激光的加工參數(shù)對凹坑的形貌及性能的影響
2015-02-05 07:59:14張海峰宋玉梅
長春大學(xué)學(xué)報 2015年10期
張海峰,宋玉梅
(長春大學(xué)機械與車輛工程學(xué)院,長春130022)
0 引言
隨著工業(yè)的發(fā)展,激光加工技術(shù)在工業(yè)領(lǐng)域得到了廣泛的應(yīng)用。激光織構(gòu)技術(shù)(Laser-texture)是近年出現(xiàn)的一種新型的表面改性技術(shù)。這種技術(shù)可在材料表面微小區(qū)域內(nèi)聚焦較高的能量,形成極快的加熱、熔化(汽化)和凝固過程,從而改變材料表面的形態(tài)及性能[1-3]。
M2高速鋼具有高硬度、高強度和高耐磨性,而且在高溫下還有較好的紅硬性,在工業(yè)領(lǐng)域常應(yīng)用于高溫摩擦磨損工作環(huán)境中。由于科技的發(fā)展對高速鋼的表面耐磨性要求越來越高,許多學(xué)者在強化高速鋼表面的耐磨性上做了許多的工作[4-6]。其中利用激光加工技術(shù)在材料表面加工出不同形態(tài)的表面結(jié)構(gòu)來改善表面的性能,正在逐步引起重視。吉林大學(xué)采用模仿生物的表面形態(tài),合理設(shè)計不同仿生耦元的尺寸、分布和形態(tài),提高了耐磨性[7]、材料的強度[8]和熱疲勞性[9]等。對凸包形、凹坑形、波紋型及鱗片形的仿生耦元的耐磨性測試表明,凹坑形的仿生耦元的耐磨性較好[10]。在近年來的研究中,凹坑形表面形貌對M2高速鋼的表面改性的研究還較少。本文主要探討激光織構(gòu)技術(shù)在M2高速鋼表面的凹坑加工過程中,激光的主要參數(shù)對凹坑的形貌及周圍金屬組織及硬度的影響。
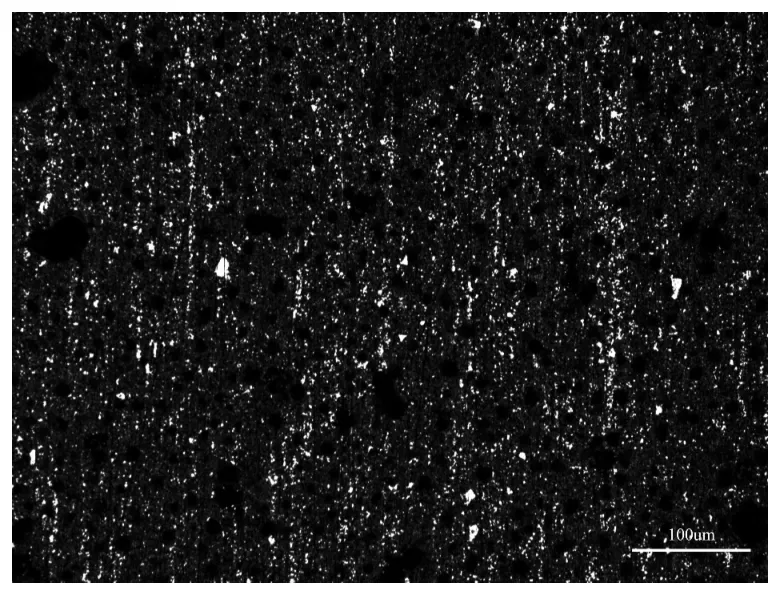
圖1 M 2高速鋼顯微形貌
1 實驗材料與研究方法
