基于PLC的煙氣道生產(chǎn)線自動(dòng)化研究
2015-01-22 05:27:10陳作炳張自晴蔣代杰
機(jī)電工程 2015年5期
關(guān)鍵詞:煙氣
陳作炳,張自晴,蔣代杰
(武漢理工大學(xué)機(jī)電工程學(xué)院,湖北武漢430070)
0 引言
住宅用煙氣道是一種將廚房烹飪時(shí)產(chǎn)生的油煙或衛(wèi)生間里渾濁氣體排出的管道制品。我國(guó)煙氣道行業(yè)發(fā)展二十余年來(lái),仍然鮮見(jiàn)大型企業(yè),而多為小型企業(yè)以及手工作坊,工人勞動(dòng)強(qiáng)度大,工作環(huán)境惡劣,整體工藝水平和產(chǎn)品質(zhì)量也參差不齊。目前,煙氣道多為一次性成型工藝進(jìn)行生產(chǎn),且一種模具只能生產(chǎn)一種規(guī)格的產(chǎn)品[1],加之整個(gè)過(guò)程多為人工完成,產(chǎn)品質(zhì)量及質(zhì)量穩(wěn)定性都不高[2]。南昌航空大學(xué)謝友寶等人[3]對(duì)煙氣道生產(chǎn)線做過(guò)自動(dòng)化改造的嘗試,但仍未擺脫一模一用、內(nèi)外模整體輸送的技術(shù)約束[4],生產(chǎn)線和制造工藝都有諸多改進(jìn)的余地,且自動(dòng)化水平亦可進(jìn)一步提高。
現(xiàn)今一種新的水泥煙氣道生產(chǎn)線被開(kāi)發(fā)出來(lái):改進(jìn)了成型工藝,內(nèi)、外模分開(kāi),且一種模具能生產(chǎn)數(shù)種規(guī)格的產(chǎn)品,以PLC 為核心的控制系統(tǒng)使其實(shí)現(xiàn)了機(jī)電液氣一體化的自動(dòng)化生產(chǎn)。
1 生產(chǎn)線整體裝置及生產(chǎn)工藝分析
1.1 工藝及設(shè)備分析
該生產(chǎn)線主要包括:配料系統(tǒng)、傳送系統(tǒng)、成型系統(tǒng)、養(yǎng)護(hù)室以及輔助系統(tǒng)[5]。主要部分示意圖如圖1所示。工藝上,采用普通水泥配置砂漿并在下料后進(jìn)行高頻振動(dòng)并用真空抽水裝置抽走析出的水,使其迅速達(dá)到脫內(nèi)模強(qiáng)度以縮短脫模時(shí)間。之后產(chǎn)品進(jìn)入蒸汽養(yǎng)護(hù)室以提高脫模強(qiáng)度,從而縮短生產(chǎn)周期。生產(chǎn)工藝流程如圖2所示(圖中調(diào)整外模的操作僅在需要更改產(chǎn)品型號(hào)時(shí)使用)。

圖1 生產(chǎn)線布置平面圖
