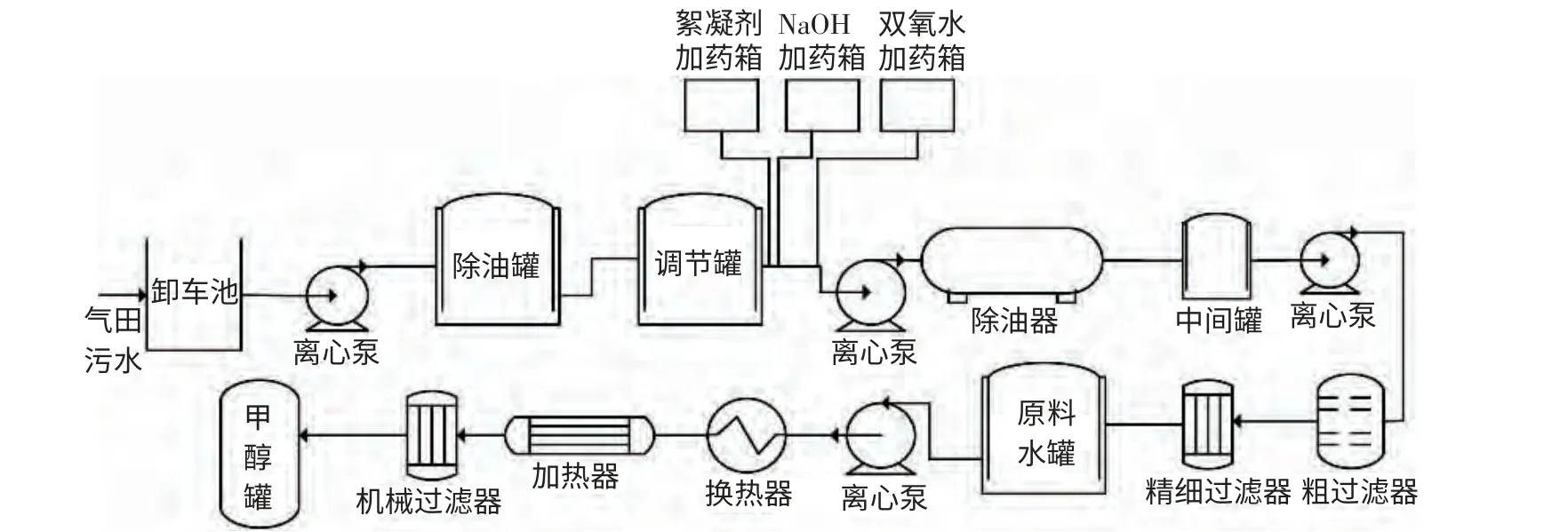
圖1
(1)由于螺壓脫水機故障、污泥含油率過高、藥劑絮凝效果差等原因,使得廠內污泥未及時清理外運,廠內儲罐底部沉積污泥后只能通過排污繼續排入卸車池,造成污泥不斷內部循環積聚,大量的污泥多數沉淀在原料水罐底部,使得原料水罐在液位1.5 m 左右就因含泥過多而無法進入甲醇再生裝置進行處理,2012年11 月初,我們對2#原料水罐進行清罐,共清出污泥362 桶(77.62 t)。
(2)預處理加藥后效果差,加藥量不夠,Fe2+、Fe3+在污水中含量還較多,雖然根據Fe2+、Fe3+與OH-的濃度積為常數可以得出Fe3+基本在pH 等于3.2 時會完全沉淀(Fe2+在pH 等于7.0 時才開始沉淀),但因為溫度越低,濃度積越大,因此在秋冬季節溫度較低時即使pH 大于6 原料水中也會有較多Fe3+。另外,預處理目前雖然有暖氣伴熱和電伴熱裝置,但無換熱設備,導致冬季生成的Fe(OH)3膠體因為分子運動不劇烈導致絮凝沉降效果差(見圖2),通過圖2 可以看出冬季較夏季預處理裝置罐體溫度明顯低很多,通過對2011 年至今的預處理裝置布袋過濾器出口Fe2+、Fe3+化驗值進行分析(見圖3),由圖3 可以看出預處理的Fe2+、Fe3+在夏季較秋冬季含量明顯偏低,而從圖4 得知,預處理后的pH 普遍低于7,不在pH 控制范圍7.5~8。
