工業電熨斗蒸汽發生器無線監控系統
2015-01-27 07:36:52薛家祥恒功淳鄭照紅
自動化與儀表 2015年5期
薛家祥,恒功淳,龔 普,鄭照紅,陳 卓
(華南理工大學 機械與汽車工程學院,廣州 510640)
熨燙在服裝行業對生產服裝的質量十分重要。傳統服裝工廠熨燙工藝的高溫蒸汽都是采用集中供應的方式,蒸汽溫度難以控制,同時也造成了大量的能源浪費,污染環境的同時也增加了生產成本。
在服裝廠采用獨立分散的小型電加熱蒸汽發生器能高效地使用蒸汽,節約能源、降低成本。這時各個獨立的小型蒸汽發生器的自動控制和集中監測對提高生產效率和生產安全性就顯得十分重要。不同的布料最合適的熨燙蒸汽溫度也不同,控制蒸汽發生器的溫度對熨燙質量有關鍵影響。
本文設計的電熨斗蒸汽發生器無線監控系統,對生產線的各臺蒸汽發生器的工作狀態自動控制,集中顯示,通過上位機無線設置各臺蒸汽發生器的蒸汽溫度,很好地滿足了服裝廠熨燙工藝的需求。
1 系統的總體設計方案
電熨斗蒸汽發生器無線監控系統由蒸汽發生器本體、自動控制采集板、WiFi模塊、上位機4大部分組成,系統結構如圖1所示。
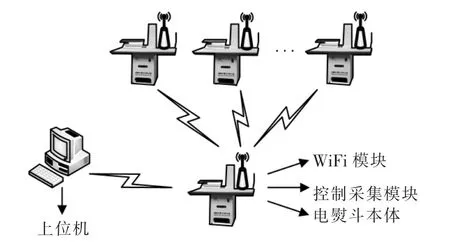
圖1 網絡通訊結構Fig.1 Network communication diagram
各個獨立的小型電熨斗蒸汽發生器本體包含5 kW的加熱絲,220 V/50 Hz交流水泵和報警器3大裝置。控制板通過繼電器控制3大裝置的工作狀態。并將狀態代碼通過WiFi模塊發送給上位機顯示。上位機可通過按鈕開啟或關閉各蒸汽發生器是否進入自動控制的工作狀態及設置參考蒸汽壓力。
2 硬件設計
下位機電路由電源模塊、水位電極、蒸汽壓力變送器、驅動電路、WiFi模塊和控制芯片組成。控制芯片采用微芯公司的8位控制器PIC16F1823,該控制器通過水位檢測信號和蒸汽壓力信號實現電熨斗蒸汽發生器的自動控制并與上位機通訊,其含有的A/D模塊、SCI模塊和I/O口數量能充分滿足控制需求,性價比高。控制板硬件整體框架如圖2所示。
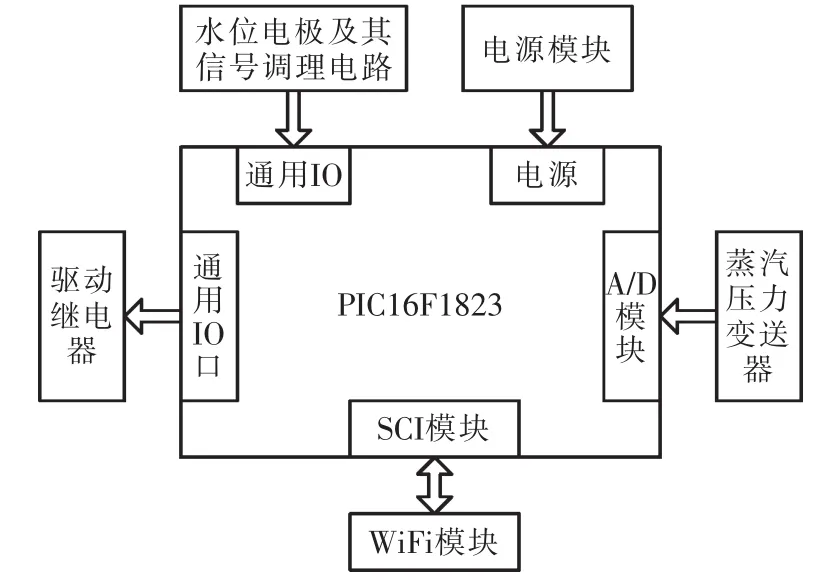
圖2 控制板框架Fig.2 Control board framework chart
2.1 電源部分
220 V的交流市電經過工頻變壓器及整流橋后產生24 V的直流電源。該直流電源為2線制壓力變送器及水位探針電路和繼電器電路供電;同時作為LM7805L線性調壓器的輸入端產生5 V,1.5 A電源為PIC16F1823控制芯片[1]和運放電路供電;5 V電壓經過線性調壓器 ASM1173.3 產生 3.3 V,500 mA電源為WiFi通信模塊提供電源。
2.2 信號采樣部分
電熨斗蒸汽發生器的水位信號通過水位電極探針獲得,其簡化示意圖如圖3所示。