設(shè)備方面,區(qū)別于傳統(tǒng)的一次成型煙氣道生產(chǎn)模具,該條線上使用的模具將原有專利產(chǎn)品進(jìn)行改良[6],其內(nèi)模和外模是分開(kāi)的:內(nèi)模與兩個(gè)步進(jìn)電機(jī)、兩組絲桿以及真空抽水裝置等組成固定在振動(dòng)裝置上的內(nèi)模組件6,外模則在線上循環(huán)使用。內(nèi)模絲杠由一臺(tái)步進(jìn)電機(jī)單獨(dú)驅(qū)動(dòng),帶動(dòng)內(nèi)模縮放,因此它能自動(dòng)脫內(nèi)模且能適應(yīng)多種型號(hào)的煙氣道生產(chǎn);另一個(gè)步進(jìn)電機(jī)帶動(dòng)的絲杠用來(lái)將線上的外模拉入和送離內(nèi)模組件。幾種類型的外模亦可調(diào)整,以生產(chǎn)多種型號(hào)的產(chǎn)品。

圖2 生產(chǎn)工藝流程圖
1.2 工作循環(huán)分析
生產(chǎn)線的工作循環(huán)概括如下:在E 區(qū),成品被取走后外模經(jīng)傳送鏈、傳送小車轉(zhuǎn)運(yùn)至噴油裝置11 時(shí)被噴油以利于脫模,外模離開(kāi)傳送小車后進(jìn)入長(zhǎng)傳送鏈4。若在線上出現(xiàn)短時(shí)間可以解決的設(shè)備故障,外模將在D 區(qū)被阻攔而不用停下整條生產(chǎn)線。每一段傳送鏈均由獨(dú)立的電機(jī)帶動(dòng),其啟停集中控制。外模傳送到A 區(qū)時(shí)被阻攔并被識(shí)別,以便接下來(lái)進(jìn)入相應(yīng)的工位。外模繼續(xù)被傳送,在相應(yīng)位置的接近開(kāi)關(guān)感應(yīng)到它后,液壓限位裝置升起阻擋其前進(jìn),液壓升降裝置將外模頂起,然后內(nèi)模組件中的步進(jìn)電機(jī)動(dòng)作,通過(guò)絲桿裝置將外模拉入內(nèi)模組件,而后限位裝置和升降裝置復(fù)位。氣壓推桿5 動(dòng)作自動(dòng)合側(cè)板,套網(wǎng)、壓扣及下料等工序人工完成。之后經(jīng)過(guò)振動(dòng)和抽水使產(chǎn)品成型,達(dá)到脫內(nèi)模強(qiáng)度后步進(jìn)電機(jī)動(dòng)作自動(dòng)脫內(nèi)模。接著絲桿裝置將帶有半成品的外模重新送上已升起的升降裝置,升降裝置下降將其置于傳送鏈上,經(jīng)傳送小車3 送至蒸汽養(yǎng)護(hù)區(qū)C 入口并由液壓推桿1 推入。此時(shí),一組已養(yǎng)護(hù)好的產(chǎn)品從C 區(qū)出口被推出進(jìn)入E 區(qū)開(kāi)側(cè)板,人工將成品吊走堆放,整個(gè)生產(chǎn)過(guò)程如此反復(fù)。在同一個(gè)生產(chǎn)班中如需改變外模規(guī)格可在不停機(jī)的情況下直接調(diào)整空的外模,或用起吊設(shè)備在取成品區(qū)吊換外模。
