PROTOS70 卷煙機劈刀控制系統中的伺服控制技術
2015-01-06 03:44:44創新者李心宏
中國科技信息 2015年8期
創新者:李心宏
煙支空頭、單支煙重量偏差是國家煙草行業的重要質量指標,有效作業率是設備運行的重要考核指標。卷煙機煙支緊頭位置自動跟蹤系統的提出,解決了因劈刀盤相位偏移造成空頭煙及單支煙重偏差,減少機械維護調整工作量,提高有效作業率。
在煙草行業中,設備傳動大多依靠機械或齒形帶傳動,或直流驅動。在卷煙機中,劈刀盤、盤紙、刀頭、吸絲鋼帶均為機械式齒形帶傳動,齒形帶長期使用會磨損,造成傳動打滑,引起壓實端位置偏移,從而產生空頭煙和單支煙克重的偏差。
伺服驅動相對于機械傳動,具有傳動噪音低、精度高、無齒形帶、無變速箱、無機械磨損、無需潤滑、無污染等,同時可以通過編程控制傳動的速度調節、相位控制,避免人工調整維護帶來的效率、安全、工作量等優勢,是傳動技術發展趨勢。
原系統存在的問題
由圖1 可以看出,劈刀盤壓實端與刀頭必須保證嚴格的相位關系,才能保證切刀切割在壓實端部位,保證不會產生空頭煙、保證單支煙克重不會偏差。
圖中劈刀盤、盤紙、刀頭、吸絲鋼帶均為機械式齒形帶傳動,齒形帶長期使用會磨損,造成傳動打滑,引起壓實端位置偏移,從而產生空頭煙和單支煙克重的偏差。
吸絲鋼帶、盤紙、刀頭傳動如果發生打滑現象,會使壓實端位置偏移,但此類傳動無相位要求,瞬間打滑,不會影響以后煙支質量,劈刀盤相位要求很高,即使瞬間打滑,相位將發生變化,將一直影響以后的煙支質量,原機也無此自動調整及報警功能,必須人工判斷,人工調整。
SRM 部分對緊頭位置只有顯示,沒有控制功能。重量控制僅通過控制劈刀盤的上下動作,控制重量。
機器速度7000 支/min,發生一次劈刀盤相位偏移,由于設備無此自動跟蹤調節功能,人工即使及時發現,判斷故障點、微調處理時間平均為5min,將產生質量問題產品及輔材消耗如下(煙長84mm,嘴長24mm):
空頭、偏輕煙支約:17500 支
超重煙支約:17500 支
煙絲約:21000g
盤紙約:4200m
水松紙約:1680m
濾嘴約:2300 支
如維修耗時約:2h
流入包裝機產生消耗:檢測到空頭1 支,將剔除1包20 支。
流入市場:產品質量反饋及企業信譽,無法用數據表述。如不能及時發現處理,將有更多殘次煙產生。
劈刀盤由一個刷絲輪和兩個劈刀盤組成(如圖1),主要的作用就是去除多余的煙絲,在煙條切割處形成壓實端,避免空頭煙支產生,使煙支克重符合標準重量、及單支煙重量偏差。
現有的卷煙機在工作一段時間后,需要進行劈刀盤零位校準。此過程為:用手轉動機器直到刷絲輪短齒區的中點垂直朝上為止,擰松后劈刀盤的夾緊螺釘,并轉動劈刀盤直到其中一個壓實槽的中心與刷絲輪齒區的中心對正。繼續用手轉動機器,直到長齒區的前緣點位于端部壓實槽后緣點前面,朝正常運行的方向相反的方向轉動劈刀盤,直到長齒區的前緣點與壓實端的后緣點之間的間隙約為0.1mm 左右,完全擰緊劈刀的螺釘。

圖1 劈刀盤壓實端與刀頭位置關系示意圖
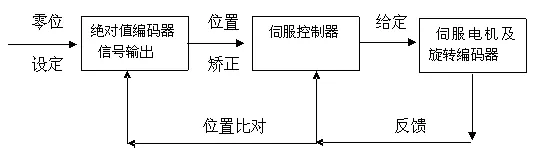
圖2 伺服控制器內部程序控制原理
上述劈刀的整個調校過程分為五個步驟,過程較為繁瑣,維護時間較長。即使按照該方法調整到位后,在機器運行的過程中,由于是帶輪傳動,時間長后容易造成皮帶打滑和齒輪磨損,煙支的壓實端易跑偏,在切刀處出現空頭煙。此外,現有技術沿用普通的皮帶和帶輪結合齒輪箱傳動的方式,時間運行長后,齒輪箱難免漏油,在生產的過程中易產生油煙。
伺服控制技術在卷煙機劈刀控制系統的應用
伺服控制技術在卷煙機劈刀控制系統中的工作原理及過程
伺服控制的卷煙機劈刀控制系統,控制劈刀盤的轉軸與伺服電機連接,該伺服電機電連接編碼器組件、觸摸屏組件、控制器組件。
將原有由原機通過皮帶傳動的傳動軸取消,將伺服電機安裝在原機驅動整絲盤的位置,用編碼器將原機實時的速度信號取進伺服控制器,通過內在程序的控制,從而達到準確跟隨的目的。
該系統的工作流程圖如圖2 所示,編碼器組件用于實時采集主機的即時速度并傳送給伺服控制器,伺服控制器根據編碼器發出的同步信號控制伺服電機進行速度的跟蹤,通過機械轉速比例,達到原機的控制要求。
絕對式編碼器有與位置相對應的代碼輸出,通常為二進制碼或 BCD 碼。從代碼數大小的變化可以判別正反方向和位移所處的位置,絕對零位代碼還可以用于停電位置記憶。絕對式編碼器的測量范圍常規為 0—360°。
卷煙機劈刀控制系統采用伺服控制技術的優點
(1)伺服控制系統能獲得精確的位置、速度及動力輸出的自動控制系統,實現相位的精確控制,保證壓實端與刀頭位置高度一致,避免由此帶來的空頭煙產生,也對單支煙重量偏差很好改善。
(2)速度補償工作曲線為線性,補償過程平穩,有利于卷煙煙絲平穩運行,改善煙絲離散性和減少空頭煙支的產生。
(3)伺服系統可進行人機對話,一鍵對位調整,避免手工校對劈刀相位繁瑣工作,提高效率,降低維修強度。
(4)克服機械傳動鏈的影響,減少噪音,避免油污染。
(5)屏幕設置相位,可以隨時調節因吸絲鋼帶或其他原因造成煙絲密實部位漂移,避免空頭煙支產生。
(6)本系統屬主動相位絕對跟蹤,有別于緊頭跟蹤(被動)會不可避免反復調整,產生部分空頭煙及單支煙重量偏差。
結束語
基于伺服控制的卷煙機劈刀控制系統,該系統避免了繁瑣的劈刀盤零位校準過程,及由于機械傳動原因而造成的空頭煙產生及單支煙重量偏移的情況。減少機械維護調整工作量,提高有效作業率。
