顫振冷擠壓振動臺設計與振動特性研究
2015-02-18 08:59:53楊慶華王志恒鮑官軍
浙江工業大學學報 2015年1期
楊慶華,夏 航,王志恒,鮑官軍
(浙江工業大學 機械工程學院,浙江 杭州 310014)
顫振冷擠壓振動臺設計與振動特性研究
楊慶華,夏航,王志恒,鮑官軍
(浙江工業大學 機械工程學院,浙江 杭州 310014)
摘要:針對冷擠壓成形過程中變形抗力大、易產生擠壓不充分的問題,設計了一種新型顫振冷擠壓振動臺.利用ANSYS軟件建立了有限元分析模型,分析確定了振動臺安全有效的工作方式,研究了輸入油壓、振動臺加載、彈性端蓋凹槽中心半徑、彈性端蓋凹槽開口高度、彈性端蓋凹槽開口圓弧半徑等五項振動臺振幅影響因素與振幅的數值關系及敏感度,建立了輸入-輸出的仿真二元插值模型,并通過實驗修正模型.實驗結果表明:冷擠壓過程中振動臺振幅共有五個階段,修正后的模型能有效仿真振動臺振幅.研究結果表明:所設計的振動臺滿足顫振冷擠壓成形需要,通過改變振幅影響因素能改善振動臺振動特性.
關鍵詞:顫振;冷擠壓;有限元分析;二元插值模型;振動特性
中圖分類號:TG376.3;TB534+.2
文獻標志碼:A
文章編號:1006-4303(2015)01-0024-06
Design and research of vibration characteristic of flutter cold
extrusion vibration platform
YANG Qinghua, XIA Hang, WANG Zhiheng, BAO Guanjun
(College of Mechanical Engineering, Zhejiang University of Technology, Hangzhou 310014, China)
Abstract:To reduce the problems of large resistance to deformation and inadequate extrusion, a new flutter vibration platform of cold extrusion was designed. Finite element analysis model was established with ANSYS, the safe and effective working way of the vibration platform was analyzed and determined, the sensitivity and the relationship between five factors of amplitude of the vibration platform such as input oil pressure, loaded on vibration platform, radius of groove center of elastic end cover, groove opening height of elastic end cover, the radius of circular arc groove openings of elastic end cover and amplitude values was researched, the bivariate interpolation model of input-output is established and be validated by experiments. The experimental results indicate that the amplitude of the vibration platform during the cold extrusion process is divided into five phases, and prove that the bivariate interpolation model can simulates amplitude of the vibration platform effectively. Experimental research proves the designed the vibration platform meets the need of flutter cold extrusion forming, and changing amplitude factors can improve vibration characteristics of the vibration platform.
Keywords:flutter; cold extrusion; finite element analysis; bivariate interpolation model; vibration characteristics
冷擠壓成形是一種廣泛應用于汽車、軍工、航空航天、日用五金等各行業的先進金屬塑性成形工藝方法,與傳統機械加工方式相比,它具有“高效、優質、低消耗、低成本”等優點,是國家的工業化水平及現代化水平的一種重要標志和反映[1].然而,冷擠壓零件成形存在很大的變形抗力,成形力巨大,往往需要大噸位的壓力機,若成形設備噸位不足,則很容易產生擠壓不充分等缺陷[2-3].為解決這一難題,研究人員將振動激勵引入塑性成形中,實驗證實振動激勵能有效降低材料在加工過程的變形抗力[4-6].但是,目前廣泛采用的超聲振動激勵所產生的激振力有限,多用在成形力相對于冷擠壓較小的情況下,而用于冷擠壓實驗的振動擠壓多用于易成形“軟性”材料做實驗,振動臺幅值、頻率難以精確調整[7-8].因此,設計制造一種適用于冷擠壓實驗的振動臺對改善冷擠壓加工工藝有著至關重要的意義.國內對于振動臺研究起步相對較晚,在60年代以后,同濟大學、哈爾濱工業大學、浙江工業大學等先后對振動臺進行了研究,阮健等[9-11]提出的高頻電液顫振發生器采用彈性端蓋來替代傳統活塞實現運動,使得振動發生器頻率大為提高,振幅微小,該振動發生器可以用于振動激勵擠壓.