圖3 水位檢測Fig.3 Water level detection chart
當水位較低時探針1與探針2接通時經過采樣整流電路1和比較電路1后A端輸出高電平,當探針1與探針3接通時水位信號分為低水位,中水位和高水位經過采樣整流電路2和比較電路2后B端輸出高電平。控制芯片通過獲得A,B端的電平信號判斷水位的狀態[2],然后控制相應的繼電器,改變電熨斗蒸汽發生器的工作狀態。狀態規則如表1所示。

表1 狀態規則Tab.1 State rule table
系統采樣用二線制壓力變送器采樣電熨斗蒸汽發生器產生的蒸汽壓力。根據蒸汽壓力和蒸汽溫度的關系間接采樣出蒸汽發生器的蒸汽溫度。
蒸汽壓力和蒸汽溫度的對應關系按照Antoine公式:

式中:T在290 K~500 K之間,單位為K;P單位為MPa。
變送器采用二線制壓力變送器具有線路簡單,抗干擾能力強的優點。由電源為24 V直流電,經變送器兩接線端與200 Ω的緊密電阻串聯,電阻兩端的電壓通過LM354運放跟隨并限壓后由控制芯片的AD模塊采樣,轉化為蒸汽壓力信號。
2.3 無線通訊部分
控制芯片將本地電熨斗蒸汽發生器的狀態信息通過UART串口與WiFi模塊通訊。在多臺電熨斗蒸汽發生器的監控系統中,將一WiFi模塊設為AP模式產生無線網絡,其他WiFi模塊和上位機加入該網絡,形成無線通訊系統。并將上位機設置為Severs模式,被監控的電熨斗蒸汽發生器WiFi模塊設置為Client模式。由WiFi模塊通過透明傳輸方式將信息傳送給上位機監控終端。WiFi模塊以ESNT公司的M12L64164A-7T為核心,外置3DB符合802.11b/g/n 協議 2.4 GHz天線,有效增大發射功率。在工廠環境條件下通信有效范圍為300 m左右,滿足生產需求[3]。
3 軟件設計
3.1 控制板軟件設計
下位機控制板采用PIC16F1823單片機為核心,程序編譯環境Mplab X8。下位機軟件流程如圖4所示。

圖4 控制軟件流程Fig.4 Controller software flow chart
自定義接收到WiFi數據幀格式如表2所示。

表2 接收指令幀數據格式Tab.2 Instruction set data format
起始字節定義為0xfe,幀尾字節定義為0x16,在工廠條件下一組系統最多容納9臺電熨斗蒸汽發生器,地址字節定義為0xA0,0xA1……0xAC。命令字節定義為0xC0關閉蒸汽設備工作,0xC1開啟蒸汽設備工作。由地址字節和命令字節做或運算后的字節作為自校驗字節[4]。當正確接收完整的數據時CMD==0x04,如果未能正確接收數據則CMD==0x00.
3.2 上位機監控軟件
上位機軟件采用Visual studio中的C#語言編寫[5]。其可視化編程方式可以比較方便的設計監控界面。軟件基本流程如圖5所示。

