入塔氣預(yù)熱器的結(jié)構(gòu)、焊后熱處理及水壓試驗(yàn)程序
2015-01-03 03:52:40王英德楊連紅肖志會王強(qiáng)李玉杰
化工裝備技術(shù) 2015年1期
王英德楊連紅 肖志會 王強(qiáng) 李玉杰
(中航黎明錦西化工機(jī)械(集團(tuán))有限責(zé)任公司設(shè)計(jì)研究院)
入塔氣預(yù)熱器的結(jié)構(gòu)、焊后熱處理及水壓試驗(yàn)程序
王英德*楊連紅 肖志會 王強(qiáng) 李玉杰
(中航黎明錦西化工機(jī)械(集團(tuán))有限責(zé)任公司設(shè)計(jì)研究院)
介紹了魯奇低壓法合成甲醇裝置中入塔氣預(yù)熱器的結(jié)構(gòu)、焊后熱處理及其水壓試驗(yàn)程序,對類似設(shè)備的設(shè)計(jì)、制造具有一定的參考價(jià)值。
浮頭式換熱器 熱處理 水壓試驗(yàn) 焊接 壓力容器
入塔氣預(yù)熱器是寧夏某化工有限責(zé)任公司魯奇低壓法合成甲醇裝置中合成工段的關(guān)鍵設(shè)備。該預(yù)熱器由中航黎明錦西化工機(jī)械(集團(tuán))有限公司于2010年制造。其結(jié)構(gòu)及制造過程中的焊后熱處理和水壓試驗(yàn)程序比較復(fù)雜,需進(jìn)行兩次部件熱處理及多次局部熱處理,設(shè)備的水壓試驗(yàn)需分四次進(jìn)行。設(shè)備的主要設(shè)計(jì)條件及參數(shù)見表1。本文將介紹該預(yù)熱器結(jié)構(gòu)、焊后熱處理及水壓試驗(yàn)等問題。
1 設(shè)備的結(jié)構(gòu)特點(diǎn)
該設(shè)備為立式特殊結(jié)構(gòu)浮頭式換熱器,設(shè)備的總高為17.82 m。管箱、筒體、封頭材料均為06Cr19Ni10,浮動端球封頭材料為06Cr19Ni10;固定及浮動端管板材料為S30408Ⅳ級鍛件;與固定端管板連接的上數(shù)第一節(jié)殼程筒體材料為06Cr19Ni10,厚度68 mm;殼程其它節(jié)筒體及下封頭的材料為Q345R(正火)。
與浮動端球封頭連接的接管上連有一個(gè)5波的膨脹節(jié)。該膨脹節(jié)設(shè)計(jì)壓力pd=0.7 MPa,水壓試驗(yàn)壓力pt=-1.12 MPa,設(shè)計(jì)溫度280℃,需要滿足的軸向補(bǔ)償量30 mm,膨脹節(jié)最大外徑≤600 mm,膨脹節(jié)要求循環(huán)次數(shù)10 000次,膨脹節(jié)材料為06Cr19Ni10,膨脹節(jié)采用多層結(jié)構(gòu),膨脹節(jié)總長L=700 mm(不含由于配作組對及水壓試驗(yàn)用的預(yù)留段長度)。膨脹節(jié)與浮動端球封頭上接管及與底部平蓋的連接部位應(yīng)考慮加強(qiáng)。由膨脹節(jié)制造廠家根據(jù)以上設(shè)計(jì)條件進(jìn)行膨脹節(jié)的設(shè)計(jì)計(jì)算及制造,并確保膨脹節(jié)的強(qiáng)度和使用性能。
2 設(shè)備的焊后熱處理工藝
根據(jù)設(shè)計(jì)圖紙要求,該設(shè)備殼程需進(jìn)行焊后熱處理(不銹鋼除外)。因此,根據(jù)設(shè)備的制造工藝制定了如下的焊后熱處理方案:(a)殼程筒體(件15,如圖1、圖2所示)焊后入爐進(jìn)行熱處理;(b)殼程下段(含件9筒體、件3下封頭)、與下封頭連接的鍛管(件4)、接管(件3)和殼程筒體上的管口N3接管法蘭部件入爐進(jìn)行焊后熱處理;(c)件2與件3連接環(huán)縫、裙座與下封頭焊縫、D口接管D類焊縫、吊耳與筒體焊縫以及件15筒體與件16筒體焊縫等5處需要進(jìn)行焊后局部熱處理。其中吊耳與筒體焊縫需要進(jìn)行局部熱處理,其原因是考慮吊耳與筒體焊接后會引起筒體塌陷而使管束裝入困難,故而確定在管束裝入后組焊吊耳。件15筒體與件16筒體焊縫為異種鋼焊縫,而且其中一側(cè)為奧氏體不銹鋼,焊后熱處理溫度不應(yīng)超過兩異種鋼中任一鋼號的下臨界點(diǎn)AC1。此外,根據(jù)設(shè)計(jì)圖紙要求還需提供上述兩異種鋼焊接并熱處理后不銹鋼部分和異種鋼部分焊縫的微觀金相照片。對于上述微觀金相照片設(shè)計(jì)單位并沒有給出明確的合格標(biāo)準(zhǔn),而是作為出廠資料備案,供需要時(shí)由專業(yè)檢測機(jī)構(gòu)進(jìn)行相關(guān)評定。有關(guān)部件的件號、熱處理工藝圖和水壓試驗(yàn)工藝圖如圖1~圖4所示。

