風電塔筒生產法蘭內傾度控制技術的研究
2015-01-27 01:30:34羅榮菊
機電產品開發與創新 2015年6期
羅榮菊
(中國水利水電第六工程局有限公司,遼寧 丹東 118301)
0 引言
風力發電塔筒是風力發電機的關鍵支撐部件,它是由多節圓錐形筒體,依靠法蘭盤連接組成一個錐形圓筒狀結構。不同機型塔筒高度不同,但總高度一般在70~80 米之間。塔筒頂部安裝發電機機艙、輪轂、葉片等部件總重量可達90 噸。塔筒法蘭做為連接每節筒體的連接件,其平面度(含內傾度)是一項非常重要的幾何指標,它將直接影響兩法蘭之間的結合程度及塔筒預緊狀態。在塔筒生產制造時對法蘭焊后平面度的要求各發電機廠全部要求都是內傾平面。由于每段塔架是由滾制筒體和連接法蘭焊接而成,如何控制塔筒兩端連接法蘭焊接后的平面內傾度是塔筒制作的關鍵環節。
1 塔筒法蘭平面度技術要求
風力發電塔筒所用法蘭一般為鍛造法蘭,材質一般不低于Q345CZ25 性能要求,整體環鍛輾環成形。法蘭在設計時考慮焊后平面內傾度的要求,法蘭設計帶加工內傾量,在鍛造加工時可預做出內傾量,內傾量一般技術要求為:頂部法蘭1.0±0.5mm,其它法蘭1.5±0.5mm。但也有法蘭在設計時不做內傾要求只做平面度要求,法蘭加工制造時不做內傾是平法蘭。法蘭與塔筒焊接后平面度一般技術要求為:頂部法蘭0~1.0mm,其它法蘭0~2.0mm。內傾度頂部法蘭0~1.0mm,其它法蘭0~1.5mm。
法蘭加工時不論預先做或不做內傾度要求其與筒體焊接后法蘭平面都要求內傾,這就要求法蘭與塔筒焊接要有嚴格的焊接工藝在焊接過程中嚴格控制焊接變形,保證焊后平面度內傾量達到設計技術要求。
2 影響法蘭焊后平面內傾度的因素
2.1 塔筒與法蘭對接坡口形式的影響
塔筒與法蘭對接坡口形式在控制法蘭焊后平面度變化有著重大的影響,法蘭與筒體對接坡口形式一般有對稱雙面坡口、不對稱雙面坡口、單面坡口等幾種形式。對于法蘭頸厚度大于等于24mm 開設雙面坡口,小于24mm 的開設單面坡口,鈍邊6~8mm。
雙面對稱坡口在實際生產中焊接工藝操作繁雜,在焊接過程中需多次調整焊接順序。雙面對稱坡口焊接時需交替進行,先焊接內壁坡口內壁側坡口焊接到1/3 時停止焊接,背面側用碳弧氣刨清根,焊接背面側坡口到1/3,然后轉到內壁側坡口焊接到2/3,再轉到背面側焊接一直到背面側焊接完畢。最后焊接內壁側坡口剩余的1/3 焊接量。這樣交替焊接,主要是控制焊接變形,并將最后一遍焊接按排在內壁側主要是控制焊接變形達到內傾的要求。經過多次焊接,相同的焊接工藝施焊法蘭焊接后平面度檢測結果不是很理想,法蘭外翻情況較多,焊后平面度也不能保證,焊接變形控制難度較大。通過分析主要原因在于雙面對稱焊接坡口,在焊接過程中筒體外壁熱輸入比筒體內壁熱輸入要多且熱輸入是不均勻的。造成這種情況主要是背面根部用碳弧氣刨清理時有較大的熱輸入;背面清理時由于正面第一層焊接缺陷深度不同在清理時刨槽深度就不一致,背面第一層焊接時焊接電流、焊接速度需多次調整熱輸入不均勻;背面清根將正面第一層焊接有欠缺的部分清除,背面焊縫深度增大焊接坡口內填充量增大,背面的焊接熱輸入增大;雖然將最后一遍焊接安排在內壁坡口,但外壁焊接時產生的熱輸入較大且熱輸入不均勻,最后一遍焊接產生的熱變形不能抵消背面變形量,導致法蘭面易產生外翻變形。經過多次生產試驗雙面對稱坡口焊接時多次調整焊接順序影響了生產效率,焊后法蘭平面內傾量的控制也不是很理想。
