MTBE裝置甲醇回收系統合并探討
2015-01-04 05:12:42龔琛滎尹海波譚晚件姚登雄
當代化工 2015年2期
龔琛滎,尹海波,譚晚件,姚登雄
(岳陽興長石化股份有限公司, 湖南 岳陽 414000)
MTBE裝置甲醇回收系統合并探討
龔琛滎,尹海波,譚晚件,姚登雄
(岳陽興長石化股份有限公司, 湖南 岳陽 414000)
分析了公司兩套MTBE裝置甲醇回收系統存在的問題,通過將兩套MTBE裝置的甲醇回收系統合并,并對其流程進行改造優化,使甲醇回收系統工藝更穩定、易操作,保證了MTBE生產的連續性,同時減少了設備的腐蝕和故障,并取得了可觀的經濟效益。
MTBE;甲醇;萃取塔;回收系統合并
MTBE俗稱甲基叔丁基醚,是一種高辛烷值含氧汽油組分,其辛烷值:RON117,MON101。MTBE作為目前主要用作汽油添加劑可獲得高辛烷值無鉛汽油,MTBE調和汽油不僅可提高汽油辛烷值,還可降低汽油中烯烴、芳烴的含量,減少汽油廢氣中CO和殘余烴類的含量[1]。至1999年,我國啟動了“全國空氣凈化工程——清潔汽車行動”,頒布了車用汽油的新標準(GB17930-1999),要求從2000年開始停止生產、銷售和使用含鉛汽油,并開始鼓勵使用含有MTBE的汽油[2]。我公司75 kt/a MTBE裝置在原年產20 kt的設計能力基礎上于2006年10月通過改造后投產,2011年又新建投產一套60 kt/a MTBE裝置。兩套MTBE裝置年產能達到135 kt,但是由于上游碳四原料供應不足,兩套裝置處理負荷均不足70%,單套裝置能耗均較高。特別是60 kt/a MTBE裝置由于設計余量大,甲醇回收系統長期低負荷生產,回收塔經常發生回流水擊現象,而且靈敏板溫度易波動,塔底熱源消耗較大。
本文通過將兩套MTBE裝置碳四、甲醇混合物料合并引至6萬t/a MTBE裝置甲醇萃取回收系統,優化后兩套MTBE裝置的醚后碳四分離及甲醇回收系統聯合生產,成功停用7.5萬t MTBE裝置甲醇回收系統,工藝穩定、易操作,且回收甲醇含量達到99%以上,同時降低兩套MTBE裝置的整體能耗,并減少了停運設備的腐蝕及故障。
1 甲醇回收系統改造背景
1.1 裝置工藝概況
本公司兩套MTBE裝置均單獨配套工藝流程相同的甲醇回收系統,見圖1。
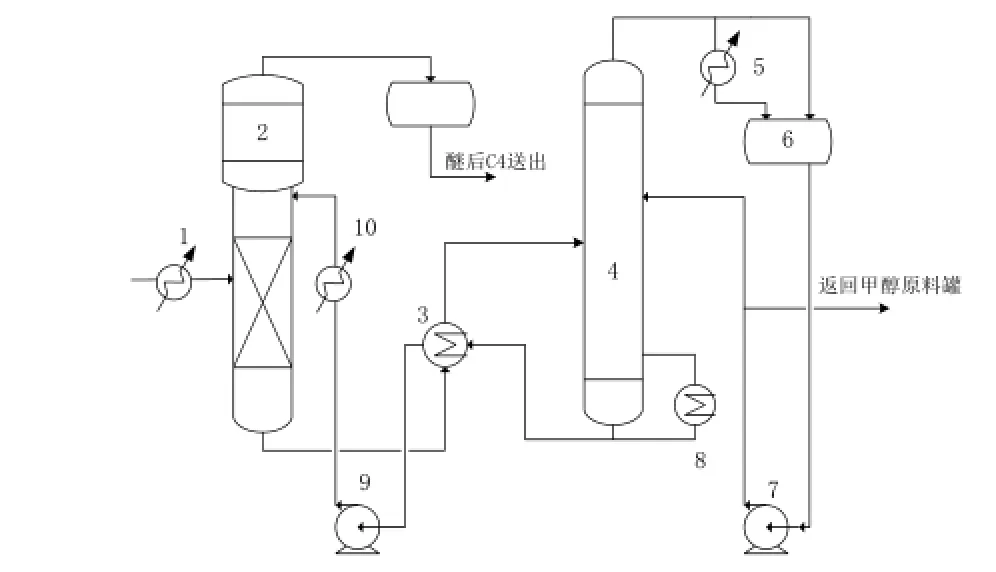
圖1 甲醇回收系統工藝流程Fig.1 Methanol recovery system process
甲醇萃取系統包括甲醇萃取塔和甲醇精餾塔,來自催化反應蒸餾單元的醚后碳四、甲醇混合物料先進入甲醇萃取單元的甲醇萃取塔,與來自塔頂的萃取水逆向接觸,使醚后碳四中的甲醇溶于萃取水中。脫除甲醇后的剩余碳四由萃取塔頂部溢出流入剩余碳四緩沖罐,然后經醚后碳四輸送泵向罐區輸送[3]。甲醇萃取塔底部的富含甲醇的甲醇水經換熱器加熱后,進入甲醇精餾塔回收甲醇。甲醇精餾塔底部重沸器采用蒸汽加熱,塔底部工藝水(甲醇含量≤0.1%的萃取水)經甲醇萃取塔底部換熱器回收熱量后,再經萃取水泵加壓后進萃取水冷卻器降溫后作為萃取劑返回萃取塔循環使用。精甲醇由甲醇精餾塔頂部餾出,經塔頂冷凝器冷凝后進入甲醇回流罐一部分作為回流液返回甲醇萃取塔,其余作為甲醇原料送往甲醇原料罐[4]。