(3)進入甲醇再生裝置的含醇污水由于含有Fe2+、Fe3+及大量氯根,在經換熱器、加熱器加熱后,會發生水解反應,其反應公式為:
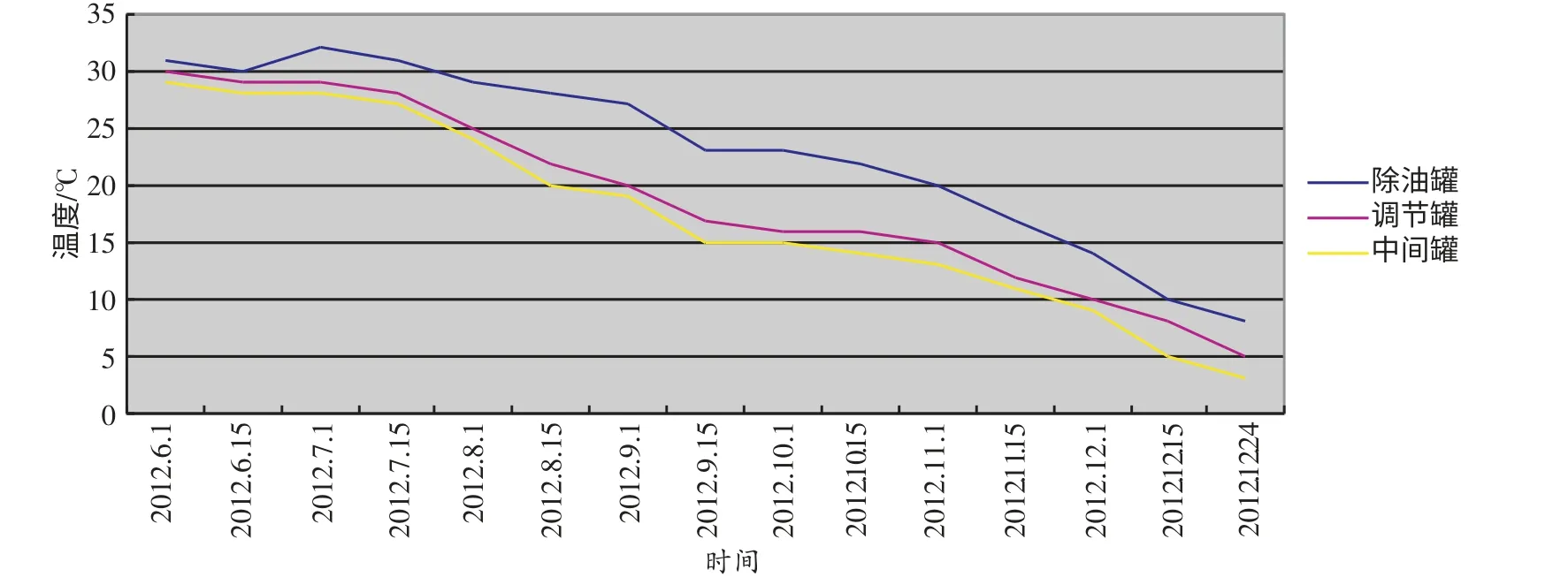
圖2 預處理罐體溫度
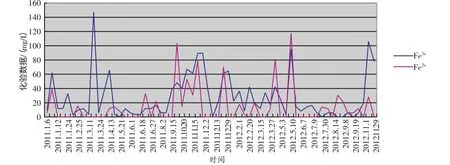
圖3 布袋過濾器出口鐵離子含量
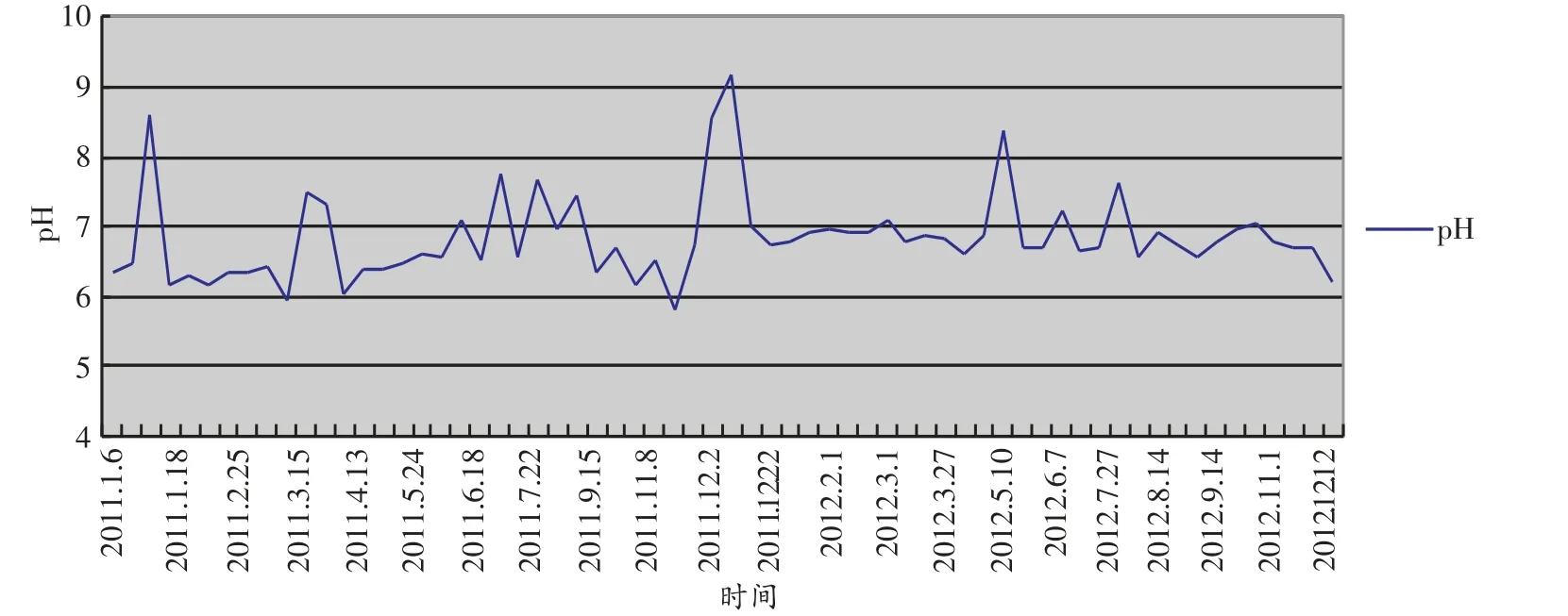
圖4 布袋過濾器出口pH 值

以上兩公式中,雖然鐵離子的水解是一個可逆反應,但是由于HCl 屬于揮發性氣體,在反應進行的同時,HCl 不斷地受熱揮發,導致反應持續向正向移動,因此不斷的生成Fe(OH)3膠體并沉淀。另外,該反應為吸熱反應,因此,當鐵離子進入加熱器后,溫度迅速上升,反應不斷向正方向進行,不斷生成Fe(OH)2和Fe(OH)3沉淀。
由于以上幾個因素導致了甲醇再生裝置頻繁地發生堵塞,通過計算,若以每天處理60 m3的污水計算,每含10 mg/L 鐵離子的污水在經過加熱水解等一系列反應后,可以最多(完全反應情況下)生成1.146 kg 的沉淀(見圖5)。