不對稱雙面坡口設計時大坡口在筒壁內側,大坡口約占坡口深度的2/3。焊接時先焊接內壁大坡口,焊接到坡口內只剩余3mm 左右深度時停止焊接,然后背面坡口清根,焊接背面坡口直到背面坡口焊接完畢,最后再焊接正面坡口剩余的蓋面層。這種坡口設計正面坡口一般焊接3~4,背面坡口2~3 層整條焊縫就焊接完畢。經過多次生產試驗對于法蘭頸厚度大于24mm 的對接坡口,采用不對稱雙面坡口焊接后法蘭平面內傾度控制較理想都符合內傾設計要求。主原因在于在焊接過程中筒體內壁熱輸入比筒體外壁熱輸入多,最后一遍焊接放在筒體內壁正面焊接熱變形產生的變形量抵消背面所產生的熱變形量,使法蘭平面產生內傾變形。
單面坡口設計時坡口開設在筒壁內側,鈍邊6~8mm,焊接首先將正面坡口焊接完畢,然后背面清根施焊。這種坡口形式焊接完畢檢測法蘭平面內傾量控制比較理想。
通過多次生產試驗焊接坡口設計對焊后法蘭平面度有較大的影響。坡口設計時要考慮焊接時筒體內外壁熱輸入不同引起法蘭平面度變化量不同,最終達到技術要求的平面內傾量。
2.2 焊接順序對法蘭焊后平面內傾度的影響
為保證焊接后法蘭平面度達到設計技術要求,焊接順序是非常關鍵的控制因素之一,在實際生產中需根據焊接變形情況適時調整焊接順序,最終達到設計技術要求。對于相同的坡口,焊接順序不同,焊后法蘭平面度的變形量也是不同的。以目前我公司生產的1.5WM 風力發電機組基礎環上法蘭焊接生產試驗檢測結果說明焊接順序對法蘭平面度的影響。

圖1 法蘭設計技術要求AFig.1 Flange design requirement A
基礎環上法蘭設計要求見圖1、圖2。法蘭與基礎筒體焊接完畢后平面度≦2.0mm,內傾度0~1.5mm。考慮法蘭焊接后內傾度的要求法蘭在加工時預做了1.0±0.5mm的內傾量。
焊接生產試驗:整個坡口焊接完畢共需焊接7 層,內壁正面坡口焊接4 層,外壁背面坡口清根后焊接3 層。
第一次焊接生產試驗焊接順序:先焊接內壁第1、2、3 層,然后背面清根將背面焊縫3 層全部焊接完畢,再焊接正面剩余的蓋面層。焊接順序見圖3。

圖2 法蘭設計技術要求BFig.2 Flange design requirement B
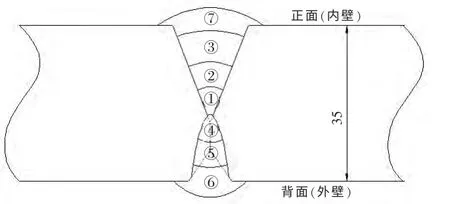
圖3 法蘭與筒體環縫焊接順序Fig.3 Flange and cylinder girth weld sequence
焊后工件冷卻用激光平面檢測儀檢測法蘭平面,共檢測27 組數據。法蘭平面度與內傾量如圖4 和表1 所示。
以上檢測數據表明法蘭平面全部內傾,最大內傾量3.52mm,法蘭端面的平面度4.299mm,內傾量與平面度都超過了設計要求。此焊接順序主要是考慮焊接后使法蘭面形成內傾的變形,由于法蘭加工時預做了內傾度,兩次產生的內傾疊加量使法蘭面的內傾量超過了設計1.5mm 的要求。
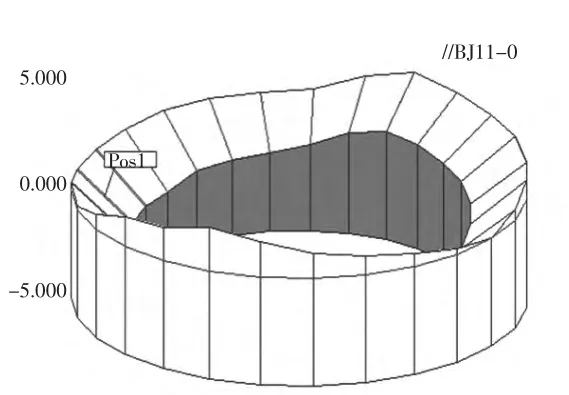
圖4 法蘭平面度與內傾量Fig.4 Flange flatness and introversion amount

表1 法蘭平面度與內傾量數據Tab.1Flangeflatnessandintroversiondata
檢測結果法蘭平面全部內傾,內傾量最大值1.14mm,平面度1.624mm,內傾量與平面度都符合設計要求。通過多次生產試驗,焊接順序對焊后法蘭平面內傾量有重要的影響,在實際生產中要隨時檢測及時調整焊接順序以保證焊后法蘭平面內傾量符合設計技術要求。
2.3 焊接方法對法蘭平面內傾量的影響