1.2 甲醇回收系統設備情況
75 kt/a MTBE裝置甲醇回收系統由于是基于20 kt/a設計改造而成,實際處理能力已達到設計負荷,設備參數如表1。

表1 75 kt/a MTBE裝置甲醇回收系統塔設備參數Table 1 The tower’s parameters of 75 kt / a MTBE unit methanol recovery system
新建60 kt/a MTBE裝置甲醇回收系統實際基于80 kt/a設計工藝包,設計負荷能力較高,改造前生產中長時間處于低負荷運行,回收塔經常發生回流水擊現象,而且靈敏板溫度易波動,塔底蒸汽消耗較大(表2)。

表2 60 kt/a MTBE裝置甲醇回收系統塔設備參數Table 2 The tower’s parameters of 60 kt / a MTBE unit methanol recovery system
從上述參數表中可以得出60 kt/a MTBE裝置甲醇回收系統處理能力實際高于75 kt/a MTBE裝置甲醇回收系統。
2 核算及改造過程
2.1 設計核算處理負荷
依據PROII模擬工藝計算結果,借助 KGTOWER軟件進行塔內件水力學計算[5]。處理能力復核得出60 kt/a MTBE裝置萃取系統處理負荷余量大于現兩套醚后碳四、甲醇混合物流總流量40 t/h。即60 kt/a MTBE裝置萃取系統可以實現處理現有兩套裝置的甲醇萃取功能。
設計核算參數表如表3。
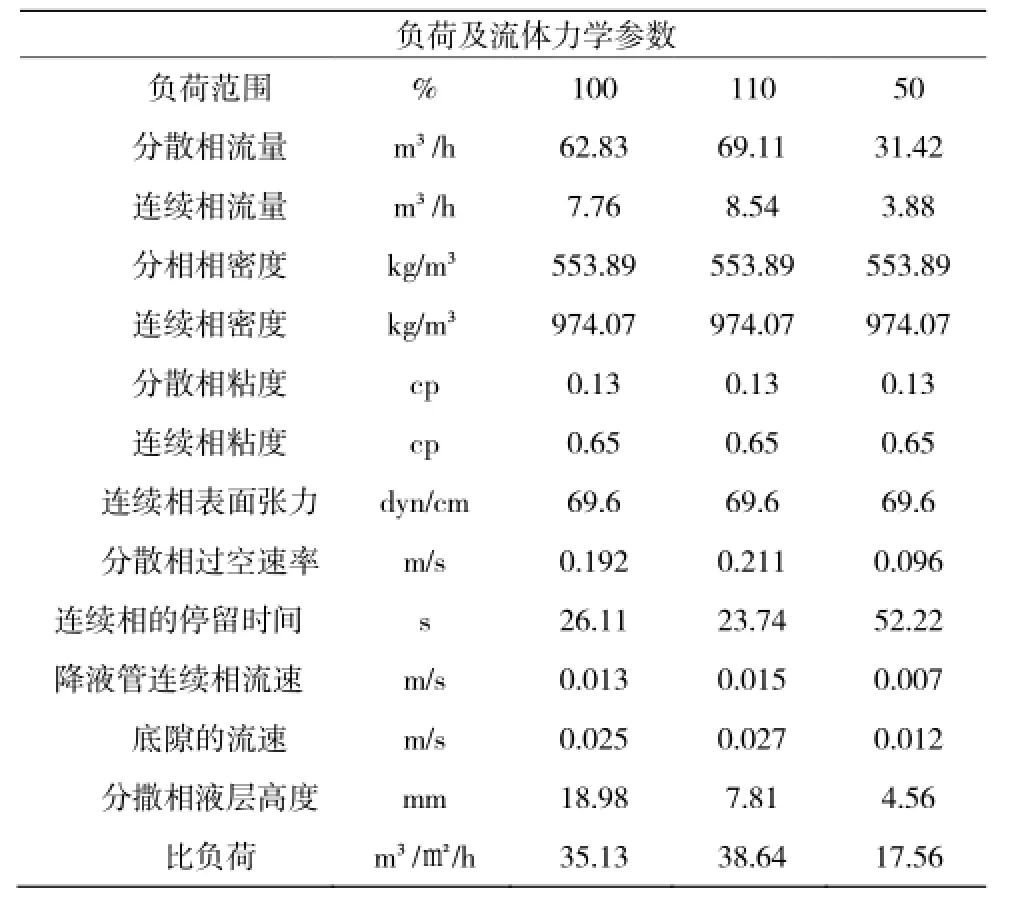
表3 甲醇萃取塔核算參數Table 3 Methanol extraction tower accounting parameters
通過對甲醇回收塔T202 1-20層、21-34層、35-70層三主要精餾段進行水力學核算,滿足處理現有兩套MTBE甲醇負荷的能力。負荷性能圖如圖2-圖4。
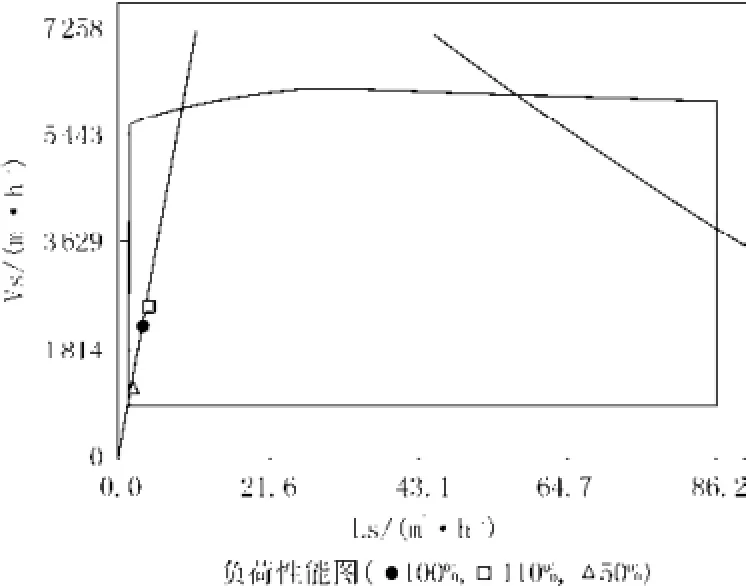
圖2 1-20層塔盤負荷性能圖Fig.2 Load performance chart of 1-20 layer tray
圖3 21-34層塔盤負荷性能圖Fig.3 Load performance chart of 21-34 layer tray

圖4 35-70層塔盤負荷性能圖Fig.4 Load performance chart of 35-70 layer tray
2.2 改造后工藝流程
75 kt/a MTBE裝置共沸蒸餾塔頂物料經冷卻后改進60 kt/a裝置T201 ,采用T201和T202作為兩套MTBE裝置甲醇回收塔系統,萃取后醚后碳四送至總管,精餾甲醇分別送至兩套MTBE甲醇原料罐作為進料原料(圖5)。