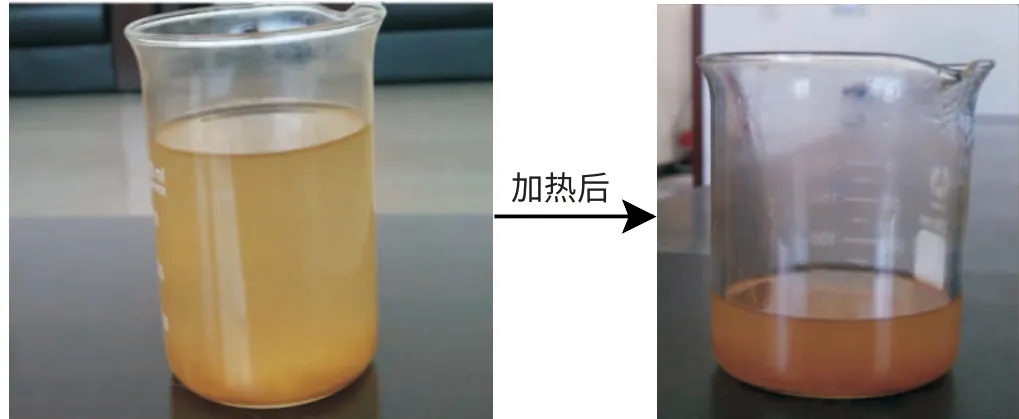
圖5
2 解決措施
通過以上的分析,可知甲醇再生裝置發生堵塞的根本原因:(1)由于污泥內部循環,(2)由于預處理溫度過低,離子運動不夠活躍,導致Fe2+無法充分氧化為Fe3+,而Fe3+及OH-反應不夠充分,絮凝效果不佳,預處理后原料水仍含不少Fe2+、Fe3+,原料水在進入加熱器后離子運動加劇,經過氧化與水解等一系列反應后沉淀在加熱器。
針對以上原因,采取了一系列措施。
2.1 改進維修螺壓脫水裝置
對螺壓脫水機進行了維修,并對污泥處理工藝進行了改進,具體措施有:(1)將藥劑箱攪拌葉輪半徑改大一倍,提高藥劑攪拌速度和效果;(2)在藥劑污泥混合管線內加裝螺旋混合器,在管道內部形成紊流,加強污泥和藥劑混合效果;(3)由于污泥含油量過高,如果不除油,油份在進入螺壓脫水機后極易在篩孔處橋接堵塞出水通道,為此,必須在污泥罐出口加裝臭氧除油設備,降低污泥含油率,改造工藝(見圖6),其中虛線范圍的為新增除油設備,除油前后的污泥含油率(見表1);(4)與工藝所配合對脫泥藥劑進行了系列實驗,最終選定日本產的絮凝劑,增加了污泥的絮凝強度,經過實驗脫出來的泥塊含水率在72 %~80 %,實現了脫水泥塊含水80 %的目標(見表2)。