本研究設計了一種顫振冷擠壓振動臺,通過對振動臺進行靜態和動態仿真確定其安全的有效工作方式[12-13];通過單因素分析、敏感度分析和多因素分析研究振動臺振動特性影響因素,并進行實驗論證[14-16].
1結構設計
為滿足冷擠壓加工高載荷、小位移的工況,本研究設計的振動臺通過激勵振動臺彈性端蓋彈性變形實現顫振,結構圖與實物照片如圖1所示.振動臺采用組合式結構,主要分四大組成部分:頂板、彈性端蓋、下板以及密封裝置.
頂板的主要作用是將振動臺與模具聯系起來,其上端與模具的凹模模板固定,下端與彈性端蓋連接.彈性端蓋外形為帶凸臺的圓盤,凸臺四周設有上下對稱的弧狀圓環形凹槽,液壓油通過油路可進入圓環形凹槽,油的壓力直接作用于彈性端蓋的下表面,實現彈性端蓋繞著圓環形凹槽實現顫振.下板外形為臺階結構,內圈設有凹槽,使得顫振缸體上下板之間存在的一定的間隙.油腔內設有4個扇形加強體,避免彈性端蓋在擠壓試驗的作用下發生過形變導致損壞,加強體隔開四個槽來減小油膜影響,避免液壓油不能完全充填油腔.為實現密閉的工作環境,頂出桿套與彈性端蓋對應位置設有密封圈,顫振缸體上下板的間隙亦有液壓密封膠密封.
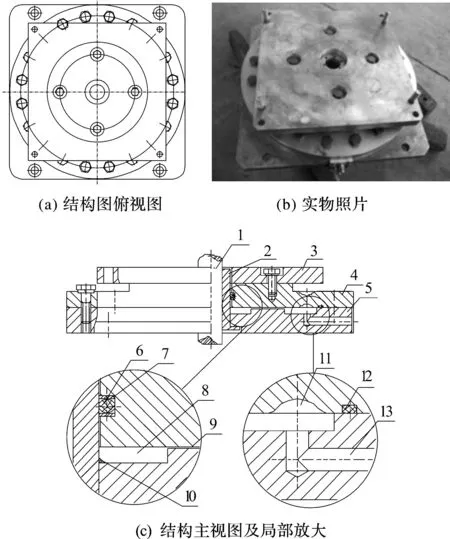
1—頂出桿;2—頂出桿套;3—頂板;4—彈性端蓋;5—下板;6—擋圈;7,12—O型圈;8—油腔;9—上下板間隙;10—密封膠;11—弧形凹槽;13—油路圖1 顫振冷擠壓振動臺結構圖Fig.1 The structure of flutter cold extrusion vibration platform
振動臺采用浙江工業大學阮健教授團隊提出的2D激振閥來控制彈性端蓋實現上下高頻微幅振動.工作時,振動臺與2D激振閥、油箱和儲能器共同組成顫振冷擠壓系統,振動臺依靠2D激振閥實現高頻微幅振動.通過控制2D激振閥閥芯不斷旋轉,振動臺的彈性端蓋將產生微幅振動;通過控制閥芯的旋轉運動和軸向位移,能夠實現對顫振平臺振動頻率和幅值的分離控制.
2關鍵部件仿真分析
2.1靜力學分析
彈性端蓋作為振動臺振動元件,對振動臺振動特性有著至關重要的影響,本研究通過靜力學和模態分析研究其力學性能.在ANSYS中建模,彈性端蓋選用SOLID45單元,材料為60SiMnA,彈性模量E=206 GPa,泊松比μ=0.3,密度ρ=7 850 kg/m3.在彈性端蓋內側受力面施加10 MPa流體壓力,分別設置端蓋頂部空載和受100 t壓力進行計算,由于對稱性,采用1/2模型進行仿真,其結果如圖2所示.

圖2 空載、負載下的等效應力、位移云圖Fig.2 The equivalent stress and displacements cloud images under no-load and load
從圖2中可以看出:空載和加載下,圓弧槽兩端的應力相對較高,在弧形槽外側過渡節點處出現最大應力,其他部分應力較小,在彈性端蓋頂端圓孔附近位移最大.