以上過(guò)程除取成品、套網(wǎng)和下料部分需人工干預(yù)外,其余工序都按既定程序自動(dòng)完成。8 個(gè)成型工位的限位、升降裝置等相互連鎖以保證產(chǎn)品在線上不會(huì)干涉,而相關(guān)工位停留時(shí)間和設(shè)備運(yùn)轉(zhuǎn)速度都由實(shí)驗(yàn)得來(lái),輸送鏈和轉(zhuǎn)運(yùn)小車的速度調(diào)整由可調(diào)式減速器實(shí)現(xiàn)。
1.3 生產(chǎn)效果分析
生產(chǎn)原料為42.5 MPa 普通硅酸鹽水泥與砂按1∶3比例配制的水泥砂漿,并用高強(qiáng)度耐堿網(wǎng)格布作為加強(qiáng)筋。外模的循環(huán)周期為244 min,在成型工位震動(dòng)抽水后20 min 脫內(nèi)模,產(chǎn)品在70 ℃蒸汽室養(yǎng)護(hù)時(shí)間為208 min,線上生產(chǎn)節(jié)拍4 min 每根(試驗(yàn)條件下最快可達(dá)到3 min 每根),10 h 單班制日生產(chǎn)能力為150 根。
2 控制系統(tǒng)構(gòu)成
2.1 執(zhí)行機(jī)構(gòu)
整條生產(chǎn)線需要集中控制的執(zhí)行機(jī)構(gòu)包含普通電機(jī)、步進(jìn)電機(jī)、液壓缸、氣壓缸、電磁閥、機(jī)械限位開(kāi)關(guān)以及數(shù)種光電傳感器。配料系統(tǒng)獨(dú)立成系統(tǒng),做好原料配比并設(shè)置好下料量,人工按下對(duì)應(yīng)按鈕即可對(duì)應(yīng)不同產(chǎn)品類型進(jìn)行下料。以上執(zhí)行機(jī)構(gòu)在生產(chǎn)線上的功能如表1所示。

表1 系統(tǒng)主要執(zhí)行機(jī)構(gòu)
2.2 控制系統(tǒng)硬件
2.2.1 主站PLC
CPU315-2DP。300 系列標(biāo)準(zhǔn)型CPU,適用于中小型控制系統(tǒng),作為本控制系統(tǒng)的主站。無(wú)集成I/O 口,可連接擴(kuò)展模塊,具有中、大規(guī)模的程序存儲(chǔ)容量及PROFIBUS-DP 主站/從站接口,可用于大規(guī)模的I/O 配置[7]。
2.2.2 I/O 模塊
SM321(32DI),SM322(32DO),SM331(8AI)。I/O模塊結(jié)構(gòu)緊湊,組裝簡(jiǎn)單靈活,且能優(yōu)化配合,接線方便。該系統(tǒng)擴(kuò)展在主站上的I/O 數(shù)為:71DO,21DI,2AI。考慮系統(tǒng)余量,選用以上I/O 模塊。
2.2.3 從站PLC
