滾珠擋條的數控加工及夾具設計
2015-01-09 06:05:06夏文龍
科技視界 2015年5期
夏文龍
(廣東省工業高級技工學校,廣東 韶關 512000)
0 引言
我校實訓中心大力實施校企合作項目以來,遇到許多加工技術方面的問題,如果不解決會影響校企合作的效果。其中,與一家企業合作時,有一批滾珠擋條的加工任務。在接到加工任務以后,根據圖紙(圖1)所標的技術要求進行了分析,所有零件毛坯均是調質45號成型鋼,尺寸是830mm×20mm×14mm,毛坯細又長,易變形,加工完成之后再安裝使用產品時必須達到圖紙的形位精度和表面粗糙度的要求。產品是用于傳輸陶瓷,是成對安裝使用的,必須是兩件同一工序加工完成,而且此產品量較大,需要有一種合理的加工工藝來完成加工任務。從加工上來看確有較大的難度,通過細心試制成功了。

圖1 滾珠擋條
下面重點介紹滾珠擋條數控銑削的加工及夾具設計的加工問題。
1 滾珠擋條加工的難點分析
通過圖形分析(圖1),毛坯細又長,易變形,加工完成之后安裝滾珠擋條時平面A、B、C、D、E五個槽面和安裝傳輸軸的24個孔Φ11mm必須達到圖紙的形位精度和表面粗糙度的要求,認為加工過程中有以下四個問題是加工的難點:①機床的選用(選定X軸行程為1000mm數控銑床);②固定滾珠擋條平面A、B、C、D、E五個槽面的加工并保證平行度公差為0.03mm和表面粗糙度為Ra1.6;③滾珠擋條上安裝傳輸軸的24個孔Φ11±0.015mm的加工并保證平行度公差為0.03mm、表面粗糙度為Ra1.6和與固定滾珠擋條平面的垂直度公差為0.03mm;④滾珠擋條總長度825±0.1mm的快速控制加工。
2 具體解決加工中難點的辦法
滾珠擋條毛坯是均是調質45號成型鋼,尺寸是830mm×20mm×14mm,毛坯細又長,易變形,零件六個面是平整的,可以用作裝夾面,而且兩端面的一端面、厚度14mm和寬度20mm都不需要加工。解決辦法如下:
2.1 滾珠擋條的數控銑削加工工藝的安排
1)把夾具(圖2)安裝到數控銑床上,粗精銑削夾具裝夾零件的各個面,保證與銑床導軌平行和垂直;
2)把零件裝夾到夾具上,校正,鉆Φ9的孔到位,用Φ10的銑刀從中間向兩端粗精加工固定槽寬15mm,保證固定槽的平行度公差為0.03mm和表面粗糙度為Ra1.6;
3)零件裝夾不變,鉆Φ10.3的孔,用Φ10的銑刀從中間向兩端精加工24個孔Φ11±0.015mm,保證平行度公差為0.03mm、表面粗糙度為Ra1.6和與固定滾珠擋條平面的垂直度公差為0.03mm(利用夾具保證同一裝夾工序加工固定槽和孔Φ11±0.015mm,可以保證垂直度公差為0.03mm)。