2.2模態分析
為確定振動臺結構與各部件振動狀況特性,確定振動臺合理的振動頻率范圍,本研究對振動臺進行模態分析[17].對該振動臺的有限元模型進行求解運算,并提取其前6階固有頻率和模態振型,如表1和圖3所示.模擬時隱藏螺栓等易影響結果的因素,用約束來替代.
表1顫振冷擠壓振動臺前6階固有頻率
Table 1The first six natural frequencies of flutter cold extrusion vibration platform
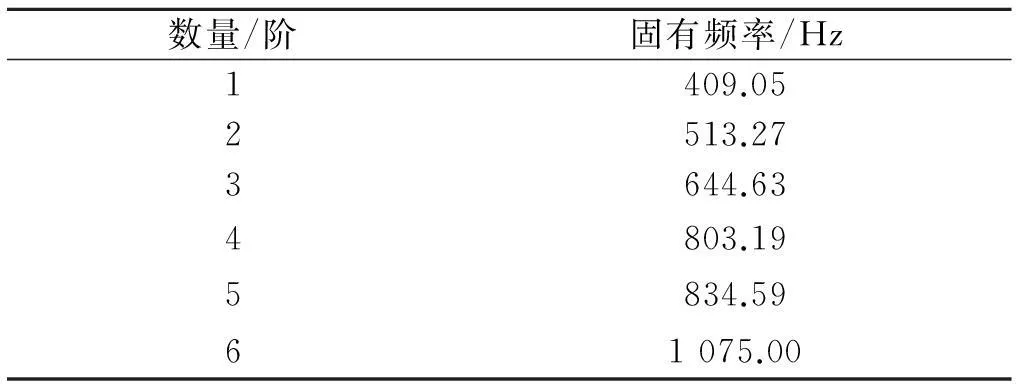
數量/階固有頻率/Hz1409.052513.273644.634803.195834.5961075.00

圖3 顫振冷擠壓振動臺前6階模態振型Fig.3 The first six modal shape of flutter cold extrusion vibration platform
通過分析可知:顫振冷擠壓振動臺的振動變形主要分為振動臺整體的振動變形和振動臺頂板的振動變形兩類.由振動臺前6階固有頻率可得各階的共振頻率,其中1階固有頻率為409.05 Hz,而顫振冷擠壓加工過程中,激振器所采用的振動頻率在200 Hz以下,實驗臺固有頻率遠大于實際實驗頻率,是一個安全的實驗頻率,振動臺系統不會產生對實驗不利共振.因此該裝置整體穩定性良好,且各階固有頻率下的變形振幅較小.
3振動特性影響因素分析
3.1單因素分析
顫振冷擠壓振動臺振動特性關乎冷擠壓加工件質量,而輸入油壓(P)、振動臺加載(F)、彈性端蓋凹槽中心半徑(L)、彈性端蓋凹槽開口高度(H)、彈性端蓋凹槽開口圓弧半徑(r)等因素對振動特性有至關重要的影響,因此需要對這些影響因素其進行分析.振動臺振動特性主要包括振幅和頻率兩部分,根據模態分析,振動臺系統固有頻率遠大于實際實驗頻率,實驗中不會產生對實驗不利的共振,動剛度和靜剛度基本相同;同時,根據彈性波研究成果可知,該彈性端蓋的彈性波傳遞速度遠高于激振速度,在本研究100 Hz的油頻條件下,響應頻率可認為和激振頻率相同.因此,對振動特性的研究主要針對振幅的研究.
設置單因素分析基準,分別改變五個單因素基準的值,控制其余因素為基準值,采用靜力學分析研究振動臺振幅.基準和影響因素變量如表2所示.

表2 單因素分析基準和影響因素變量表
通過仿真可得各變量和彈性端蓋位移的關系曲線,如圖4所示.
由圖4仿真分析結果可知:彈性端蓋位移與輸入油壓正相關,且近似二元一次函數關系,輸入油壓6.34 MPa為彈性端蓋能否正常激振的臨界點;彈性端蓋位移與振動臺加載負相關,且近似二元一次函數關系,振動臺加載111.2 t為彈性端蓋能否正常激振的臨界點;彈性端蓋位移與彈性端蓋凹槽中心半徑正相關,且近似二元二次函數關系,彈性端蓋凹槽中心半徑218.1 mm為彈性端蓋能否正常激振的臨界點;彈性端蓋位移與彈性端蓋凹槽開口高度、彈性端蓋凹槽開口圓弧半徑均正相關,且近似二元二次函數關系.