CPU224CN。小型PLC,可連接擴(kuò)展模塊,集成14 DI/10 DO,16K 字節(jié)存儲(chǔ)空間,2 路獨(dú)立的20 kHz 高速脈沖輸出(Q0.0 和Q0.1),可用于控制兩個(gè)步進(jìn)電機(jī)[8]。1 個(gè)RS485 通訊/編程口,具有PPI 通訊協(xié)議、MPI 通訊協(xié)議和自由方式通訊能力。
2.2.4 通訊模塊
EM277。PROFIBUS-DP 從站模塊,可將從站CPU224CN 連接到主站CPU315-2DP,主站可以通過(guò)EM277 對(duì)從站進(jìn)行讀/寫數(shù)據(jù)。多個(gè)EM277 通過(guò)串行總線相連,主站可訪問(wèn)多個(gè)聯(lián)網(wǎng)的EM277,主站中完成從站地址配置和I/O 配置。
2.2.5 人機(jī)界面
SMART700IE。集成以太網(wǎng)接口和RS485 串口,通訊功能強(qiáng)勁。通過(guò)Wincc fiexible 進(jìn)行組態(tài),用戶可以自由地組合文字、圖形畫面、數(shù)字及按鈕等,可對(duì)系統(tǒng)中重要的參數(shù)進(jìn)行實(shí)時(shí)監(jiān)控和顯示,同時(shí)通過(guò)人機(jī)界面對(duì)系統(tǒng)進(jìn)行參數(shù)設(shè)置,手動(dòng)狀態(tài)下對(duì)系統(tǒng)進(jìn)行操作。本例中控制柜面板上旋鈕及按鈕包含:系統(tǒng)開(kāi)關(guān)、手自動(dòng)選擇、急停及復(fù)位。其余操作均在該觸摸屏上實(shí)現(xiàn)。其顯示界面如圖3所示。

圖3 人機(jī)界面顯示界面
2.3 光電傳感器
2.3.1 接近開(kāi)關(guān)
本研究所用SENSOPART IS530 型電感式接近開(kāi)關(guān)利用金屬導(dǎo)體與交變電磁場(chǎng)的相互作用來(lái)工作。金屬導(dǎo)體進(jìn)入傳感器所產(chǎn)生交變電磁場(chǎng)內(nèi),金屬內(nèi)便產(chǎn)生渦流從而吸收能量,減小震蕩幅度。到達(dá)一定的程度,傳感器便能感知這一變化從而輸出開(kāi)關(guān)信號(hào),達(dá)到非接觸測(cè)量工件到達(dá)的目的。傳感器輸出為開(kāi)關(guān)信號(hào),接入DI 模塊SM321 中即可。其主要參數(shù)如表2所示[9]。

表2 接近開(kāi)關(guān)參數(shù)
2.3.2 激光測(cè)距傳感器
