核電站蒸汽發生器管子-管板焊縫射線檢測工藝
2015-01-10 01:30:04汪雙印魏紹明
無損檢測 2015年4期
關鍵詞:焊縫
葉 峰,劉 順,陳 衡,汪雙印,魏紹明
(中廣核檢測技術有限公司,蘇州 215004)
在石化及核電設備運行過程中,避免因蒸汽發生器泄露造成環境污染或意外停車十分重要,而管子-管板焊縫的射線照相則是非常有效的預防性控制措施。
筆者根據CPR1000型核電站蒸汽發生器管子-管板焊縫的實際情況,在核電站蒸發器標準管子-管板焊縫試塊上進行一系列射線檢測試驗,通過試驗結果對比,確定最佳工藝參數,為以后核電站射線檢測的現場工作提供技術支持。
1 射線檢測試驗對象及器材
1.1 檢測對象
試驗使用標準蒸發器管-板焊縫試塊,試塊換熱管外徑為19.05 mm,壁厚1.09 mm,材質是IN-CONEL 600,管板材質是 18MND5,厚度為557mm,堆焊層厚度為8mm。為了保證試驗結果的可比性,在試塊上面標有人工缺陷,人工缺陷具體位置、形狀如圖1所示。

圖1 人工缺陷試塊
1.2 試驗器材
放射源:Ir192γ 源,焦點尺寸為0.5 mm×0.5mm,放射性活度為0.1~3Ci;膠片:KODAK M100型膠片;試驗藥液:KODAK 套藥;濾光板:2mm 不銹鋼板;遮擋板:6mm 鋁板;緊固螺栓:尼龍緊固螺栓;導源管:特制;源頭:不銹鋼;像質計:參照RCC-M 標準,選擇絲型像質計,并在像質計上面打孔與換熱管管口配合。黑度計及觀片燈:黑度計用標準階梯密度片校核,直接讀數精度在±0.1。標準密度片應在計量有效期內。觀片燈最大亮度應能滿足底片評定的要求并自檢合格;安全輔助器材:TLD、個人劑量報警儀、輻射環境劑量監測儀、警示燈、警示牌、警示帶、安全帶及進入控制區必須穿戴的個人防護用品等。
2 試驗原理及方法
2.1 試驗原理
2.1.1 背投影技術
采用小焦點γ源進行管子-管板焊縫射線檢驗。如圖2所示,射線源從管板前端導入管子中,通過調整裝置將射線源送到預定位置,射線源向后全景照射焊縫,這種透照方法稱為背投影技術[1]。

圖2 管子-管板焊縫射線檢驗背投影技術示意
2.1.2 最小焦距確認
銥源尺寸為0.5mm×0.5mm,焦距最小時垂直透照厚度為2.3mm,傳熱管內徑為16.87 mm,銥源到膠片的垂直距離為Y,當銥源射線沿焊縫根部照射時,焦距F最小,這時透照厚度為a,膠片上投影點到傳熱管內壁的距離為B。
在RCC-M 標準MC 3000《射線照相檢驗》中查得:使用銥192對焊件進行檢測時最大幾何不清晰度為0.3mm。
使用以下公式計算幾何不清晰度:

式中:U為幾何不清晰度,mm;d為射線源尺寸,mm;a為被檢驗區入射表面和裝有膠片暗盒之間的距離,mm;F為射線源與膠片之間的距離,mm。
則根據圖中參數由式(1)可知:

又由圖中幾何關系可以得出:

