優化制備工藝改進設備降低回轉窯能耗
2014-12-25 01:49:10王中文
設備管理與維修 2014年2期
王中文
(湖南湘鋼鑫通爐料有限公司 湖南湘鄉)
湖南湘鋼鑫通爐料有限公司輕燒白云石生產線3#窯采用回轉窯生產工藝,窯規格為Φ3.6×55 m,設計生產能力400 t/d,年產輕燒白云石13.2萬噸。回轉窯配套的預熱器選用豎式、8套推料裝置,預熱白云石量750 t/d。配備豎式冷卻器,排料口4個,冷卻輕燒白云石量400 t/d。采用3通道燒嘴,回轉窯要求煤粉細度<90 μm的≥85%,含水率<1.5%,需要量約4 t/h,設計選用1臺能力為 6~8 t/h的HRM1100立式磨煤機作為煤粉制備系統主機。
窯于2010年4月投產,投產初期運行很不穩定,產量達不到設計能力,煤耗、電耗較高。通過優化煤粉制備工藝,改進工藝設備,降低回轉窯能耗,提高運行效率,到2014年8月,煤耗、電耗分別從運行第一個月的 219.9 kg/t和 40.69 kW·h/t下降到132.66 kg/t和30.37 kW·h/t;煤耗歷史最好水平為2014年8月,為132.66 kg/t;電耗歷史最好水平為2014年5月為27.84 kW·h/t。投產后各年度產量及煤耗、電耗情況見表1。從表1數據可以看出,回轉窯自投產后,產量逐年上升,而單位產量的煤耗和電耗呈逐年下降趨勢。
一、優化煤粉制備工藝
改進煤粉制備系統。回轉窯采用的煙煤粒度為0~70 mm,灰分≤18%,揮發分20%左右,T1>1250℃,熱值≥5500 kcal/kg,S≤1.0%,用 HRM1100立式磨加工成200目煤粉。