本研究所用SENSOPART FT80RLA 型激光測(cè)距傳感器采用三角測(cè)量法進(jìn)行測(cè)量。被測(cè)物體的反射、顏色以及紋理(光澤度)對(duì)測(cè)量精度無(wú)影響,因而能檢測(cè)出各種不同的材料工作距離,且精度較高。測(cè)量信號(hào)(電流信號(hào)4 mA~20 mA)用屏蔽電纜(RVVP 6 ×0.75)接入AI模塊SM331 中即可。傳感器主要參數(shù)如表3所示[10]。

表3 測(cè)距傳感器參數(shù)
該傳感器的以上特性適合本例工況,加上自制的金屬保護(hù)外殼,能保護(hù)傳感器免受撞擊破壞或水泥砂漿的附著。
2.4 模塊連接與通訊
CPU315-2DP 作為系統(tǒng)主站,其上擴(kuò)展的I/O 模塊作為接收系統(tǒng)信息并輸出相應(yīng)信號(hào)以控制生產(chǎn)線上的執(zhí)行機(jī)構(gòu)。8 組CPU224CN 作為從站,通過(guò)EM277 與主站通訊,每一個(gè)從站控制一個(gè)工位上兩臺(tái)步進(jìn)電機(jī)、一個(gè)震動(dòng)電機(jī)以及一個(gè)真空抽水裝置。主站和從站之間通過(guò)PROFIBUS 總線網(wǎng)絡(luò)進(jìn)行通訊,CPU315-2DP 處理與其相連的I/O 模塊以及從站的信息。以上模塊及從站與步進(jìn)電機(jī)間的主要連接圖如圖4所示(其余6 組從站及觸摸屏與主站之間的PPI/MPI 映射轉(zhuǎn)換器未示出)。
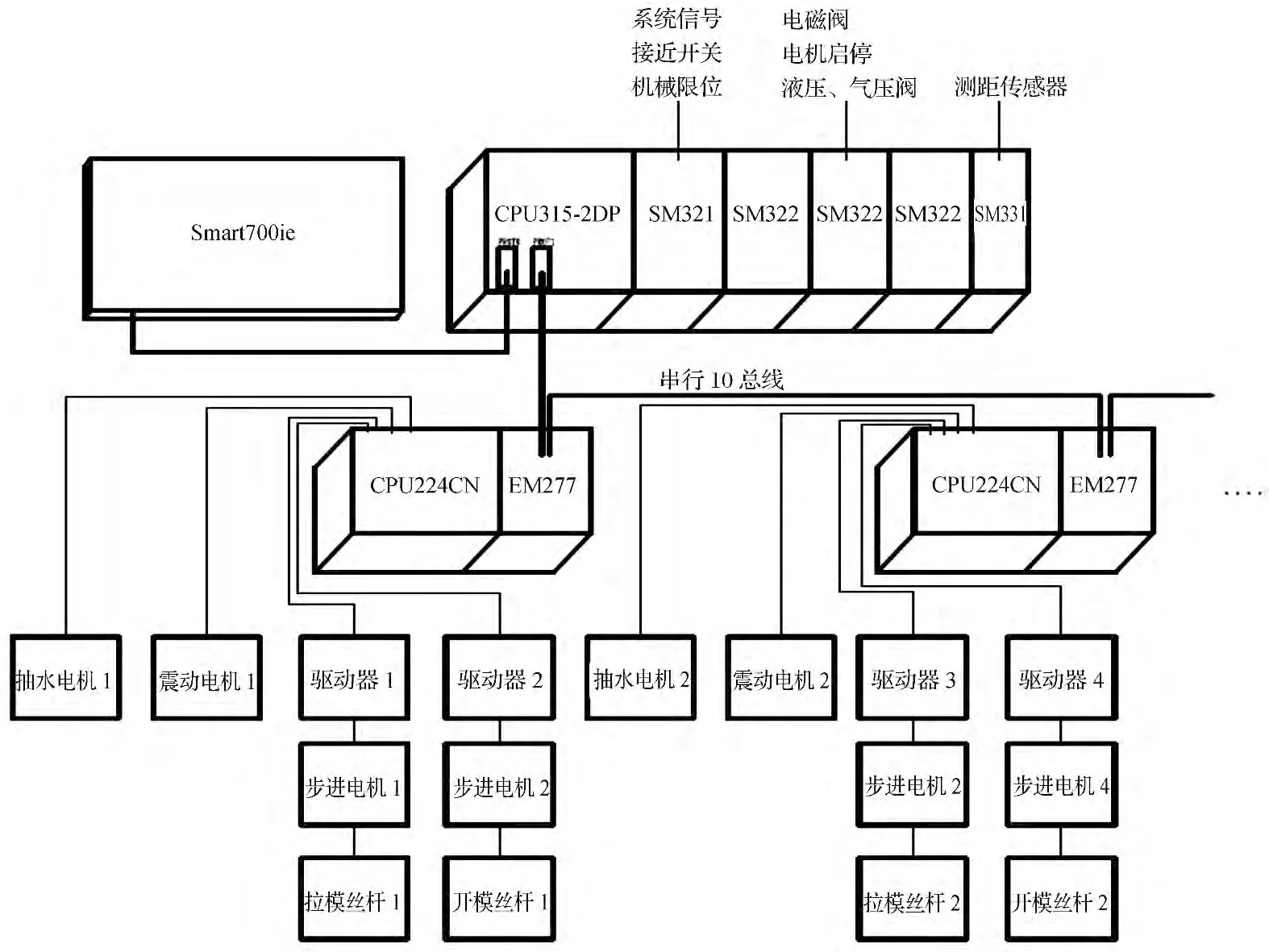
圖4 PLC 及主要部件連接圖
2.5 軟件
西門子S7-300 系列PLC 的編程軟件為SMATIC STEP7,主要完成硬件組態(tài)、配置物理地址及通訊端口等。西門子S7-200 系列PLC 的編程軟件為STEP7-Micro/win,主要編制步進(jìn)電機(jī)控制、震動(dòng)電機(jī)控制及真空抽水電機(jī)控制程序。觸摸屏Smart700ie 的編程軟件為WinCC flexible,完成觸摸屏畫面制作。
3 外模識(shí)別區(qū)功能實(shí)現(xiàn)
生產(chǎn)線上的外模需要循環(huán)使用并要求將不同型號(hào)的外模自動(dòng)識(shí)別并自動(dòng)送入相應(yīng)工位。由電子標(biāo)簽卡和讀卡器等組成的基于射頻識(shí)別技術(shù)的識(shí)別系統(tǒng)作為一種成熟的技術(shù)被應(yīng)用于諸多領(lǐng)域,本例中如果給每一個(gè)外模貼上電子標(biāo)簽卡,并在識(shí)別區(qū)安裝讀卡器,理論上可以很好地解決該問(wèn)題。然而該生產(chǎn)線工況較為惡劣,且有諸多電機(jī)頻繁啟停等造成的電磁干擾,讀卡器系統(tǒng)可靠性因此會(huì)降低;且外模在生產(chǎn)轉(zhuǎn)運(yùn)過(guò)程中難免磕碰,安裝于外模上的電子標(biāo)簽卡容易受損;此外,該系統(tǒng)需要其他配套硬件和技術(shù),成本較高。