圖5 上位機軟件流程Fig.5 PC software flow chart
本系統采用輪循的方式向各下位機發送一幀數據,當下位機接收到數據并判斷地址位為本機地址時,通過WiFi模塊以無線的方式向本機發送一幀數據。上位機接收數據幀的格式如表3所示。
PIC16F1823內置10位ADC采樣模塊,存儲在2個8位寄存器中。數據1為采樣高8位數據,數據2為采樣低8位數據,數據3為本地蒸汽發生器的工作狀態。加水、加水且加熱、加熱、報警4種工作狀態分別表示為 0xc0,0xc1,0xc2,0xc3。
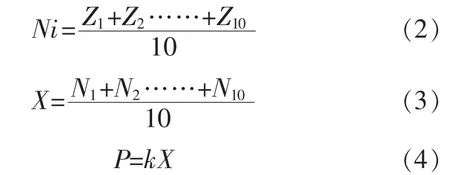
上位機系統每隔10 ms發送并接收一幀數據。根據接收數據中電熨斗蒸汽發生器的狀態信息立即更新監控顯示界面。而對于接收到的蒸汽壓力采樣值若立即顯示,則會由于信號的干擾或者蒸汽壓力本身的輕微波動引起顯示數據的不斷跳動,不利于觀察和正確表達蒸汽壓力[6]。因此針對便于觀察和正確穩定表示蒸汽壓力的需求,對下位機每收到一次上位機的信號便進行10次壓力采樣,每次采樣結果記為Zi然后將大于1024的采樣型號剔除,剩余數值的平均值Ni發送給上位機,上位機同樣采用平均值濾波的方式求接受到的10次信號的平均值X,蒸汽壓力值為P,k為壓力和電壓檢測電壓之間的換算系數,計算公式為
當蒸汽壓力大于參考值5%時屏蔽蒸汽發生器的加熱功能。當蒸汽壓力小于設定值5%時開啟加熱功能,從而穩定蒸汽壓力在一定的范圍內。
對于9臺熨燙蒸汽發生器組成的監控系統。每輪詢一次所需要的時間為90 ms,10次所需要的時間為0.9 s。每隔0.9 s調整一次蒸汽壓力顯示,既能滿足壓力及時正確監控的要求,濾除了由于外界干擾引起的瞬時波動,又能符合人性化的觀察需求。
4 實驗測試
4.1 控制板實物
控制板實物圖如圖6所示。
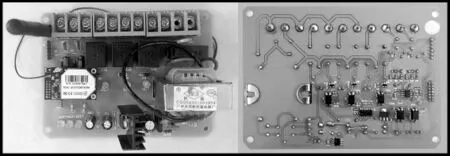
圖6 控制板實物圖Fig.6 Control board realy picture
該電路板采用雙層板,同時將WiFi模塊置于電路板上方方便安裝、節省空間。
4.2 上位機監控界面
如圖7所示,該界面可同時監控9臺電熨斗的工作狀態。每臺機器由3個狀態燈顯示其工作狀態。當進入加水狀態時加水狀態燈由灰色轉為綠色,當進入加熱狀態時加熱狀態燈由灰色轉為紅色,出現規定狀態之外的異常狀態時報警狀態由灰色轉為黃色。在輸入壓力框中輸入需要達到的蒸汽壓力,在返回數據框中顯示該電熨斗實際的蒸汽壓力。

圖7 軟件監控界面Fig.7 PC monitoring interface
5 結語
本文針對服裝行業的熨燙工藝,設計了一套熨燙蒸汽發生器工作轉臺無線監控系統。以PIC16F1823為核心的控制板,既作為蒸汽發生器的控制器,也作為將蒸汽發生器工作狀態與上位機通信的數據采集器。采用WiFi模塊與控制器進行異步串行通訊實現數據交換,然后再通過WiFi模塊與上位機實現無線通訊。WiFi模塊通訊穩定,覆蓋范圍能夠滿足工廠現場通訊的環境。上位機界面簡潔明了。整個系統實現了服裝工廠熨燙環節的各熨燙平臺的總體控制,有利于提高生產效率和熨燙質量及節約能源。測試過程中系統工作正常,數據實時性符合監控要求。
[1]陶春波.基于PLC的蒸汽發生器給水水位控制系統[J].中國造船,2008(1):103-106.
[2]陳立偉,王桐,徐賀.PIC單片機基礎與實例進階[M].北京:清華大學出版社,2012.
[3]杜寶禎.嵌入式無線網絡化測控系統的設計與實現[D].江西:江西理工大學碩士學位論文,2010.
[4]梁宵宵.基于WIFI的LED照明控制系統的研究與實現[D].杭州:杭州電子科技大學碩士學位論文,2014.
[5]明日科技.C#從入門到精通[D].北京:清華大學出版社,2012.
[6]鄭堅璐,柯煜,王一,等.電熨斗在線溫度檢測系統的設計[J].傳感器與微系統,2012(5):101-103.