4)零件裝夾不動,加工總長度為825±0.1mm(毛坯兩端面是平整的,以一端為定位面,加工另外一端即可)。
2.2 夾具設計
2.2.1 夾具設計的特點
夾具設計的特點主要為了加工時能夠保證固定滾珠擋條平面A、B、C、D、E五個槽面和安裝傳輸軸的24個孔Φ11mm必須達到圖紙的形位精度和表面粗糙度的要求,同時能快速控制滾珠擋條的總長度,提高加工質量和效率。滾珠擋條是成對安裝使用,是通過固定平面A、B、C、D、E五個槽面來保證24個孔Φ11mm安裝傳輸軸的平行度,能夠平穩傳輸陶瓷,保證陶瓷不變形或破裂。滾珠擋條毛坯是均是調質45號成型鋼,尺寸是830mm×20mm×14mm,毛坯細又長,易變形,另外每月的生產量較大,經過多次試制出一種合理的夾具(圖2)來完成加工任務。

圖2 固定夾具
2.2.2 夾具的使用方法
夾具的使用方法是:將夾具大底面通過3個Φ14mm孔用M12的螺栓固定在機床導軌上;一次性可以安裝四件零件到夾具上加工,以定位平面F定位零件的端面一端,通過用M10的螺栓固定壓緊斜塊壓緊零件并將分成兩件零件為一組,加工五個槽面和24個Φ11mm的孔。這樣使零件加工時與安裝時的形狀一樣(圖3),加工完成之后拆下零件就不影響零件的安裝使用效果。

圖3
2.2.3 夾具設計的加工
夾具設計的加工是關鍵,如果沒有符合加工要求直接影響零件的質量,所以夾具的加工如下:
①將6塊尺寸為160mm×30mm×20mm的45號調質鋼焊接到一塊尺寸為800mm×160mm×30mm的45號調質鋼板800mm×160mm面上;
②將尺寸為800mm×160mm×30mm的45號調質鋼板另外一個800mm×160mm面加工平整,再鉆出3個Φ14的孔,去毛刺;
③將尺寸為800mm×160mm×30mm的45號調質鋼板加工平整的一個800mm×160mm面通過M12的螺栓固定在機床導軌上,一次性粗精加工好F、G、H、J、M、N、P七個平面至尺寸要求并保證表面粗糙度要求,再鉆孔和攻絲為M10的螺紋孔,去毛刺;
④做一件壓緊斜塊,尺寸是厚度為20mm、上寬為30mm、下寬為35mm、中心鉆Φ12的孔。
2.3 固定滾珠擋條平面A、B、C、D、E五個槽面的加工
在滾珠擋條的加工中,五個槽面的加工質量好或差會直接影響安裝固定滾珠擋條,下面對五個槽面如何確保形位公差對加工工藝過程進行重點說明:
1)由于是經調質處理的毛坯,所以通常采用常規的粗銑和精銑的加工原則,工件的裝夾采用設計的夾具裝夾即可。