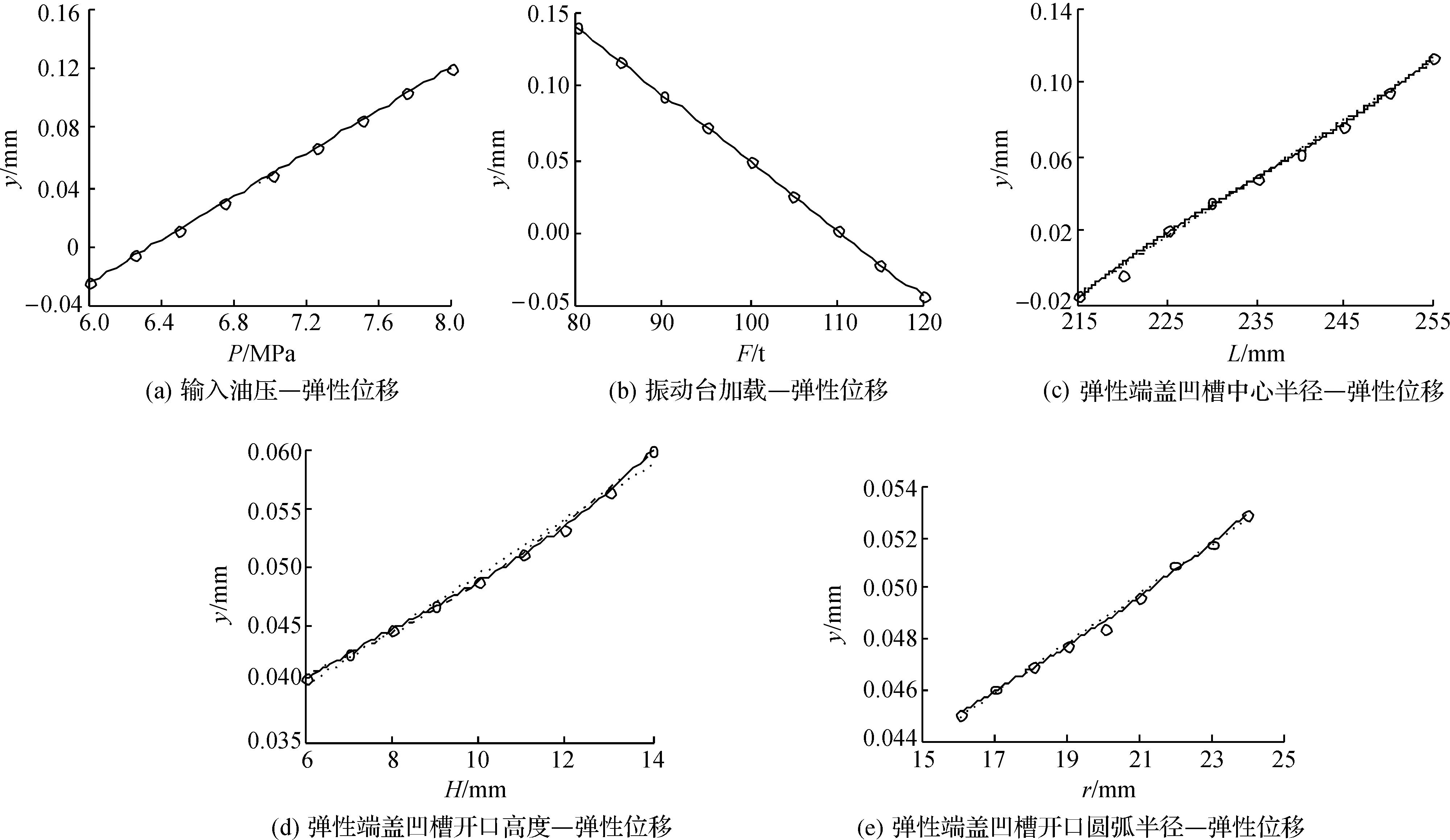
圖4 各因素與彈性端蓋位移數據擬合圖Fig.4 Data fitting map of various factors and elastic cap displacement
3.2敏感度分析
單因素分析描繪了五項影響因素與輸出指標的相關性,由以上仿真可見:除振動臺加載外其余影響因素與彈性端蓋移均為正相關.為進一步對各因素與輸出指標的影響程度進行直觀地比較,本研究選用正交表L16(45)安排試驗,進行敏感度分析.對16組正交試驗分別進行仿真分析,并進行極差分析,試驗指標是彈性端蓋位移,單位為mm,因素—水平和極差結果如表3所示.
