БВД-3400-3000У3型勵磁機碳刷打火原因分析及處理
2015-01-01 03:18:24佟小明莫晶晶
科技視界 2015年5期
佟小明 莫晶晶
(江蘇核電有限公司,江蘇 連云港222042)
1 БВД-3400-3000У3型勵磁機結構介紹
БВД-3400-3000У3型勵磁機由俄羅斯制造廠生產,其主要作用是為TBB-1000-2У3型氫水冷卻汽輪發電機提供勵磁電流,使發電機轉子建立磁場。表1給出了勵磁機主要參數。
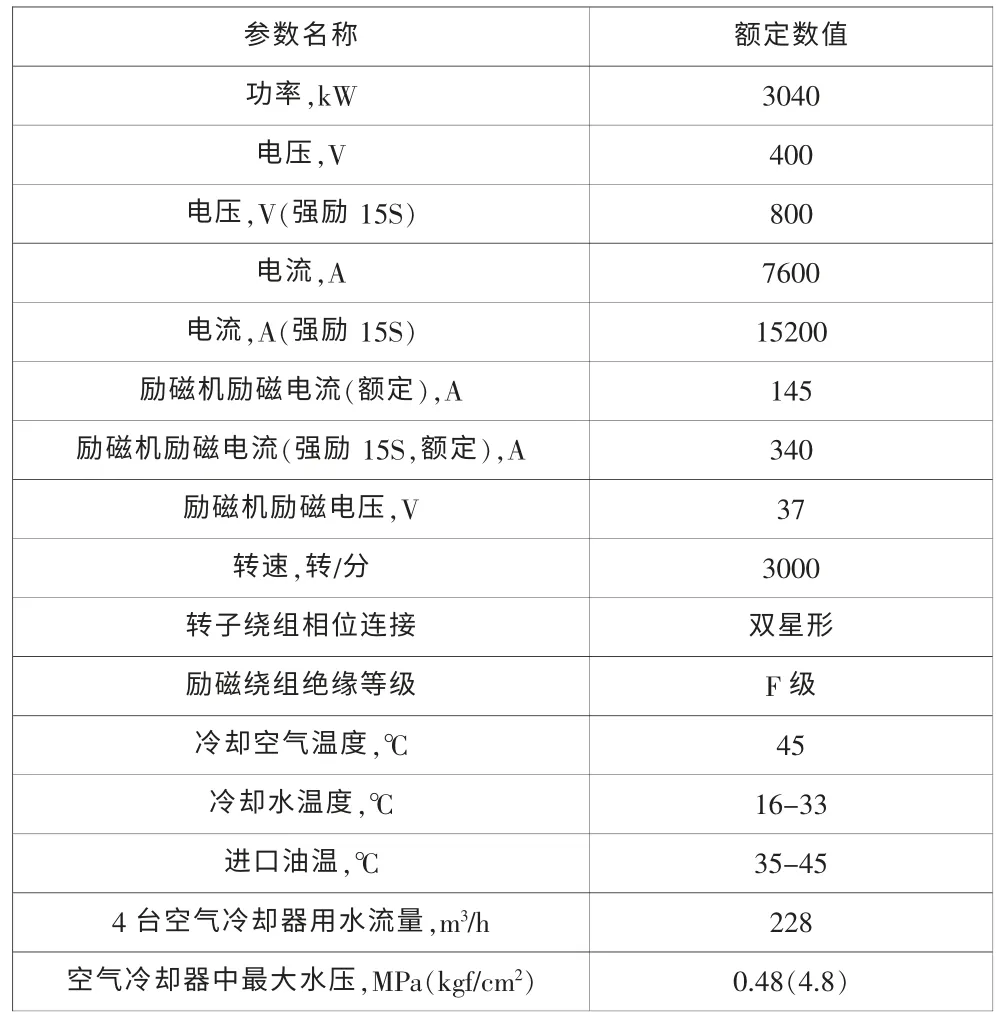
表1 БВД-3400-3000У3型勵磁機參數
БВД-3400-3000У3型勵磁機總重32噸,其中轉子重11噸,其主要結構括:轉子電樞、定子(可拆分為上、下兩部分)、旋轉整流器、碳刷及刷架、上部空氣冷卻器、下部空氣冷卻器、泄漏收集器、電阻溫度計(冷風)、電阻溫度計(熱風)、電阻溫度計(排水)、液位傳感器、溫濕度傳感器、軸承及基座、供油(供水)管道、支架及護板。
轉子鐵芯為0.5mm厚的鋼片疊層,疊層間形成徑向通風風道,轉子鐵芯安裝在轉子軸上,軸上留有軸向通風風道,與徑向通風風道相通。冷卻氣體從轉子端部進入轉子軸向通風風道,然后穿過轉子徑向孔道,冷卻繞組,齒,轉子表面。
轉子電樞槽內放有兩個同相的三相繞組,轉子繞組90槽,繞組聯接成兩個星型,放置在繞組狹槽內。每相繞組由5條平行支路組成,轉子繞組分段,在繞組狹槽內,轉子繞組通過用玻璃布基層支撐的槽楔塊固定在鐵芯狹槽內。放在支撐環突出部分下部的銅環實現轉子繞組與雙星型接線的電聯接。支撐環則安裝在軸凸緣上,支撐環上放置有絕緣環,各相的平行輸出端穿過支撐環上的小孔,并聯接至旋轉整流器組。
旋轉整流器主要作用是將勵磁機轉子產生的250Hz的交流電轉換為直流電。旋轉整流器共有兩組,布置在勵磁機轉子繞組端部兩個絕緣環內,每個絕緣環內布置了15個正向整流器和15個反向整流器,共計60個。每個整流器組由散熱器、晶體二極管、熔斷器和兩個阻容保護器構成。
2 概述
俄制БВД-3400-3000У3型勵磁機為旋轉整流勵磁,勵磁機轉子正、負極滑環間額定電壓400V,每極滑環上安裝8個碳刷,共裝有16個碳刷,碳刷主要成分為石墨,為軟石墨碳刷,規格為20*32*64mm,軟石墨碳刷載流能力為10A/cm2左右,根據碳刷的接觸面積推算每個碳刷的載流能力64A左右,運行期間經測量勵磁機滑環每極8個碳刷總電流為0.7A;其功能主要是監測發電機轉子絕緣和轉子過電壓保護。
勵磁機運行期間,碳刷頻繁出現火花,雖然對勵磁機碳刷和滑環進行了吹掃、清理,但仍無法消除碳刷頻繁打火現象,給氫冷發電機組安全運行帶來了隱患。
3 碳刷打火原因分析
經現場檢查并分析,БВД-3400-3000У3型勵磁機采用的是ЛК-803Л型刷架組件,碳刷刷握為螺旋彈簧頂壓模式,彈簧直接接觸碳刷,由于溫度傳導,導致在較高溫度下引起彈簧疲勞其使用性能劣化,壓力降低。僅憑維護人員經驗,很難保證碳刷與滑環接觸壓力符合要求。