2)為了確保A、B、C、D、E五個槽面的平行度,則加工時通過夾具上 F、G、H、J、M、N、P 七個平面定位,用壓緊斜塊壓緊零件,此時零件上五個槽面剛好離支撐零件的定位塊近,這樣在加工五個槽面時不容易變形,使加工時保證了五個槽面的形位公差平行度公差為0.03mm。選用Φ10的四刃鎢鋼刀從中間向兩端粗銑五個槽面時槽側和槽底面各留0.5mm的精銑余量,通過精銑保證表面粗糙度為Ra1.6。
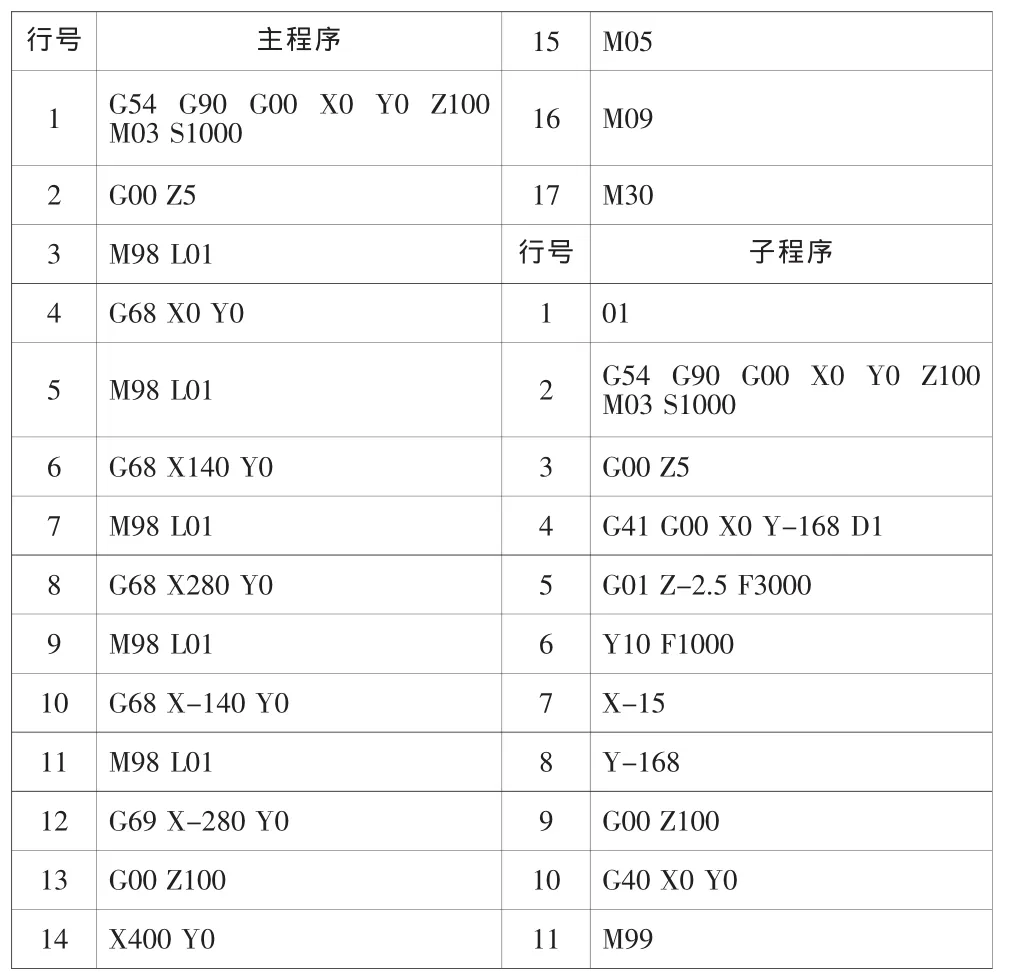
3)編輯程序
根據圖1所知,五個槽面在一個平面上,之間的距離相等,采用主子程序方式編輯程序(三凌系統):
粗銑程序:
?
精銑程序:通過修改刀補精加工保證尺寸要求和表面粗糙度要求。
通過以上的工藝控制,從工藝上確保了形位公差和表面粗糙度的技術要求。
2.4 滾珠擋條上安裝傳輸軸的24個孔Φ11±0.015mm的加工
在滾珠擋條的加工中,24個孔Φ11±0.015mm的加工質量好或差會直接影響傳輸陶瓷的質量和生產率,為此選定了如下的加工方案確保形位公差和表面粗糙度達到技術要求。
1)機床:選定X軸行程為1000mm的三凌系統數控銑床。
2)由于是經調質處理的毛坯,所以先用Φ10.3的鉆頭鉆孔,鉆后孔為10.3—10.5mm左右,再用Φ10的四刃鎢鋼銑刀從中間向兩端精加工24個孔Φ11±0.015mm;工件的裝夾采用設計的夾具裝夾即可,利用夾具保證與同一裝夾工序加工,這樣就保證了與五個固定槽面的垂直度公差為0.03mm,24個孔Φ11±0.015mm也是同一裝加工的,從而也保證了24個孔Φ11平行度公差為0.03mm、表面粗糙度為Ra1.6。
3)編輯程序
根據圖1所知,24個孔Φ11在一個平面上,之間的距離相等,采用主子程序方式編輯程序(三凌系統):

?
2.5 滾珠擋條總長度825±0.1mm的快速控制加工
滾珠擋條總長度為825±0.1mm,設計的夾具為800mm長,有利益保證零件的穩定性;以夾具定位平面F定位滾珠擋條一端加工另外一端保證長度為825±0.1mm,滾珠擋條成對使用的長度一樣,可以保證安裝傳輸軸時的達到平行,傳輸陶瓷更平穩安全。
3 加工效果說明
滾珠擋條從2013年7月在實訓中心試制成功以后,在廠家投入使用了近半年時間,根據廠家反饋的信息,滾珠擋條各項性能基本能滿足設備的總體要求。從2014年開始,要充分體現出校企合作的效果,設計的夾具為該零件開始批量生產做了準備工作,讓校企合作長期共贏。
[1]唐云岐.金屬切削實用刀具技術[M].北京:中國勞動出版社,2002,9.
[2]唐云岐.機械制造技術[M].北京:中國勞動出版社,2003,7.
[3]吳明友.數控機床加工技術編程與操作[M].南京:東南大學出版社,2000.
[4]宋正.數控機床編程與操作[M].北京:中國勞動出版社,2005,6.