由式(2)、(3)、(4)、(5)求 得:焦 距F為14.63mm,透照厚度a為5.49mm,銥源到膠片距離Y為6.13mm,膠片上被照射點到傳熱管內壁距離B為5.07mm。
由以上計算結果可知滿足標準要求幾何不清晰度情況下最小Y值為6.13 mm,最小焦距為14.63mm,最小透照厚度為5.49mm。
2.2 試驗方法
2.2.1 驗證試驗
為確保試驗結果不受非試驗因子影響,先進行三項驗證試驗來排除非試驗因子的影響。
(1)本底灰霧度試驗
選取三張未經曝光的膠片,將此膠片直接在暗室進行處理后,用黑度計測量黑度。測量黑度應選取不同位置的點,以平均黑度作為真實的本地灰霧度數值。同時確定試驗標準膠片處理流程及參數,使膠片處理過程固定化,后面各項試驗統一使用該標準膠片處理參數。
為證明散射線屏蔽效果,在暗盒背面放置2mm厚鉛字“B”進行透照。若底片上出現的字母“B”顏色較淺,則該底片說明背散射沒有被有效屏蔽;若底片上出現的字母“B”顏色較深或不可見,則說明背散射被有效屏蔽。
(3)相鄰曝光孔干擾試驗
為確保同一底片相鄰兩次曝光范圍不會出現重疊區域。試驗選擇Y值為16 mm,曝光時間3min 40s,此時源強0.198Ci,只透照其中的任一孔即可,膠片處理以后測量距離曝光孔邊沿不同距離處的黑度,具體距離取值為2,4,5,7,8,10,11,13cm,不同位置的黑度與本地灰霧度對比,確定單次試驗底片曝光范圍。
2.2.2 焦距試驗
在幾何不清晰度允許范圍內任取一個Y值,做一系列不同曝光量試驗,以底片黑度為2.7的試驗對應的曝光量為參照,推算不同Y值所需要的曝光量。以Y值為參照,改變焦距進行試驗。試驗依次使用不同的Y值(該Y值對應相應的不同焦距值),范圍為10~35 mm,Y值具體取值分別為10,12,14,16,18,20,22,24,27,30,35mm。對應于每一個Y值,在同一膠片上相互不影響的前提下從左至右依次進行多次不同曝光量的透照。曝光后的底片按標準底片處理參數處理,在不同底片的相同位置測黑度,觀察底片影像,確定最佳焦距對應的Y值。
2.2.3 黑度試驗
采用最佳焦距對應的Y值做一系列不同曝光量試驗,在處理后的膠片特定位置測量黑度,選取不同黑度值的膠片,黑度選取范圍為1.6~4.7,具體取值分別為1.6,2.0,2.1,2.2,2.4,2.7,2.8,3.0,3.2,對比不同膠片圖像質量,確定黑度值為多少時能夠對識別像質計有最佳效果、對于識別缺陷最有利。
(1) 鋼性鉆孔彈模計現場施測便捷,其不僅是灌漿效果評價的一個主要手段,還可直接獲得鉆孔不同部位的巖體變形參數,為設計和科研直接提供變形指標參數。
2.2.4 補償試塊使用試驗
當濾光板不能完全消除邊蝕效應或者試驗中不能保證有效檢驗區的黑度在2.0~4.5間時,采用鋼制補償塊來改善底片的成像質量。補償塊的形狀與焊縫形狀即管子尺寸相匹配,其上打有通孔與源頭匹配,以保證源頭能準確對中,如圖3所示。

圖3 管子-管板焊縫射線透照補償塊外觀圖片
試驗為研究不同厚度補償塊的補償效果,使用厚度分別為5,6,7,8,9,10,45mm 的補償塊,在最佳焦距及最佳黑度對應的曝光量的條件下完成試驗,在觀片燈下辨認像質計和識別缺陷,通過對比確認補償塊最佳厚度。
3 試驗結果及分析
3.1 驗證試驗結果及分析
試驗所選標準膠片型號為KODAK INDUSTREX M100Film 50Pb CONTACTPACK,處理參數為:顯影時間4 min、定影時間15 min、水洗時間30min、顯影溫度21℃,測得試驗所選膠片本底灰霧度為0.17,藥液型號為kodak套藥。
取Y值為16mm,曝光時間3min 40s,試驗時源強0.198Ci,進行曝光試驗,膠片按標準參數處理后,測試膠片上距離曝光中心不同距離的黑度值,具體試驗結果如圖4所示。

圖4 曝光影響范圍示意
從試驗結果得出,背散射屏蔽良好不存在背散射現象,當膠片上距離曝光孔中心距離大于9cm 的時候,膠片上黑度接近本底灰霧度;相鄰兩次曝光不能互相影響各自評定區,根據管子-管板焊縫參數計算得出兩個相鄰透照孔距離應該大于108.25mm。膠片上現有相鄰兩曝光區域最小距離8.23cm,相鄰兩次曝光會出現二次照射,曝光時需要隔孔曝光。
3.2 焦距試驗結果及分析
焦距是射線檢測工藝的重點參數,合適的焦距能夠提高缺陷檢出率和辨識度,缺陷檢出率隨Y值變化如圖5所示。由試驗結果分析:

圖5 缺陷檢出率與Y 值關系
隨著Y值增加,焦距增大,每次曝光的透照厚度也隨之增大,能夠識別的像質計絲以Y值18mm為分界,Y值變小(對應的焦距值也變小),像質計絲畸變較嚴重,逐漸變粗變淡導致模糊;而Y值變大,由于焦距變大使得像質計產生的對比度減小導致像質計影像變細直至模糊消失。在Y值為18mm處,像質計觀察較為清晰。
對于人工缺陷的分析,焦距較小時,對于條形缺陷具有較高的檢出率;焦距較大時,對于圓形缺陷具有較高的檢出率,但是根據試驗結果分析,在焦距為18mm 時,對于各個形狀及位置的缺陷均具有較高的檢出率。
3.3 黑度試驗結果及分析
合適的底片黑度有利于缺陷識別,通過調整曝光量,得到不同黑度的底片,觀察不同黑度底片質量,通過觀察不同絲徑像質計的可辨識程度能夠直觀地反應底片質量,不同黑度的底片上能觀察到最細像質計的標號如圖6所示。