法蘭平面變形主要是由于焊接熱輸入引起的應變所產生,不同的焊接方法因其施焊的焊接參數不同所產生的熱輸入就不同,引起的應變就不同,可以用焊接線能量來表示。電弧加熱工件的功率Q=ηUI。其中:η—電弧加熱工件的熱效率系數(手工電弧焊0.77~0.87,埋弧自動焊0.77~0.99,CO2氣體保護焊0.66~0.69);U—電弧電壓(V);I—焊接電流(A);焊接線能量E=Q/ν(J/cm);ν-焊接速度(cm/s)。
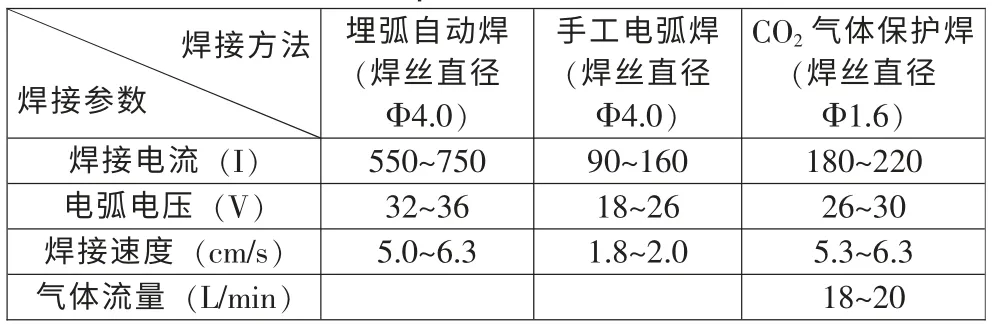
表2 法蘭與筒體焊接常用焊接方法工藝參數Tab.2Flangeandcylinderweldingmethodsprocess parameters
η 取范圍平均值:手工電弧焊取0.82,埋弧自動焊取0.88,CO2氣體保護焊取0.675,計算各種焊接方法焊接線能量如下:埋弧自動焊焊接線能量范圍為:2612.1~4488J/cm;手工電弧焊焊接線能量范圍為:811.8~1603.6J/cm;CO2氣體保護焊焊接線能量范圍為:540~784.5J/cm。通過焊接線能量數值表明CO2氣體保護焊焊接熱輸入低,引起的焊接應變小,埋弧自動焊焊接熱輸入大,引起的焊接應變也大。在實際生產中由于CO2氣體保護和手工電弧弧焊是人工操作焊接,生產效率低、焊接缺陷出現率高,一般不采用。為提高生產效率降低焊接缺陷發生率,塔筒生產制造全部采用埋弧自動焊進行焊接。
2.4 焊接工藝參數對法蘭平面內傾量的影響
焊接工藝參數也是影響法蘭平面內傾量的重要因素,在法蘭與筒體焊接生產試驗過程,在其它各項工藝都不變的情況下,調整焊接電流、電壓、焊接速度,焊后法蘭的內傾量與平面度也是不同。法蘭與筒體焊接生產前需進行焊接試驗確定最優參數確保焊后法蘭內傾量。目前法蘭與筒體的環向焊縫采用埋弧自動焊焊焊接,通過多次生產試驗確定焊接參數如表3 所示。

表3 埋弧自動焊焊接參數Tab.3Submergedarcweldingparameters
2.5 其它因素的影響
在塔筒生產過程中為了使法蘭的平面度與內傾量不受筒體其它筒節組裝焊接影響,在筒體組焊過程中首先將法蘭與之相對接的筒節組焊完成,其它筒節組焊成一個較大的整體,最后再將本段筒體兩端帶法蘭的筒節與筒體組裝焊接,減少在組裝焊接這程中對法蘭平面度與內傾度的影響。
3 結論
通過大量風電塔筒生產,我們掌握了風電塔筒制作法蘭平面內傾度產生的原因及影響因素,在實際生產中需制定合理的焊接坡口、焊接工藝、焊接順序、焊接方法,并在生產中根據檢測情況及時調整,是保證法蘭焊后平面內傾量的關鍵。對于法蘭平面內傾量不合格的產品采用火焰加熱進行校正,最終保證產品質量。
[1]付榮柏.焊接變形的控制與矯正[M].機械工業出版社,2006.
[2]陳祝年.焊接工程師手冊[M].機械工業出版社,2002.
猜你喜歡
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中華詩詞(2020年1期)2020-09-21 09:24:52
中國化肥信息(2020年7期)2020-03-19 01:54:02
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中國軍轉民(2017年6期)2018-01-31 02:22:28
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