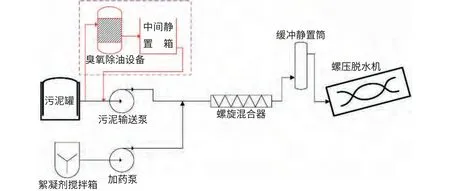
圖6
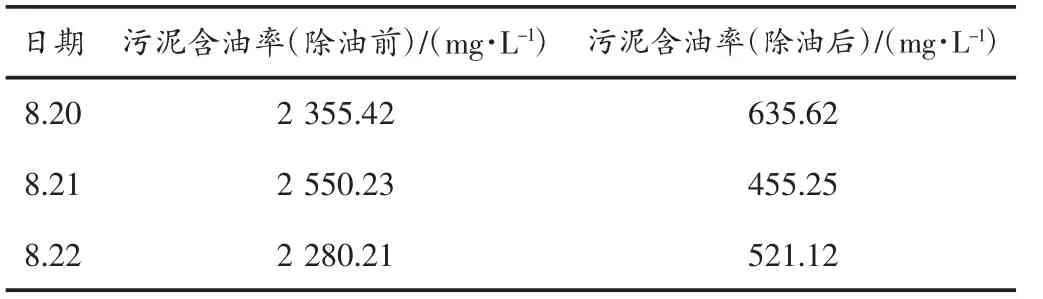
表1
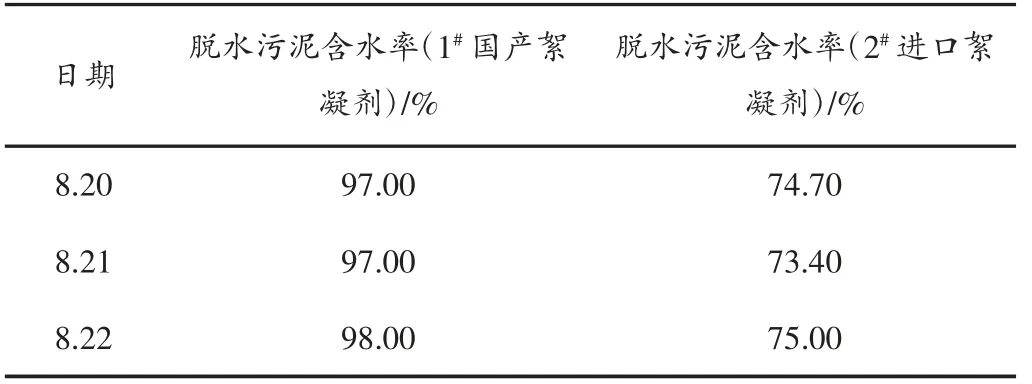
表2
2.2 加大預處理污泥清理頻次
在污泥脫水機沒有有效投運的情況下,加大了清泥頻次,對預處理裝置布袋過濾器每周清理一次,對原料水罐每年至少清理一次,保證污泥在進入甲醇再生裝置前就及時清理出來,從而避免對甲醇再生裝置設備的堵塞。
2.3 優化改進預處理裝置加藥制度
與科研單位開展污泥藥劑實驗,根據實驗結果對污泥配制方法、藥劑添加量、藥劑輸送速度等各項控制指標上進行優化,嚴格控制污泥加藥后的pH 值、Fe2+、Fe3+含量及絮凝強度,確保加藥后原料水的各項化驗指標能夠達到運行要求。
2.4 預處理裝置增加加熱設備
建議通過在預處理流程當中增加加熱設備,在加藥前提高污水溫度至30~40 ℃,使Fe2+、Fe3+在預處理裝置中及時充分氧化并與OH-反應沉淀,沉淀物再經過粗過濾器及布袋過濾器過濾,而通過定時反沖洗粗過濾器及清理布袋過濾器等措施使沉淀物在預處理階段得到有效及時處理,從根本上避免沉淀在甲醇再生裝置加熱器等設備生成,降低檢修甲醇再生裝置的頻次,減輕員工的勞動強度,保證甲醇再生裝置的有效運行。