經(jīng)過(guò)諸多的考察論證后,一種基于測(cè)距傳感器的識(shí)別方法被開(kāi)發(fā)出來(lái)并成功應(yīng)用于該生產(chǎn)線。該法在惡劣的工況能穩(wěn)定運(yùn)行,且其成本和技術(shù)門檻都低于前法,且能直接接入以PLC 為中心的自動(dòng)控制系統(tǒng)而無(wú)需添加其它硬件。其布置原理圖如圖5所示。
外模從右至左沿X 方向被傳送進(jìn)入識(shí)別區(qū),接近開(kāi)關(guān)檢測(cè)到外模后限位裝置升起阻擋其前進(jìn),此時(shí)軌道兩端的測(cè)距傳感器測(cè)出相應(yīng)距離a 和b。檢測(cè)完成后限位裝置降下,被識(shí)別的外模進(jìn)入相應(yīng)工位。在PLC的程序中,每一種外模對(duì)應(yīng)一種距離c,c=3 400-(a +b)。a 和b 的可測(cè)范圍皆為250 mm~750 mm,則將a和b 分成300 mm、400 mm、500 mm、600 mm 以及700 mm共5 個(gè)測(cè)量位,外模上的擋光板依此安裝。因此c 的值為2 800 mm、2 700 mm、2 600 mm 直到2 000 mm 共9 種,這樣便可識(shí)別9 種型號(hào)的模具(本例中只有7種)。由于外模在傳送鏈上Y 方向的位置偏差所造成的a 和b 值的偏差,對(duì)c 值沒(méi)有影響。本研究在PLC程序中再對(duì)c 值予以修正,則可保證識(shí)別的準(zhǔn)確性。
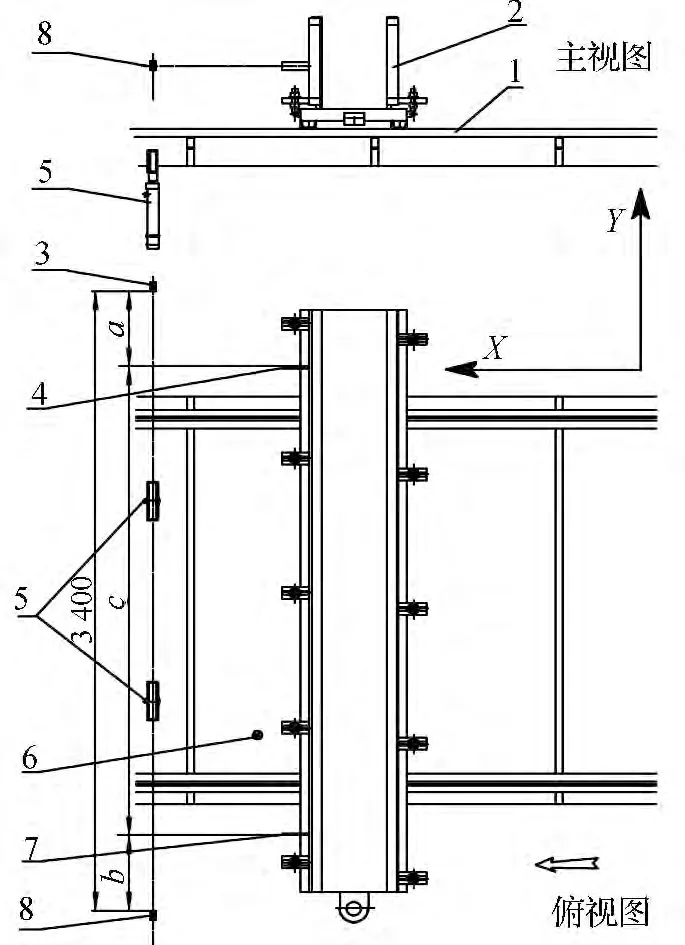
圖5 識(shí)別區(qū)原理圖
4 結(jié)束語(yǔ)
本研究改進(jìn)了水泥煙氣道產(chǎn)品的成型工藝,在不使用快干水泥的前提下使脫內(nèi)模時(shí)間得以縮短而不影響產(chǎn)品性能;新的模具擺脫了傳統(tǒng)設(shè)備的技術(shù)束縛,模具能調(diào)整以適應(yīng)多種型號(hào)的產(chǎn)品,從而減少了模具的成本投入,也使生產(chǎn)線能同時(shí)生產(chǎn)數(shù)種型號(hào)的產(chǎn)品;PLC 控制系統(tǒng)的開(kāi)發(fā)使生產(chǎn)線實(shí)現(xiàn)了自動(dòng)化,繁重的人工操作被取代且產(chǎn)品的質(zhì)量穩(wěn)定性也隨之提高;識(shí)別區(qū)利用測(cè)距傳感器與PLC 的配合實(shí)現(xiàn)了自動(dòng)識(shí)別,提高了識(shí)別的可靠性且成本低于成套的射頻識(shí)別系統(tǒng)。