根據極差值的大小可以得到因素的主次,從以上極差分析可知,因素的主次為:L>F>P>H>r.
表3正交試驗因素—水平和極差分析結果表
Table 3The factor-level table and range analysis results of orthogonal experimental

項目P/MPaF/tL/mmH/mmr/mm因素水平7.25802207177.5852309197.759024011218952501323極差0.052880.068380.073950.026470.01321
3.3多因素分析
通過以上分析可知,在實際冷擠壓工作中,隨著振動臺加載和輸入油壓的變化,顫振冷擠壓振動臺振幅也會隨之變化,若能控制振動臺振幅在振動臺加載和輸入油壓變化的過程中始終處于最優數值區域內則可以有效提高冷擠壓工件質量.因此,需對振動臺加載和輸入油壓與振動臺彈性端蓋的位移之間的數值關系進行多因素分析.結合單因素分析結果,在多因素分析中控制輸入油壓范圍為6~8 MPa,每0.25 MPa設置一個仿真點;控制振動臺加載范圍為0~40 t,40~80 t,80~120 t三部分,每隔5 t設置一個仿真點.對以上關鍵點仿真后對數據進行二元插值處理,所得插值圖像如圖5所示.

圖5 輸入油壓、振動臺加載、彈性端蓋位移二元插值圖Fig.5 The interpolation figure of enter oil pressure, vibration platform load and elastic cap displacement
通過以上多因素分析,建立了輸入油壓6~8 MPa,振動臺加載0~120 t,輸出為振動臺彈性端蓋位移的二元插值圖像,研究對得到不同振動臺加載和輸入油壓下的振動臺振幅有著重要意義.
4實驗研究
整個實驗臺包含顫振臺系統以及檢測模塊兩大部分組成.顫振臺系統包括顫振臺本體、控制器、2D激振閥、供液油泵、模具等組成,模具通過螺栓連接到顫振臺上,顫振臺通過液壓機臺面T型槽固定;檢測模塊包括激光位移傳感器、示波器、加載檢測模塊.控制器連接激振閥驅動電機,閥體輸出連接到顫振臺油腔,閥體輸入端連接油泵.
該實驗目的是為了研究振動臺輸入條件對振動臺彈性端蓋振幅的影響,并檢驗修正前文建立的仿真二元插值模型.第一步,對振動臺空載振幅進行分析研究.在振動臺軸向不施加載荷的條件下,將振動臺輸入油液壓力設置為5個值,每個值分別檢測記錄5組振動臺彈性端蓋振幅波形,分析波形得到振動臺位移均值,與二元插值模型仿真模型對比后修正仿真模型,結果如圖6所示.計算5組實驗比例系數的方差和標準差可知比例系數接近且穩定.因此,為修正仿真二元插值模型,可選取5組實驗比例系數均值1.3作為修正系數,即修正后二元插值模型仿真值為原仿真值與修正系數之積.實驗證明,經修正后的二元插值模型能較準確仿真振動臺彈性端蓋在不同激振條件下的振幅,該結果有利于對振動臺加載振幅進行進一步分析.

圖6 變形量值柱狀比較圖Fig.6 The columnar comparison chart of deformation magnitude
第二步,對振動臺冷擠壓過程中振幅進行分析研究.控制振動臺輸入油液壓力為7.5 MPa,油頻為100 Hz,完成完整的冷擠壓工序,檢測記錄冷擠壓整個過程振動臺上表面加載曲線和振動臺彈性端蓋位移曲線.選取加載曲線關鍵點后根據修正后的仿真二元插值模型得到振動臺彈性端蓋仿真位移曲線,與實際檢測位移曲線對比研究,結果如圖7所示.由圖7可見:在冷擠壓實驗中,擠壓初期約0.2 s振動臺彈性端蓋振幅迅速而平滑地下降;在約0.2~0.6 s時間中振幅伴隨劇烈波動進一步下降,但此階段下降速度明顯減緩;在約0.6~1.2 s時間中振幅基本勻速下降至零點,直到在約2.7 s迅速回復至初始振幅.