3 總結
米脂天然氣處理廠的甲醇再生裝置頻繁堵塞不僅影響污水處理的正常進行,而且給員工帶來了大量的檢修工作,不僅費時費力,頻繁的拆裝對設備也不利,通過對堵塞物的成份及Fe2+、Fe3+化學性質的分析,得出導致設備堵塞的根本原因一是污泥內部循環積聚,二是在預處理中污水溫度過低沉降絮凝效果不佳,而進入加熱器后,溫度的上升使得大量的沉淀生成,造成加熱器及其上下游的管線堵塞。因此通過投運脫泥設備、在預處理加設加熱設備等措施,使沉淀在預處理階段生成并過濾掉,避免進入甲醇再生裝置,降低甲醇再生裝置堵塞及檢修頻次,保證處理廠的正常生產。另外,有效地改善預處理裝置的加藥工藝也是保證甲醇再生裝置正常運行的有效措施之一。
[1] 劉長龍,趙立強.油氣井酸化過程中鐵離子的沉淀及其預防[J].重慶科技學院學報(自然科學版),2009,11(6):13-15.
[2] 馬瑩,何靜.三價鐵離子在酸性水溶液中的行為[J].湖南有色金屬,2005,21(1):36-39.
[3] 周玉榮,張成虎.榆林氣田含油含醇污水預處理工藝改造效果評價[J].天然氣工業,2008,28(2):139-141.
[4] 魏銳,宋萬琚.Fe3+在水溶液中的水解平衡和配位平衡[J].化學教育,2008,(1):69-72.
