薄板鋁合金VPPA焊接工藝及變形控制研究
2015-02-17 08:07:30田志杰杜巖峰
新技術新工藝 2015年11期
田志杰,周 慶,杜巖峰,馬 軼,王 偉
(首都航天機械公司,北京 100076)
薄板鋁合金VPPA焊接工藝及變形控制研究
田志杰,周慶,杜巖峰,馬軼,王偉
(首都航天機械公司,北京 100076)
摘要:探討了3 mm厚5A06鋁合金VPPA的焊接穿孔工藝。通過試驗,獲得了薄板鋁合金VPPA的焊接工藝參數,焊縫外觀一致性較好。經X射線無損檢測表明,VPPA接頭無缺陷,焊接質量良好。焊接過程中,焊縫中心線5 mm外溫度<120 ℃,焊接熱輸入集中。采用VPPA焊接而成的φ2 m筒段,母線直線度均<2 mm,薄板VPPA焊接變形控制效果明顯。
關鍵詞:5A06鋁合金;VPPA;焊接變形;焊接應力
穿孔型變極性等離子弧焊(VPPA)兼有等離子弧和變極性等2個特征,可減小接頭角變形,改善焊接質量。變極性電源既具備陰極清理作用,又能降低鎢極的燒損,可實現4~16 mm厚鋁合金單面一次焊透,雙面自由成形[1-3];但是,對3 mm厚鋁合金進行變極性等離子焊接時,焊接參數對焊縫成形的影響更加明顯,可控性較差。
對5A06鋁合金薄板采用鎢極氬弧焊(TIG)及電子束焊接時,焊接接頭強度不高[4-8]。采用VPPA焊接,可以減少5A06鋁合金薄板焊縫氣孔和夾渣及焊接變形。焊接熱輸入對焊接變形動態過程及最終殘余變形有很重要的影響,薄板殘余應力狀態復雜,最大應力數值甚至達到材料的屈服極限,易造成鋁合金薄板的失穩變形[9-12]。
1試驗材料與設備
1.1試驗材料
試驗板材為3 mm厚5A06鋁合金;焊絲為5B06光亮焊絲,直徑為1.6 mm,其化學成分見表1。
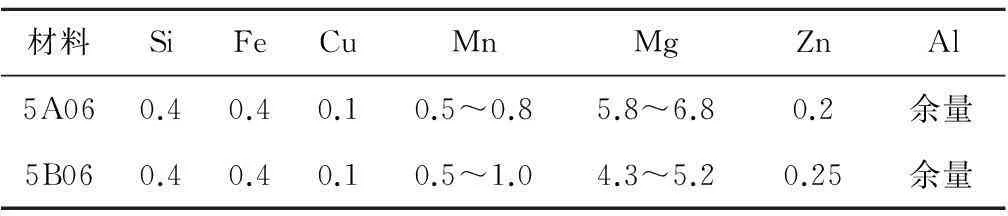
表1 5A06鋁合金及5B06的化學成分(質量分數) (%)
1.2試驗設備及儀器
變極性等離子焊接電源采用IGBT雙逆變電路結構,微電腦控制。可獲得正、負半波電流在額定電流值范圍內任意調節的變極性電源。電流輸出能力為500 A,100%暫載率。
控制系統基于PLC可編程控制器,與觸摸屏配套,可通過修改參數,對焊接電源進行控制。系統主控制器可對送絲機、弧高控制器、焊接電源和焊槍行走等機構進行精確控制。
溫度測量儀器采用Fluke品牌,MT4型號紅外點溫儀,該儀器測溫范圍為-18~400 ℃。