表1 入塔氣預(yù)熱器的主要設(shè)計(jì)條件及參數(shù)

圖1 件15筒體與件16筒體環(huán)焊縫局部熱處理曲線

圖2 設(shè)備第一次水壓試驗(yàn)工藝
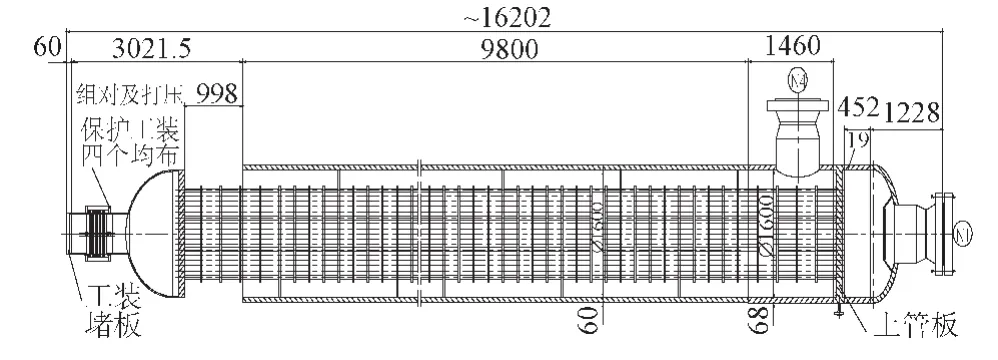
圖3 設(shè)備第二次水壓試驗(yàn)工藝
3 設(shè)備的水壓試驗(yàn)程序
根據(jù)設(shè)計(jì)圖紙要求,該設(shè)備內(nèi)件(如管板、內(nèi)浮頭)的設(shè)計(jì)條件為0.7 MPa壓差。因此該設(shè)備水壓試驗(yàn)分四步進(jìn)行,具體步驟如下。
3.1 換熱管管頭水壓試驗(yàn)(第一次水壓試驗(yàn))
為檢查換熱管與管板焊接及脹接連接的密封質(zhì)量,需對換熱管管頭進(jìn)行水壓試驗(yàn),試驗(yàn)壓力按圖紙規(guī)定為1.12 MPa。為保證換熱管與管板焊縫的質(zhì)量,該焊縫的焊接需要施焊兩道,第一道施焊的起弧位置與第二道要錯(cuò)開120°,以免起弧位置焊縫缺陷疊加。第一道焊后管頭進(jìn)行0.2 MPa氣密性試驗(yàn),合格后焊第二道。換熱管與管板焊縫需經(jīng)100%滲透檢測,按JB/T 4730—2005Ⅰ級合格。
本次水壓試驗(yàn)需制作專用的水壓試驗(yàn)用工裝錐殼。該工裝錐殼一端焊在殼程筒體端部,另一端焊在浮動管板外圓處,其結(jié)構(gòu)詳見圖2。工裝錐殼的厚度需按實(shí)際采用的水壓試驗(yàn)壓力進(jìn)行強(qiáng)度計(jì)算,本工程中通過計(jì)算確定其厚度為14 mm,其材料選定為Q345R。