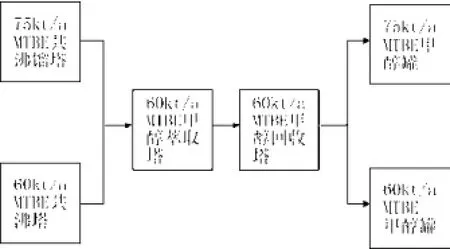
圖5 甲醇回收系統改造后流程示意圖Fig.5 Flow diagram of methanol recovery system after transformation
3 改造后工藝運行情況對比
合并前兩套MTBE裝置甲醇回收部分主要運行參數見表4。

表4 合并前甲醇回收系統主要運行參數Table 4 Operating parameters of methanol recovery system before transformation

表5 甲醇回收系統合并后主要運行參數Table 5 Operating parameters of combined methanol recovery system
由表4可以看出,兩套MTBE裝置甲醇回收系統單獨運行時,裝置運行平穩,各項工藝指標均在控制范圍內,兩套裝置合計用蒸汽約為3.35 t/h。
本次工業改造將MTBE裝置甲醇回收系統合并運行后,60 kt/a甲醇回收系統的運行參數如表5。
由表5可看出,當兩套MTBE裝置甲醇回收系統合并運行后,60 kt/a MTBE裝置甲醇回收系統運行穩定,且處于最佳處理狀態,塔底熱源用量并未增加,產品質量符合要求,且可節約蒸汽1.65t/h,具有良好的經濟效益。
4 流程優化后經濟效益
4.1 降能降耗
甲醇回收系統合并運行后,每小時實際節約蒸汽1.65 t/h,節約運行成本1.65×165元/t=272.25元/小時,停運三臺機泵,每小時節約電60 kW·h,實際節約電耗60×0.56元/(kW·h)=33.6元/h每年節約運行成本257萬元,具有可觀的經濟效益。
4.2 減少設備腐蝕及故障
由于停運了75 kt/a MTBE裝置的甲醇回收系統,系統內的設備腐蝕、設備磨損情況將得到大大緩解,有利于延長設備的使用壽命,同時機泵的停用,降低設備故障,無形中也降低了加工成本。
4.3 綜合利用回收塔
75 kt/a MTBE裝置的甲醇回收系統單獨切出停運,在公司異丁烯裝置開工后可直接作為異丁烯裝置的甲醇水處理系統,因此節省原新增異丁烯甲醇回收裝置投資249萬元。
5 結束語
兩套MTBE裝置甲醇回收系統合并屬于國內首創,經過認真的技術分析并經過工業試驗檢驗,這一方案在2014年7月1日工業試驗中成功實現。目前兩套獨立MTBE裝置進行聯合甲醇回收運行良好,在這期間,裝置運行平穩,操作便捷,產品質量合格,未出現任何生產波動。
不僅節約了大量蒸汽、電等能耗,使裝置整體能耗下降明顯,而且我們將停用的甲醇回收塔綜合利用,作為異丁烯裝置甲醇回收塔,為工廠創造了巨大的經濟效益。
[1]李文波,付靜. 我國汽油添加劑的現狀與發展趨勢[J].齊魯石油化工,2002,30(2):59-62.