2焊接試驗過程
2.1焊前準備
將試驗材料除去包鋁層,用棉紗浸120#汽油擦拭除油,用剪板機切割板材成250 mm×150 mm規格的試板。
采用化學表面處理方法對試板表面進行清理,化學介質及濃度含量為:1)氫氧化鈉90~220 g/L;2)金屬鋁離子20~80 g/L。
焊接前,佩戴潔凈帆布手套,用刮刀刮去表面氧化膜,露出金屬光澤;焊接時,其接頭設計采用不開坡口的對接形式。
2.2試驗參數
變極性等離子穿孔焊接時,影響穿孔穩定性和焊縫成形的主要參數有焊接電流、離子氣流量、送絲速度及鎢極類型等。
研究證明,可供工程中使用的參數取值范圍為電流65~78 A,離子氣流量2.1~2.35 L/min;并遵循反極性電流的幅值=正極性電流幅值+(20~40)A。此情況下,起弧穩定,工件背面等離子弧尾焰挺度好,焊接熱輸入量適中,焊縫不會出現凹凸焊道及塌陷現象。
焊接試驗主要參數見表2。

表2 焊接參數
3試驗結果與分析
3.1焊縫成形外觀
采用表2所示的焊接參數,焊弧熔池結構理想,穿孔直徑為3.0 mm,大小適中。熄弧時,熔池周圍無液化裂紋產生(見圖1),熔池熱量適宜,焊縫沒有焊瘤、未融合和塌陷等表面缺陷,無損檢測底片(見圖2)。焊縫正面寬度為6.5±0.2 mm,背面寬度為3.5±0.2 mm;正面余高為1.0 mm,背面余高為0.7 mm。焊縫外觀一致性較好(見圖3)。

圖1 3 mm厚5A06 圖2 3 mm厚5A06 鋁合金VPPA 鋁合金VPPA 焊接穿孔 焊縫底片
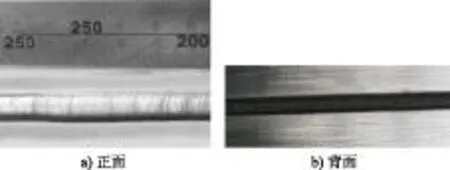
圖3 3 mm厚5A06鋁合金VPPA焊縫外觀
3.2焊縫溫度測量
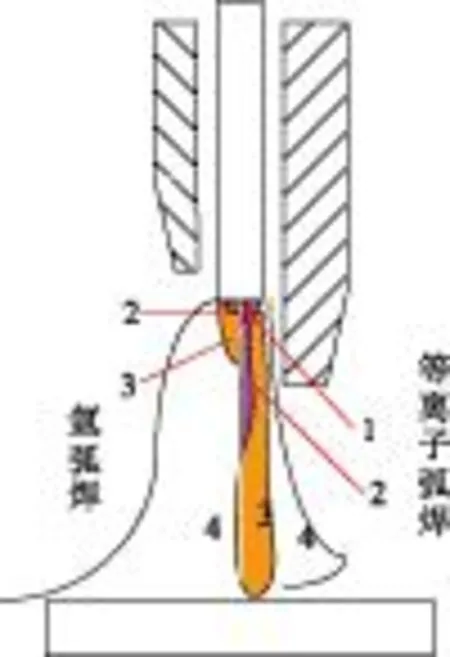
圖4 2種弧焊工藝溫度分布對比圖
相比于TIG工藝,VPPA焊接方法的熱輸入量更加集中,焊件受熱面小。2種弧焊工藝溫度分布對比圖如圖4所示,相應的各區域溫度見表3。
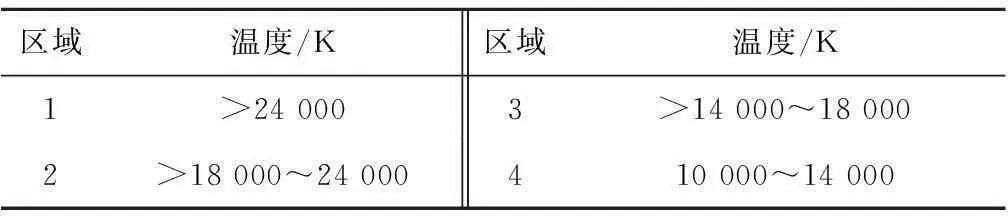
表3 各區域溫度
鋁合金導熱性較強,VPPA焊接能量集中,焊接溫度變化梯度大。通過遙控測溫計測量,3 mm厚5A06鋁合金在表2焊接參數下的溫度實測值分布如圖5所示。焊弧熱輸入集中,較高的線能量使焊件熔化,熔池尺寸較小,約為6.5 mm,中心線兩側5 mm處,溫度即降到120 ℃,焊縫熱影響區小。焊后焊縫150 mm以外即達到室溫水平,手觸無灼熱感。