圖6 不同黑度識別的像質計標號
由圖6中可得,Y值為18 mm 時,在黑度值為2.78,2.82,3.03時,能識別的像質計細絲為W15,像質計清晰度最高,而黑度值在這之外時,像質計的識別均降低。故最小黑度值范圍為2.7~3.0之間較為適宜,像質計清晰度最高。但是由于整個透照厚度差較大(透照的厚度由6.44 mm 變至0 mm),導致黑度差變化較大,因此建議最小黑度范圍在2.7左右,整體黑度為2.7~4.5之間,不會導致底片過淡或者過黑而影響到膠片的評定。
3.4 補償塊試驗結果與分析
補償塊的使用能屏蔽散射線[2],同時能減小底片黑度差,提高被檢對象缺陷檢出率。具體試驗結果如表1所示。
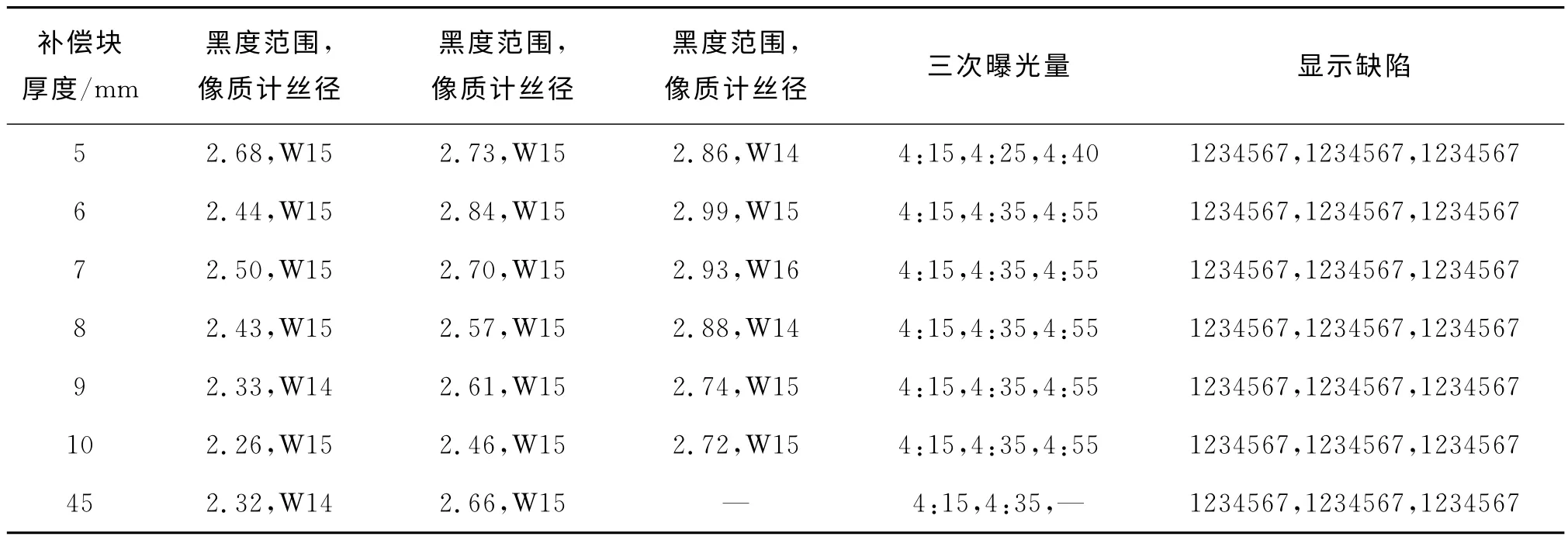
表1 補償塊試驗結果
由表1可知,與無補償塊的焦距試驗相比,采用合理材質和合適厚度的補償塊,就能使得底片的成像質量提高,底片黑度均勻,有利于缺陷的識別,并且可以很有效地降低邊蝕效應。
對于有補償的試驗,不同厚度的補償塊補償效果會不相同。從表中數據可知,補償塊厚度為7mm時,所能識別的像質計的最小絲徑最細,為W16,此試驗中7mm 的補償塊,補償效果最佳。
4 結論
(1)從散射線影響試驗可以得出,6mm 的鋁板能夠有效屏蔽背散射線,并且在同一膠片上,兩個相鄰透照孔距離應該大于108.25mm。
(2)Y值為18mm 時,像質計較其他Y值試驗中能識別的絲徑更清晰,能識別的缺陷數更多。其對應的焦距為最佳焦距。
(3)對于黑度范圍,建議采用2.7~4.5之間。
(4)在相關條件與其他試驗相同的情況下,有補償塊的試驗的底片成像質量優于未加補償塊的底片成像質量,能夠提高缺陷的識別率,并且有效地減少邊蝕效應。
[1]李衍.管-管板焊縫的射線檢測特殊技術[J].無損探傷,2001(5):5-6.
[2]張小海,余欣輝,余剛.基于黑度分布的射線檢測輻射場均化方法[J].南昌航空大學學報:自然科學版,2011,25(1):38-43.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07