[2]朱玉琴,陸春龍. 甲基叔丁基醚(MTBE)的研究現狀及展望[J].遼寧化工,2012,41(11):83-85.
[3]尹克新,王紅曉,王金明. MTBE裝置甲醇回收系統操作異常分析及處理[J].化學工業與工程 2011,28(6) :59-62.
[4]劉景玉 趙鑫. 甲醇精餾過程設備分析[J].內蒙古石油化工 ,2010,36 (17):52-54.
[5]葛仁祥. KG-TOWER在浮閥塔水力學計算中的應用[J].醫藥工程設計 2011,32 (5):5-10.
Discussion on Combining Two MTBE Methanol Recovery Systems
GONG Chen-ying,YING Hai-bo,TAN Wan-jian,YAO Deng-xiong
(Yueyang Xingchang Petrochemical Co.Ltd., Hunan Yueyang 414000,China)
Problems of two methanol recovery systems were analyzed, then two MTBE methanol recovery systems were combined, and system process was reformed, which could make the methanol recovery process more stable and easy to operate, and ensure the continuity of MTBE production, and reduce the corrosion and malfunction of the equipment, and obtain considerable economic benefits.
MTBE; Methanol; Extraction tower; Combining recovery system
TE 624
: A
: 1671-0460(2015)02-0350-03
2014-08-24
龔琛滎(1985-),男,甘肅蘭州人,工程師,工程碩士,畢業于中南大學化工專業,研究方向:主要從事生產技術管理工作。電話:0730-8829731,E-mail:yyxcgcy@163.com。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
作文評點報·低幼版(2019年42期)2019-12-30 01:40:57
小學生作文(低年級適用)(2018年10期)2018-10-27 05:46:08
電子制作(2018年11期)2018-08-04 03:26:08
家庭影院技術(2017年9期)2017-09-26 03:41:45
兒童繪本(2017年6期)2017-04-21 23:19:31
工業設計(2016年12期)2016-04-16 02:52:00