圖5 3 mm厚5A06鋁合金VPPA溫度實測值分布圖
3.3殘余應力與變形的控制
板殼結構發生失穩的臨界壓應力與材料的彈性模量、板厚的平方成正比,而鋁合金的彈性模量約為鋼的1/3,且其高溫塑性差,線膨脹系數大(約為鋼的2倍);因此,鋁合金焊接結構,特別是厚度<4 mm的薄壁構件,焊接時產生的熱應力和焊后殘余應力與失穩變形問題更為突出。由于焊接過程中構件內部的應力—應變場取決于焊接區域溫度場的分布特征,只有合理改變溫度場的演變與分布,才能降低焊接區域的不協調應變,從而有效地控制焊接殘余應力與變形。
基于合理的焊接參數,對1.2 m長試板進行TIG及VPPA焊接,在保證焊透及成形良好的情況下,兩者焊接變形如圖6所示。采用VPPA工藝比TIG焊接變形量明顯降低。

圖6 長焊縫焊接變形比較
當筒段縱縫拼焊時,熱源周圍極窄區域溫度高、梯度大,離開熱源后溫度峰值急劇下降;縱向殘余應力在焊縫及熱影響區為拉應力,在圓周上表現出拉壓區交替變化的趨勢。沿焊縫方向,在焊縫中段殘余應力有一個穩定的區域,并達到最大值[13]。利用VPPA工藝,基于表2焊接參數,焊接3件長度為1.2 m、直徑為2 m的筒段,對6條長焊縫進行變形量的測量,其母線直線度測量結果見表4。從表4可以看出,采用VPPA焊接而成的筒段,母線直線度為1.2~1.8 mm,說明薄板VPPA焊接變形控制效果理想,滿足產品制造要求。
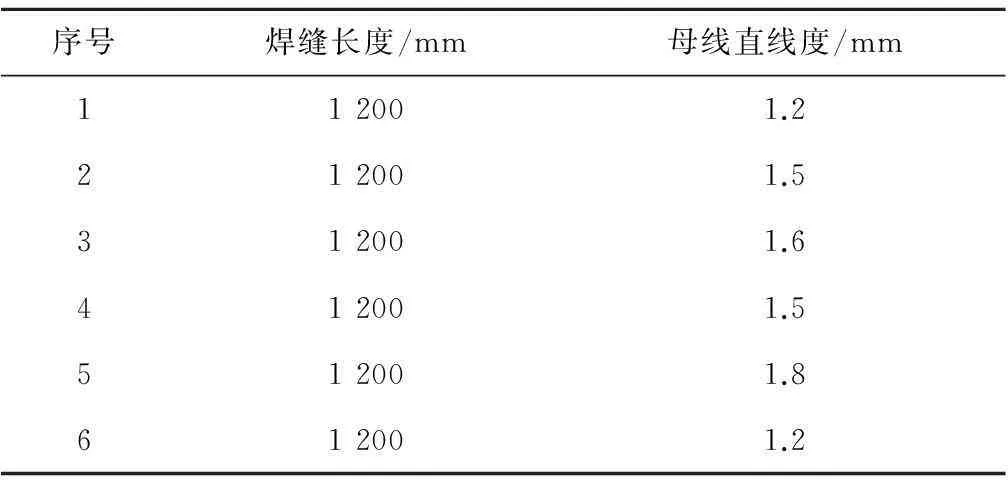
表4 筒段焊縫區母線直線度
4結語
綜上所述,可以得出如下結論。
1)采用合理的焊接參數,變極性等離子弧可以實現5A06鋁合金薄板的無坡口單面焊雙面成形,并且成形良好,焊接內部質量無缺陷。
2)焊接電流、離子氣流量和焊接速度的工藝參數為:焊接電流75 A,離子氣流量2.1 L/min,焊接速度0.18 m/min。
3)對于5A06鋁合金薄板,在選擇合理的參數下,焊弧熱輸入集中,較高的線能量使焊件熔化,熔池尺寸較小,約為6.5 mm,中心線兩側5 mm處,溫度即降到120 ℃,焊縫熱影響區小。
4)采用VPPA焊接而成的長度為1.2 m、直徑為2 m的筒段,其母線直線度為1.2~1.8 mm,薄板VPPA焊接變形控制效果明顯。
參考文獻
[1] 楊懷文.等離子焊[J]. 現代金屬加工,2005(5):53.