該系統投入運行初期系統出現一些問題,如果要達到煤粉粒度要求則磨煤效率低下,平均僅3 t/h,由于煤粉供應不足,造成輕燒白云石產量不到350 t/d,遠遠達不到設計生產能力,且由于磨煤時間長,電耗升高;如果提高煤粉產量,則煤粉粒度達不到要求,噴煤系統不穩定,造成煤耗大幅度增加,且窯內溫度波動大,還因燃燒不充分,經常產生窯內爆炸現象,產品質量不穩定,給生產帶來安全隱患。投產運行時的煤粉制備工藝流程如圖1所示。

表1 2010~2014年回轉窯產量及煤耗、電耗情況
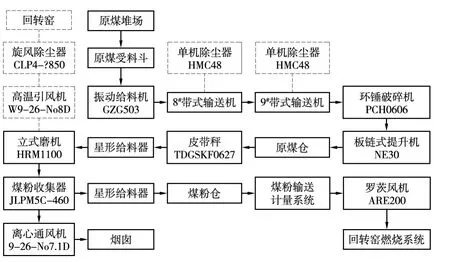
圖1 改造前煤粉制備工藝流程
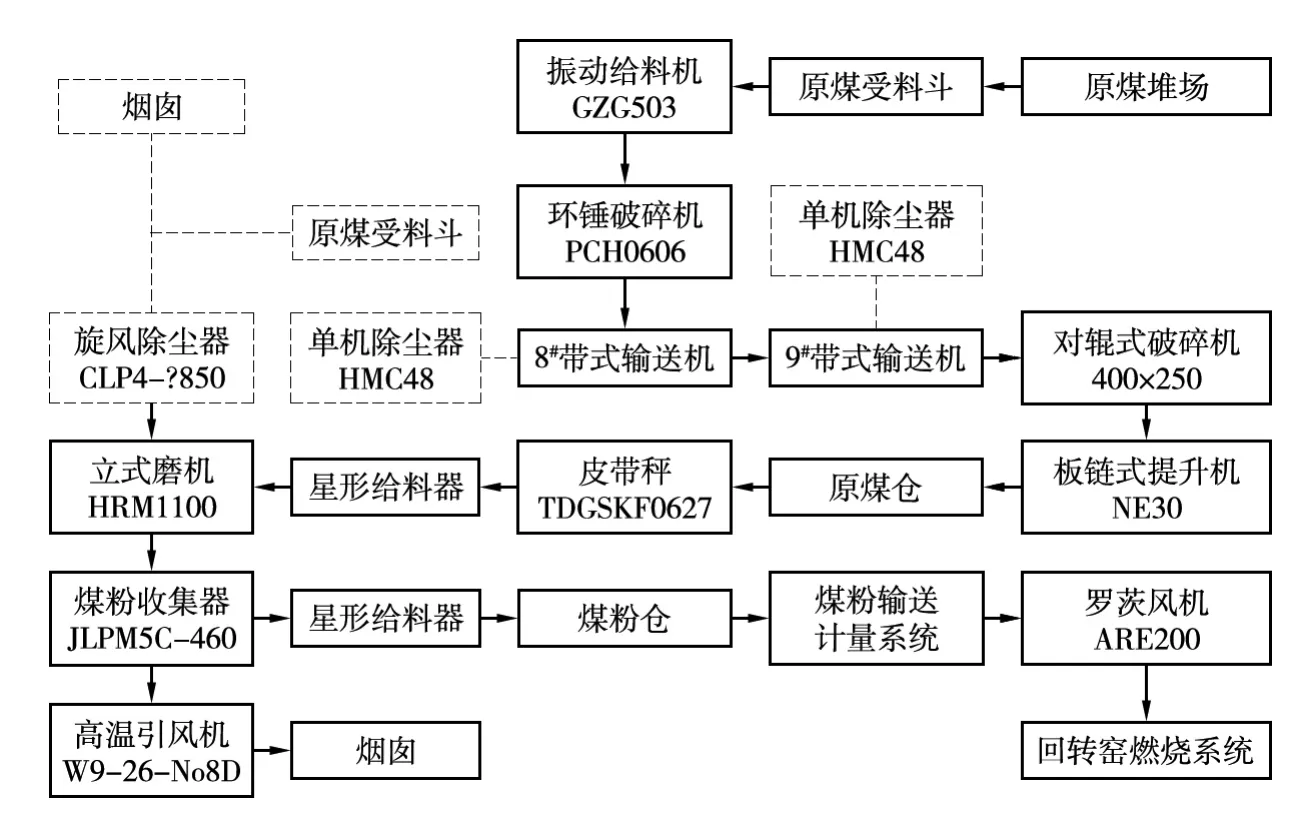
圖2 優化后的煤粉制備工藝流程
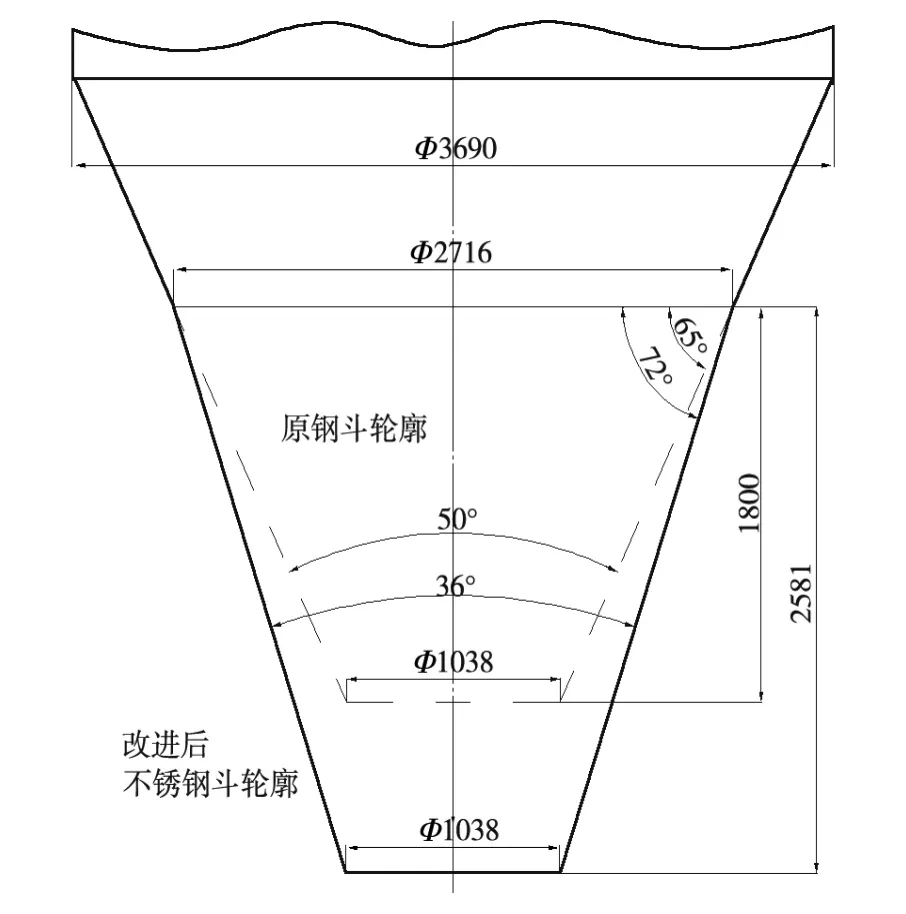
圖3 煤粉倉改進示意圖
針對上述問題,通過摸索發現,如果進入立磨的煤粒度控制在較小范圍內且溫度控制適當,能提高磨煤的效率。據此,對煤粉制備工藝進行了優化。優化后的煤粉制備系統雖然僅增加了1臺破碎機,但由于在窯尾抽風加熱立磨內煙煤,充分利用了窯尾引風機,使流程上可減少1臺離心引風機,不僅用電設備總功率減少,磨煤效率也顯著提高,小時合格煤粉>6 t/h,解決了原來存在的磨煤效率低、能耗高、窯內爆燃及煤粉收集器起火等問題。優化后的煤粉制備工藝流程見圖2。
二、改進工藝設備
(1)改進煤粉倉和煤粉輸送系統。針對煤粉輸送系統不穩定的問題,一是對煤粉倉進行了改進,將煤粉倉下部改成不銹鋼斗(圖3),防止煤粉在倉內積拱而不下料;二是對煤粉輸送系統進行重新接地改進,解決輸送計量受變頻器等干擾的問題。
(2)改進燒嘴。原設計使用的是3通道燒嘴,在使用過程中燃燒不穩定,火焰溫度提升困難,后改用襄樊大力機電技術有限公司生產的4通道燒嘴,問題得到解決。