實驗選用的材料為M2(W6Mo5Cr4V2)高速鋼,化學(xué)成分如表1,圖1為其顯微組織照片,常溫下其硬度為65HRC。用線切割把M2高速鋼切成厚度為6mm的試樣,應(yīng)用砂紙打磨并拋光后,用無水乙醇及丙酮超聲波清洗。應(yīng)用型號為JHM-1GXY-500B的激光器對材料的表面加工處理;應(yīng)用型號為:Wyko NT9100的表面形貌儀對處理過的表面形貌進行檢測并記錄;應(yīng)用型號為:HXD-1000TM/LCD的顯微硬度計對加工出的凹坑周圍材料硬度測量;應(yīng)用ZEISS顯微鏡(Axio.Imager.A2m)對凹坑周圍金屬組織觀察。

表1 M 2高速鋼的化學(xué)成分
2 結(jié)果與討論
2.1 激光汽化和熔凝對凹坑周圍組織的影響
在特定激光參數(shù)下(表2),用激光器在M2高速鋼表面加工出凹坑形貌。圖2為加工后,經(jīng)4%硝酸酒精腐蝕之后的組織形貌。由圖2可見,凹坑形貌的周圍形成了白色的亮環(huán),此白色圓環(huán)區(qū)域為熔凝區(qū),圓環(huán)狀的熔凝區(qū)內(nèi)部為汽化區(qū)。在激光加工時,把激光的焦點放置于M2高速鋼的表面(離焦量為0mm),激光的全部能量都集中在這一區(qū)域。這一區(qū)域的溫度被迅速提高,達到并超過了M2高速鋼的汽化點,區(qū)域的中心部位的物質(zhì)被汽化掉,形成了凹坑形貌,即汽化區(qū)的形成。由于熱的傳導(dǎo),汽化區(qū)域周圍的金屬會形成一定的溫度梯度。在超過熔化溫度,但沒有達到汽化溫度的區(qū)域就形成了熔化區(qū)域,激光加工的延時結(jié)束后,這個區(qū)域迅速冷卻、凝固,即熔凝區(qū)的形成。圖3為凹坑形貌邊緣的組織形貌。由圖3可知,凹坑邊緣的組織形貌由熔凝區(qū)和熱影響區(qū)組成。熱影響區(qū)外側(cè)為基體組織,基體組織上分著白色的不規(guī)則的亮點,這些亮點為不同元素形成的碳化物。亮白色區(qū)域為熔凝區(qū),熔凝區(qū)與基體的最大不同就是這個區(qū)域原有的碳化物被全部溶解了。熔凝區(qū)呈現(xiàn)亮白色的,反映了熔凝區(qū)的金屬組織在經(jīng)歷了快速的熔化和凝固后,新形成的金屬組織的耐蝕性大大提高了。熔凝區(qū)的邊緣為熱影響區(qū),由圖3可見,熱影響區(qū)耐蝕性較差,形成了黑色的腐蝕坑。熱影響區(qū)的溫度沒有達到M2高速鋼的熔化溫度,但是達到了相變的溫度,這個區(qū)域的金屬組織發(fā)生了金相的改變。