隨著運行時間增加,碳刷在滑環處不斷地摩擦、損耗并逐漸變短,由于碳刷的縮短造成彈簧壓緊力逐漸減弱,使碳刷與滑環之間局部出現微小間隙,在電壓作用下產生放電打火。
其次,勵磁機滑環表面徑向跳動量較大、表面粗糙,使碳刷與滑環表面摩擦不均勻,也會造成碳刷與滑環間出現微小間隙,產生放電打火。
4 處理措施
在機組停機大修期間,結合原因分析對勵磁機碳刷打火問題采取針對性措施進行了處理,處理措施主要包括以下兩方面:
4.1 替換刷握
由于刷握問題使碳刷壓力降低造成碳刷與滑環間放電打火,所以將原刷握替換為恒壓刷握,恒壓刷握可以保證碳刷壓力均衡,不會由于碳刷摩擦變短而導致壓力減弱。在刷握替代過程中,需要注意恒壓刷握壓力的選擇。
原刷握俄方廠家給出的壓力范圍為7.9N-14.5N,新刷握廠家給出的單位壓強為180g/cm2,經核算新刷握壓力為180g/cm2×2×3.2=1.152千克力=11.76N,新刷握的壓力值符合原廠家的要求,可以進行替代。
在新刷握安裝過程中,刷握與滑環表面要保持2mm的間隙,要保證碳刷在刷握里面能夠自由伸縮,不會發生卡澀,碳刷和刷握內表面之間的間隙維持在(0.2±0.1)mm的范圍內;檢查碳刷靠在滑環表面上的情況,必要時配制碳刷,可以用刷握座彈簧壓住電刷,在滑環和碳刷之間放一條細紗布,研磨碳刷,保證碳刷與滑環表面接觸良好。刷握與碳刷安裝完成后,用1000V表計測量刷架對接地外殼的絕緣電阻,實際結果大于1兆歐。
4.2 磨削滑環
為了解決勵磁機轉子滑環表面凹凸不平、粗糙,引起碳刷跳動量大,導致勵磁機碳刷打火,對勵磁機滑環表面進行了磨削處理,操作過程包括9個步驟:
(1)搭焊設備支架,現場組裝與拼焊專用設備支撐架子;
(2)找正:在盤車前利用百分表找出軸的中心,確定軸向平行,以進行對刀打磨;
(3)焊接固定支架:調整支架并確定準確磨削位置,在滑環平臺上電焊支架座板四個角以固定磨削裝置的平穩;
(4)盤車磨削:盤車后開始漸循磨削;
(5)磨削后粗糙度至少達到0.63,跳動值(同軸度)不大于30μm;
(6)磨削完畢,使用吸塵器對現場的鐵粉進行現場清潔;
(7)拆除磨削工具,恢復至刷架臺初始狀態;
(8)安裝刷架以及碳刷;
(9)恢復電氣連接線路并緊固,并最終清潔場地。
磨削勵磁機滑環過程中需要做好下面四項安全防護措施:
(1)工作人員勞保用品需穿戴齊全,領口、袖口、下擺需扎緊,防止絞入轉動設備中。
(2)磨削滑環過程中注意用吸塵器清潔,防止鐵屑遺留。
(3)安裝磨削滑環專用工具時需小心,禁止磕碰勵磁機轉子。
(4)焊接作業時需對勵磁機轉子做好防護,防止焊渣濺至轉子部件。
滑環磨削結束后,測量轉子滑環表面徑向跳動量小于30μm,比對滑環表面粗糙度高于標準。
5 結束語
機組啟機后,勵磁機碳刷打火現象消除。通過實踐,徹底解決了俄制БВД-3400-3000У3型勵磁機碳刷打火問題,為氫冷發電機組安全運行提供了保障,對同類型勵磁機碳刷打火問題的處理具有借鑒意義。