(3)改進窯襯砌筑方法。原設計窯襯是采用常規砌筑方法,高溫段使用230 mm厚的磷酸鹽復合磚,窯尾預熱帶使用粘土磚,窯頭、窯尾用含3%以上不銹鋼纖維的窯口澆注料澆注。用此方法施工的窯襯12個月左右就要進行更換,且生產中窯襯歷史記錄的外殼溫度均在260℃以上。2012年12月對窯襯進行了改進,采用預制磚與澆注料混砌方式施工,所用材料采用山東魯銘高溫材料有限公司專利產品LM-1復合預制磚及LM-1澆注料復合砌筑。采用該方法施工的窯襯外殼溫度在200~220℃,運行了1年6個月后的窯襯磨損量相當少,預計使用壽命在2年以上,并使能耗降低。
(4)更換節能型電機。投產初期時使用西安西碼生產的560 kV·A,10 kV電機,使用時電流在17 A左右。2012年7月更換為湘潭電機廠生產的560 kV·A,10 kV電機,在同樣工藝參數情況下,電機電流為14 A左右。
通過上述一系列改進,公司400 t/d回轉窯生產能力不斷提升,能源消耗不斷下降,目前能保證產量穩定在500 t/d的情況下確保產品質量,設備穩定運行。
猜你喜歡
中學生數理化·自主招生(2024年6期)2024-06-24 11:15:29
房地產導刊(2022年5期)2022-06-01 06:20:14
礦山安全信息(2022年40期)2022-04-07 02:16:52
當代水產(2021年10期)2021-12-05 16:31:48
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
今日農業(2020年20期)2020-11-26 06:09:10
中學生數理化·高一版(2020年2期)2020-04-21 07:42:50
聚氯乙烯(2018年9期)2018-02-18 01:11:34