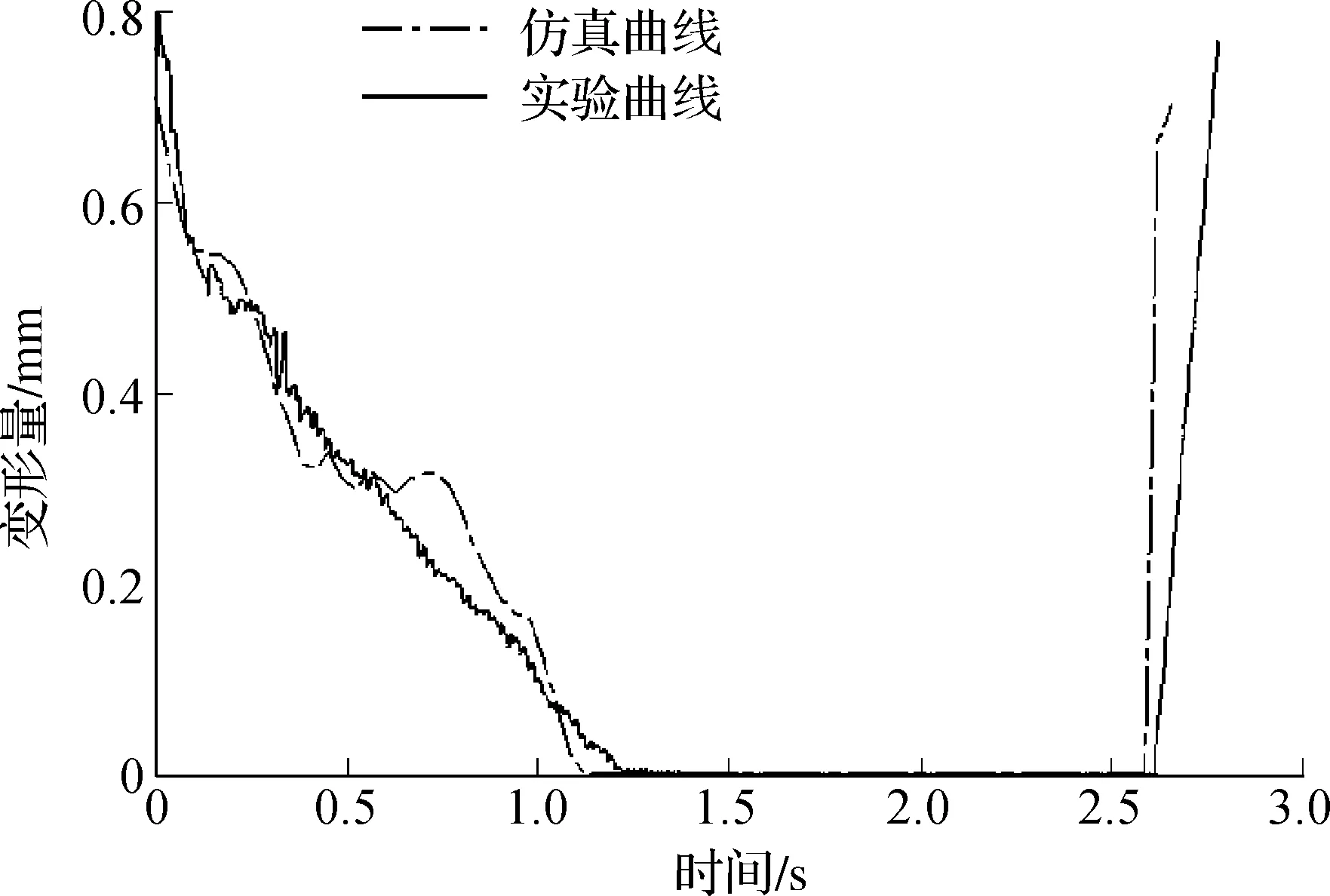
圖7 振動臺彈性端蓋變形量仿真曲線實驗曲線比較圖Fig.7 The comparison chart of the elastic deformation of the vibration platform cap between experimental curve and simulation curve
對比仿真曲線和實驗曲線,兩者同樣存在振幅前期急速下降階段、波動階段、中期急速下降階段、無法激振階段和后期回復階段.雖然兩者在各個時間點的數值上有差異,但差異較小,總體曲線走勢基本一致.實驗證明:仿真曲線能較好反映實際振動臺彈性端蓋振幅變化曲線,修正后的二元插值模型同樣適用于仿真加載條件下振動臺振幅.實驗結果同時顯示了整個冷加壓過程中,振動臺經歷了上述五個激振階段.