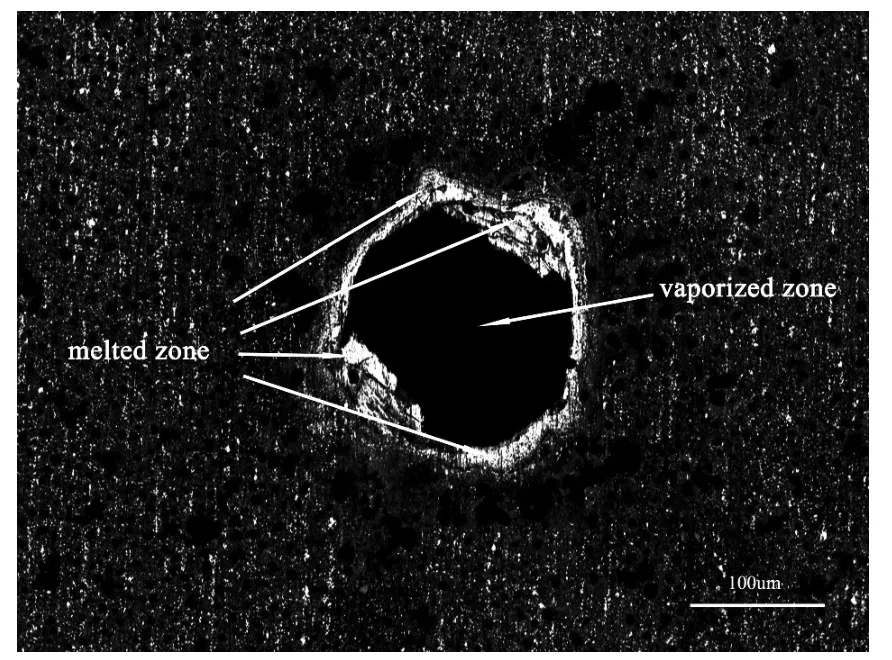
圖2 激光加工的凹坑顯微形貌
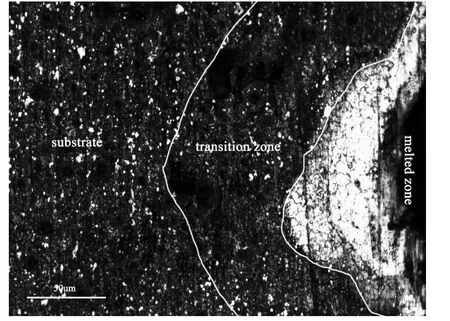
圖3 凹坑邊緣金屬組織形貌

表2 激光加工參數(shù)
2.2 激光加工對凹坑周圍硬度的影響
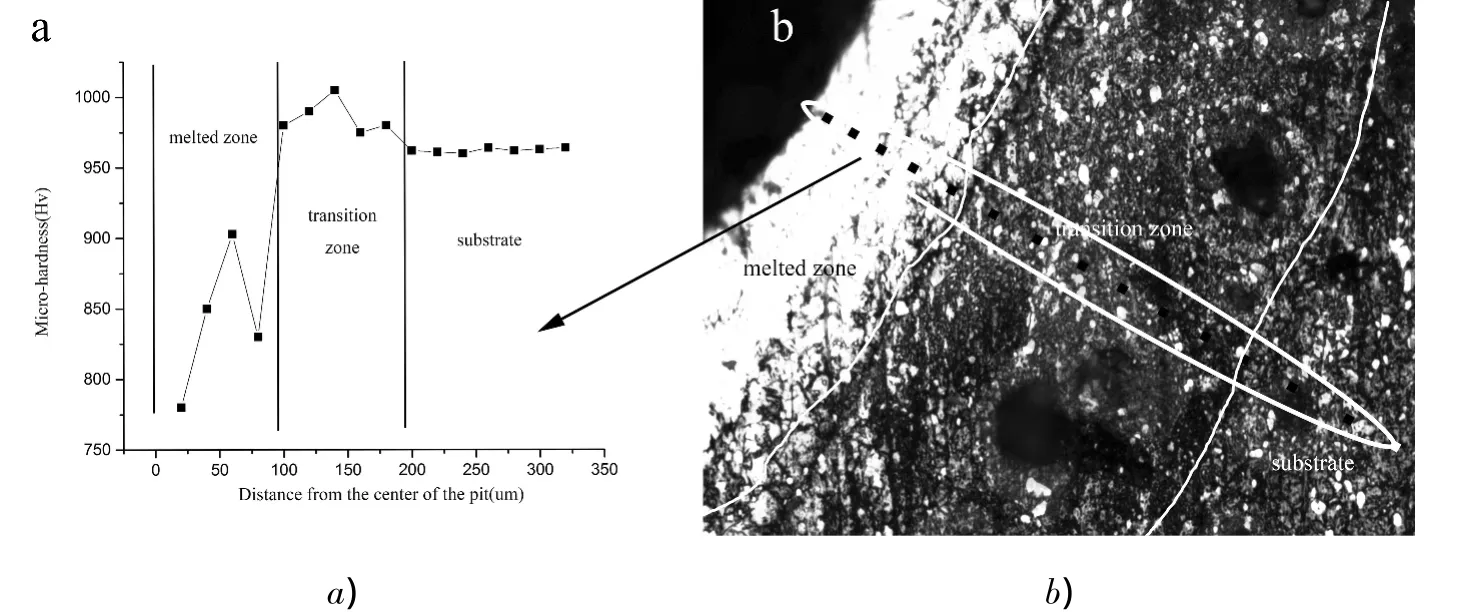
圖4 凹坑邊緣顯微硬度分布曲線
圖4顯示了激光加工的凹坑邊緣的硬度曲線。由圖4b可見,硬度的測量由熔凝區(qū)的邊緣向基體間隔一定距離測量的。由圖4a可知,在熔凝區(qū),顯微硬度不但沒有升高,反而較基體下降了。雖然在快速的熔凝過程中形成了細小的晶粒及馬氏體組織,能夠提高硬度及強度,但是由于碳化物完全被溶解了,形成了網(wǎng)狀碳化物,這是硬度下降的主要原因。在熱影響區(qū)基體沒有熔化,碳化物沒有溶解,但是溫度已經(jīng)達到了相變點,在溫度快速的升高和降低的過程中,熱影響區(qū)經(jīng)歷了一個淬火的過程,形成了殘余奧氏體和馬氏體,這是熱影響區(qū)硬度提高的主要原因。
2.3 激光參數(shù)的變化對凹坑形狀的影響
在激光加工過程中,不同的電流參數(shù),會對加工出的凹坑形狀產(chǎn)生影響。在其它參數(shù)不變的情況下,設(shè)計了四種不同的電流參數(shù)(150A、200A、250A、300A),對比研究四種凹坑的形狀變化,如圖5所示。
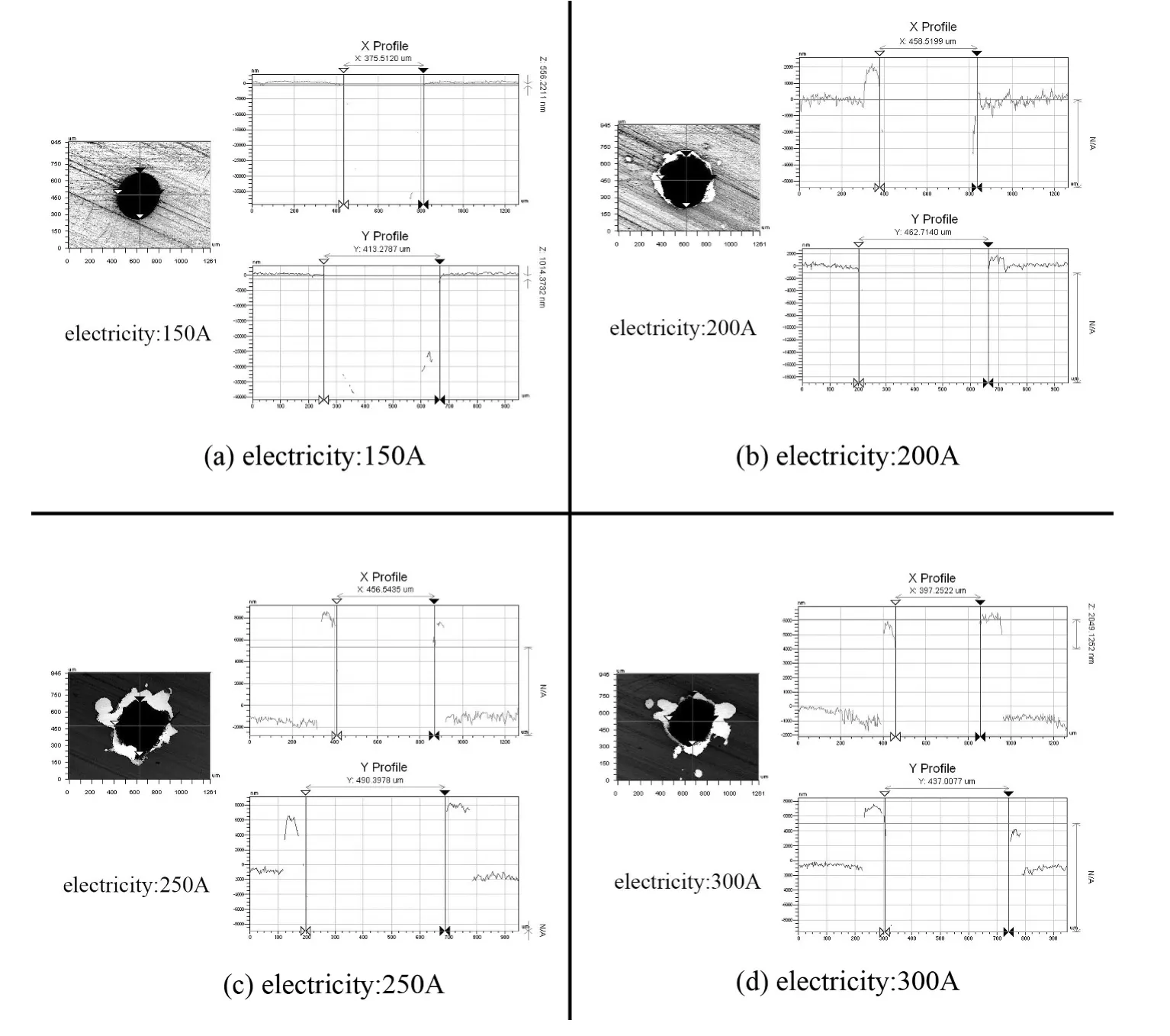
圖5 凹坑的表面形貌:(a)電流150A;(b)電流200A;(c)電流250A;(d)電流300A
圖5a顯示了電流為150A時的凹坑表面形貌。凹坑的直徑為375.5um-413.2um,凹坑周圍區(qū)域平整,未見熔凝金屬出現(xiàn)。電流增加到200A時(圖5b),凹坑的直徑為:458.5um-462.7um,凹坑周圍有明顯的熔凝區(qū)出現(xiàn),且可見點狀熔凝物在基體上出現(xiàn)。這說明隨著電流的增大,能量相應(yīng)增強,激光加工時汽化區(qū)域周圍溫度升高,形成了熔凝區(qū),且出現(xiàn)了飛濺的物質(zhì)。