研究中亦發(fā)現(xiàn)不足之處:兩個(gè)工位仍需人工干預(yù),生產(chǎn)效率有進(jìn)一步提升的空間。后期效果表明,如果提升生產(chǎn)線規(guī)模對(duì)生產(chǎn)效率會(huì)有提升,兩條生產(chǎn)線并列布置共用配料系統(tǒng)、液壓站以及氣站能充分發(fā)揮這些配套設(shè)施的價(jià)值。
[1]李忍崇.一次性成型排油煙氣道模具[P].中國(guó):201020183972.6,2010-5-17.
[2]彭 延,王 海,丁媛麗,等.淺談我國(guó)住宅煙道的發(fā)展及現(xiàn)狀[J].科技世界,2013(21):77.
[3]謝友寶,熊小明,袁 剛,等.整體成型廚衛(wèi)排氣道自動(dòng)化生產(chǎn)技術(shù)的研究[J].混凝土與水泥制品,2012(11):39-42.
[4]謝友寶,袁 剛,熊小明.生產(chǎn)新型整體成型排氣道的模具設(shè)計(jì)[J].機(jī)械工程師,2012(8):88-89.
[5]杜文俊.震動(dòng)成型式水泥煙氣道生產(chǎn)線裝備設(shè)計(jì)[D].武漢:武漢理工大學(xué)機(jī)電工程學(xué)院,2014.
[6]朱德紅.煙氣道振動(dòng)鑄造機(jī)[P].中國(guó):200910144112.3,2009-7-14.
[7]西門子公司.SIEMENS 西門子S7-300 模塊數(shù)據(jù)及使用[Z].西門子公司,2009.
[8]申立琴,馬彩文,田新鋒.西門子PLC 控制大量步進(jìn)電機(jī)的應(yīng)用研究[J].機(jī)電工程,2008,25(5):9-15.
[9]SENSOPART.Inductive Sensors[Z].SENSOPART,2013.
[10]森薩帕特公司(中國(guó)).測(cè)距傳感器[Z].森薩帕特公司(中國(guó)),2013.
猜你喜歡
化工管理(2022年13期)2022-12-02 09:21:52
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:28
應(yīng)用能源技術(shù)(2020年11期)2021-01-26 00:16:38
山東冶金(2019年2期)2019-05-11 09:12:16
測(cè)控技術(shù)(2018年2期)2018-12-09 09:00:52
電子測(cè)試(2018年1期)2018-04-18 11:52:15
當(dāng)代化工研究(2016年9期)2016-03-20 16:22:15
中國(guó)資源綜合利用(2016年3期)2016-01-22 07:28:16
中國(guó)資源綜合利用(2016年2期)2016-01-22 07:27:41
有色金屬設(shè)計(jì)(2014年4期)2014-03-11 19:43:12