5結論
針對冷擠壓成形過程中變形抗力大、易產生擠壓不充分的問題,設計了一種新型顫振冷擠壓振動臺.通過靜態和動態仿真校核了所設計振動臺的穩定性,運用單因素分析法研究了五項振動特性影響因素與振幅的數值關系,并對比了各因素敏感度,研究數據有利于改善振動臺振動特性;通過多因素分析建立了輸入為輸入油壓、振動臺加載,輸出為振動臺彈性端蓋位移的二元插值模型,經實驗修正后的模型能有效仿真空載和加載下振動臺振幅,本研究為控制冷擠壓過程中振動臺振幅始終處于最優數值范圍打下了良好基礎.
參考文獻:
[1]周賢賓.塑性加工技術的發展—更精、更省、更凈[C]//第八屆全國塑性加工學術年會論文集.北京:北京航空航天大學板料沖壓成形研究中心,2002:1-4.
[2]YAO Zhehe, KIM G Y, FAIDLEY L A, et al. Effects of superimposed high-frequency vibration on deformation of aluminum in micro/meso-scale upsetting[J]. Journal of Materials Processing Technology,2012, 212(3):640-646.
[3]CRISTINA B, GRACIOUS N. Influence of ultrasonic vibration on micro-extrusion[J]. Ultrasonics,2011,51(5):606-616.
[4]何勍,聞邦椿.振動塑性加工的進展及若干問題[J].遼寧工學院學報,1999(4):5-9.
[5]韓清凱,郝建山,聞邦椿.金屬材料加工中的振動利用問題[J].中國機械工程,2001,12(5):594-597.
[6]謝濤,齊海群,張俊.超聲振動拉絲實驗研究[J].中國機械工程,2006,17(3):224-226.
[7]LANGENECKER B. Effects of ultrasound on deformation characteristics of metals[J]. IEEE Transactions on Sonics and Ultrasonics,1996,13:1-8.
[8]MASAO M, MASAHIKO J. The utility of radially and ultrasonically vibrated dies in the wire drawing process[J]. Materials Processing Technology,2001,113:81-86.
[9]韓意斌,俞浙青,阮健,等.新型高頻電液激振器[J].液壓與氣動,2007(7):67-69.
[10]鄒正佳,李勝,阮健,等.2D數字伺服閥的動態特性試驗研究[J].浙江工業大學學報,2011,39(4):430-432.
[11]邢彤,阮健.高頻電液顫振發生器:中國,ZL101858373[P].2010-10-13.
[12]楊慶華,陳鑫,孟彬,等.汽車活塞銷振動擠壓數值模擬分析[J].浙江工業大學學報,2013,43(3):318-320.
[13]金杰,趙良奎,樊敏娜.噴霧罐頂蓋塑性成形過程分析[J].浙江工業大學學報,2012,40(5):584-586.
[14]胡子非,毛華杰.可軸向振動擠壓模體精鍛過程中振幅影響的數值模擬[J].熱加工工藝,2007,36(13):78-81.
[15]張彥敏,張學賓,龔紅英,等.有限元在金屬塑性成形中的應用[M].北京:化學工業出版社,2010.
[16]陳國興,左熹,王志華,等.地鐵車站結構近遠場地震反應特性振動臺試驗[J].浙江大學學報,2010,44(10):1956-1961.
[17]何文斌,曾攀,林峰,等.40 MN鋼絲纏繞多向模鍛液壓機機架有限元模態分析[J].鍛壓技術,2011,36(2):18-21.
(責任編輯:劉巖)
作者簡介:楊慶華(1964—),男,浙江義烏人,教授,博士,研究方向為金屬塑性成形、機器人技術、機電一體化,E-mail:zjutme@163.com.
基金項目:國家自然科學基金資助項目(51275475);浙江省科技廳基金資助項目(2012C21112)
收稿日期:2014-09-05