電流增大到250A時,凹坑的直徑為:456.5um-490.4um,凹坑周圍的熔凝區(qū)域呈現(xiàn)不規(guī)則形狀,說明了在加工時凹坑的汽化和周圍組織熔凝的過程更加劇烈。電流增大到300A時,凹坑的直徑為:397.25um-437um,與圖1a、b、c比較,凹坑的直徑有所減小。在圖中觀察,凹坑周圍的熔凝區(qū)更加不規(guī)則,且出現(xiàn)的飛濺物質(zhì)增多。這說明了電流的增加使得加工時更加劇烈,但是與凹坑直徑的大小為非線性關(guān)系。
3 結(jié)語
1)觀察了激光在M2高速鋼表面加工凹坑的周圍金相組織的變化,出現(xiàn)了汽化區(qū)、熔凝區(qū)及熱影響區(qū)。熔凝區(qū)與基體的最大區(qū)別在于碳化物全部溶解。
2)測量了熔凝區(qū)、熱影響區(qū)及基體的顯微硬度。熔凝區(qū)由于碳化物的溶解,顯微硬度下降。熱影響區(qū)由于相變,使得顯微硬度升高。
3)觀察并測量了不同電流參數(shù)時,凹坑表面形貌的變化。隨著電流的增加,凹坑的直徑有所增加,但是到300A時由于反映劇烈,直徑減小了。說明了電流的增加與凹坑直徑的大小為非線性關(guān)系。
[1] Etsion I.Improving Tribological Performance of Mechanical Components by Laser Surface Texturing[J].Tribology Letters,2004(17):733-737.
[2] Wu Z,Deng J,Xing Y,Cheng H,Zhao J.Effectof surface texturing on friction propertiesofWC/Co cemented carbide[J].Materials& Design,2012(41):142-149.
[3] Amanov A,Tsuboi R,Oe H,Sasaki S.The influence of bulges produced by laser surface texturing on the sliding friction and wear behavior[J].Tribology International,2013(60):216-23.