[2] 裴利程,范成磊,林三寶,等. 中厚板鋁合金VPPAW焊接工藝[J]. 焊接技術,2006,35(3):36-38.
[3] 韓永全,陳樹君,殷樹言,等. 鋁合金變極性等離子弧電特性[J].電焊機,2006,36(2):27-29.
[4] 王繼長,向彥君. 5A06鋁合金薄壁貯箱焊接[J]. 火箭推進,2010(5) :50-53.
[5] 薛根奇.VPPAW在鋁合金焊接中的應用[J]. 電焊機,2006,36(2):36-37.
[6] 李桂華,楊炙坤,王宇琪. 雙層氣流保護TIG焊接在薄裝甲鋼上的工藝研究[J]. 新技術新工藝,2013(11): 112-115.
[7] 江興均,黃文榮,魏齊龍,等. 5A06合金電子束焊接Mg元素燒損規律及對接頭力學性能的影響[J]. 新技術新工藝, 2006(10) :42-43.
[8] 許飛,陳俐,鞏水利,等. 5A06鋁合金激光填絲焊接特性研究[J]. 新技術新工藝,2008(10):68-70.
[9] 方洪淵,王霄騰,范成磊,等. LF6鋁合金薄板平面內環焊縫焊接應力與變形的數值模擬[J].焊接學報,2004,25(4):73-76.
[10] Wang R, Liang Z X, Zhang J X. Experimental investigation on out-of-planetortion of aluminum alloy 5A12 in TIG welding[J]. Rare Metal Materials and Engineering, 2008,37(7):1264-1268.
[11] 周廣濤,趙紫玉,胡繼超,等. LY12鋁合金薄板焊接殘余應力測試分析[J]. 裝備制造技術,2011(5):1-2,19.
[12] 金成,牛濟泰,何世禹,等. 鋁合金平板鎢極氨弧焊數值模擬與殘余應力預測[J]. 機械工程材料, 2007,31(3):58-59,62.
[13] 周廣濤,劉雪松,楊建國,等. 鋁合金薄壁圓筒縱直縫焊接殘余應力數值模擬[J]. 焊接學報, 2008,29(6):89-92.

責任編輯鄭練
Study of Weld Process and Distortion Control on Laminose Aluminium Alloy VPPA
TIAN Zhijie, ZHOU Qing, DU Yanfeng, MA Yi, WANG Wei
(Capital Aerospace Machinery Company, Beijing 100076, China)
Abstract:The welding hole technology of 3 mm thickness 5A06 aluminium alloy VPPA welding joint is examined. The weld parameter range is researched by test, and shapely weld is obtained. The fault isn’t found in VPPA weld by X-ray NDT, and weld quality is favorable. In the weld course, the temprature is under 120 ℃ outward in 5 mm weld center field, 2 m diameter cylind is made by VPPA. Its generatrix is under 2 mm, and the distortion control effect of laminose aluminium alloy is evident.
Key words:5A06 aluminium alloy, VPPA, weld distortion, weld stress
收稿日期:2015-05-18
作者簡介:田志杰(1975-),男,高級工程師,碩士,主要從事運載火箭貯箱制造及先進焊接技術等方面的研究。
中圖分類號:TG 456.2
文獻標志碼:A
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