圖4 設(shè)備第三次水壓試驗(yàn)工藝、熱處理工藝及合攏口坡口
3.2 管程水壓試驗(yàn)(第二次水壓試驗(yàn))
為檢查管箱、內(nèi)浮頭、浮頭上接管與球封頭焊縫、接管與多波膨脹節(jié)兩端焊縫的質(zhì)量,需進(jìn)行第二次水壓試驗(yàn),試驗(yàn)壓力為圖紙規(guī)定的1.12 MPa。
試驗(yàn)時(shí)接管端口需制作試壓工裝堵板。本次試壓的關(guān)鍵是對膨脹節(jié)要做保護(hù)工裝,以免膨脹節(jié)因承受水壓試驗(yàn)壓力而變形伸長,造成膨脹節(jié)報(bào)廢。該工裝采用四塊16 mm厚的不銹鋼板制成,四塊鋼板沿圓周均布,鋼板切割成門形以躲開膨脹節(jié)的波峰,兩端分別焊在膨脹節(jié)的加強(qiáng)段上,焊接時(shí)應(yīng)做到焊縫安全可靠。水壓試驗(yàn)時(shí)密切注意此工裝焊縫,以免焊縫開裂而造成膨脹節(jié)變形。
由于本次水壓試驗(yàn)的試驗(yàn)壓力僅為1.12 MPa,因此對于管箱焊縫在水壓試驗(yàn)后應(yīng)進(jìn)行無損檢測這一項(xiàng)不能在此進(jìn)行,而是要等到管、殼程均連通完成水壓試驗(yàn)合格后才能進(jìn)行。
3.3 管程水壓試驗(yàn)(第三次水壓試驗(yàn))
為了檢查膨脹節(jié)接管與底部平蓋(件2)之間焊縫和管口D的D類焊縫的焊接質(zhì)量,需進(jìn)行設(shè)備第三次水壓試驗(yàn)。組對時(shí)應(yīng)注意,膨脹節(jié)接管長度須留有配作組對余量,組對時(shí)配作切割該余量。試壓前對于待檢查部位還應(yīng)按圖紙規(guī)定進(jìn)行無損檢測,檢測達(dá)合格才行。
3.4 管、殼程連通水壓試驗(yàn)(第四次水壓試驗(yàn))
本次水壓試驗(yàn)為設(shè)備的強(qiáng)度及密封質(zhì)量試驗(yàn)。由于該設(shè)備采用壓差設(shè)計(jì),試驗(yàn)時(shí)應(yīng)保證任何時(shí)刻管、殼程試驗(yàn)壓差不得超過允許的試驗(yàn)壓差1.12 MPa,因此一般采用管、殼程連通進(jìn)行試壓,如圖5所示。以前我公司制造過類似的設(shè)備,設(shè)計(jì)院的設(shè)計(jì)圖紙上也往往要求采用壓力步進(jìn)法進(jìn)行水壓試驗(yàn)。由于這些設(shè)備的水壓試驗(yàn)壓力很高,一般都超過了10 MPa,水壓試驗(yàn)時(shí)采用步進(jìn)法控制壓差有一定的難度,一旦壓差超出,后果不堪設(shè)想。于是,與設(shè)計(jì)院進(jìn)行了溝通,設(shè)計(jì)院最終同意改為管、殼程連通水壓試驗(yàn)的方案。筆者認(rèn)為,像本設(shè)備的情況也不宜采用壓力步進(jìn)法進(jìn)行水壓試驗(yàn)。

圖5 設(shè)備第四次水壓試驗(yàn)工藝
設(shè)備第四次水壓試驗(yàn)合格后,按圖紙要求應(yīng)進(jìn)行管殼程的無損檢測。
4 結(jié)論
采用本文所述的入塔氣預(yù)熱器焊后熱處理方案及水壓試驗(yàn)程序,現(xiàn)場施工很順利,也很好地保證了設(shè)備的制造質(zhì)量。該設(shè)備已于2011年年底出廠,目前已運(yùn)行了兩年多,運(yùn)行一直很平穩(wěn),用戶對此非常滿意。
[1]國家質(zhì)量技術(shù)監(jiān)督局.GB 151—1999管殼式換熱器[S].1999.
[2]國家質(zhì)量技術(shù)監(jiān)督局.GB 150—1998鋼制壓力容器[S].1998.
The Structure,Postweld Heat Treatment and Water Pressure Test Procedure of Preheater for the Tower Intake
Wang Yingde Yang Lianhong Xiao Zhihui Wang Qiang Li Yujie
Introduces the structure,postweld heat treatment and water pressure test of the preheater for intake of the Lurgi low pressure methanol synthesis plant,and it has certain reference value for the design and manufacture of similar devices.
Floating head heat exchanger;Heat treatment;Water pressure test;Welding;Pressure vessel
TQ 051.5
2014-06-13)
*王英德,男,1964年生,高級工程師。葫蘆島市,125001。
猜你喜歡
中國特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(shù)(2021年2期)2021-04-20 12:37:26
農(nóng)村實(shí)用技術(shù)(2021年1期)2021-02-27 08:26:18
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
電子制作(2018年11期)2018-08-04 03:26:08
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
工業(yè)設(shè)計(jì)(2016年12期)2016-04-16 02:52:00
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