[4] 李生志,李玉海,許婷婷.高速鋼 M2強流脈沖電子束表面改性研究[J].表面技術(shù),2009(38):24-26.
[5] 曹懷華,陳傳忠,孫毅,等.W18Cr4V鋼表面激光熔覆TIC-Co金屬陶瓷[J].應(yīng)用激光,1999(19):103-106.
[6] Benyounis KY,F(xiàn)akron OM,Abboud JH.Rapid solidification of M2 high-speed steel by lasermelting[J].Materials& Design,2009(30):674-678.
[7] Zhou H,Zhang P,Sun N,Wang C-t,Lin P-y,Ren L-q.Wear properties of compactgraphite cast iron with bionic units processed by deep laser claddingWC[J].Applied Surface Science,2010(256):6413-6419.
[8] Wang C,Zhou H,Zhang Z,Zhao Y,Cong D,Meng C,etal.Mechanical property of a low carbon steelwith biomimetic units in different shapes[J].Optics & Laser Technology,2013(47):114-20.
[9] Meng C,Zhou H,Zhou Y,Gao M,Tong X,Cong D,etal.Influence of different temperatureson the thermal fatigue behavior and thermal stability of hot-work tool steel processed by a biomimetic couple laser technique[J].Optics & Laser Technology,2014(57):57-65.
[10] 王再宙,王忠良,張春香,等.仿生非光滑表面磨損機理的試驗研究[J].材料科學(xué)與工藝,2006(14):275-278.