鍛后退火工藝對擠壓輪用H13鋼組織性能的影響
2015-02-18 01:29:00畢玲敏王延輝
大連交通大學學報 2015年5期
關鍵詞:工藝
畢玲敏,王延輝
(大連交通大學 連續擠壓教育部工程研究中心,遼寧 大連 116028)*
0 引言
連續擠壓機可以將鋁、銅、鎂等有色金屬擠壓成“無限長”的型材,是一種高質量高效率的塑性成形方法[1].擠壓機上的關鍵模具擠壓輪,工作條件較為惡劣,表面溫度在較短時間內可達700℃,且用后急速冷卻,在使用過程中承受大而復雜的拉應力和壓應力,急冷急熱的高溫冷熱疲勞應力,需要高溫下沖擊性能不降低或少降.因此,材料要求具有高強度、高韌性的良好綜合力學性能.目前擠壓輪選用材料為國產電渣H13鋼,即國內牌號4Cr5MoSiV1.H13是國際上廣泛應用的一種空冷硬化熱作模具鋼,具有較高的韌性和耐冷熱疲勞性能,不容易產生熱疲勞裂紋,同時具備較高的熱強性,是一種強韌兼備、質優價廉的鋼種.但由于澆注鑄錠有枝晶偏析,改鍛退火后碳化物呈帶狀分布,同時出現碳化物小球呈密集的網狀堆積分布,這是國產H13鋼普遍存在的質量問題之一,是模具早期脆性開裂的重要原因.目前國內已有多家鋼廠能生產H13鋼,但其質量參差不齊[2].研究表明[3],鍛件退火工藝對工件淬火加熱組織和力學性能的影響十分明顯.為此,本實驗通過對三種熱處理工藝后H13鋼組織和性能的對比,來探討不同退火工藝對H13鋼組織性能的影響.
1 實驗材料及方法
試驗用鋼為上海寶鋼集團生產的H13熱作模具鋼,工藝路線:電弧爐冶煉-爐外精煉-電渣重熔-鋼錠退火-鍛造-鍛后熱處理-機加工-無損檢測.化學成分見表1,符合 GB/T 1299-2000的要求.

表1 試驗用鋼化學成分 %
取H13原材料3件,尺寸Φ 250×300 mm3,經重新鍛造成Φ 420×110 mm3的擠壓輪模塊并做不同工藝退火處理,在模塊中心截取小試樣尺寸為Φ 120×20 mm3,試驗工藝曲線見圖1.
試樣經研磨、拋光并用4%硝酸酒精腐蝕后用OLYMPUS BX41M金相顯微鏡觀察顯微組織,采用EQUOTIP2便攜式硬度計檢測樣品硬度,將試驗材料按照NADCA#207-2008標準加工成10×5×55 V口沖擊試樣,在JXB300型沖擊試驗機上檢測沖擊功,而后用JSM-6360LV型掃描電子顯微鏡觀察沖擊斷口形貌.

圖1 三種鍛后熱處理工藝曲線
2 實驗結果及分析
2.1 原材料退火態金相組織
H13鋼鍛件按NADCA#207-2008標準提供的照片評定50倍帶狀偏析及500倍退火顯微組織的級別;并且要求退火后硬度不超過235 HB.原材料金相組織如圖2所示,碳化物呈黑白相間的條帶狀分布,即明顯的帶狀組織.條帶越黑說明二次碳化物含量越高,偏析越嚴重.黑帶中還分布大量白亮塊狀的共晶碳化物,這是由于鋼錠在澆注過程中凝固的順序不同而形成的.H13鋼在冷卻凝固過程中以樹枝狀組織結晶,由于凝固先后順序不同造成枝晶間化學成分不均勻.先凝固的枝干合金元素含量少,而后凝固的枝晶合金元素含量較多,當碳及合金元素富集到共晶成分后,出現了少量不平衡的共晶碳化物,顯微鏡下為亮白色,多數呈塊狀、鏈狀或堆狀分布[4].鋼材鍛造時樹枝晶沿變形方向被拉長,形成條帶狀組織,各條帶間化學成分不均勻,即帶狀偏析.按照NADCA#-207規定,材料退火態不應有明顯的帶狀偏析,且塊狀共晶碳化物破壞基體連續性,降低沖擊韌性.同時由于球化不完全,鐵素體基體有的呈等軸晶分布,有的呈層片狀分布,二次碳化物呈網狀、短棒狀、球狀和點狀分布,形態多樣且分布不均,退火態硬度在220 HB左右.
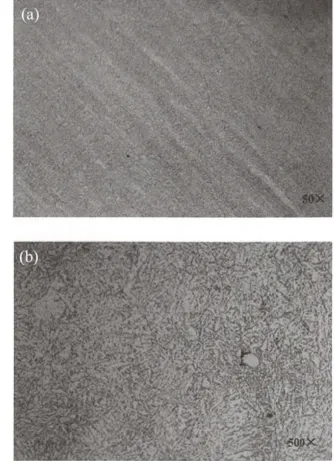
圖2 原材料金相組織
2.2 淬回火后金相組織
試樣經改鍛并退火后統一采用NADCA#207-2008推薦的熱處理工藝:1 030℃淬火,580℃回火兩次觀察顯微組織.
回火態組織中均存在不同程度的帶狀偏析.如圖3所示,1#試樣偏析較重,2#、3#試樣偏析減輕,但3#二次碳化物明顯呈網狀分布.與NADCA#-207規定的帶狀偏析標準圖相比,1#嚴重偏析,與標準圖相差較大,2#、3#較接近合格級別.

圖3 50×帶狀偏析圖
淬回火后組織為針狀馬氏體+未溶碳化物+殘余奧氏體,碳化物較多,呈點狀分布有時出現塊狀、鏈狀共晶碳化物,組織見圖4所示.由于共晶碳化物溶解溫度在1 100℃以上,因此三種工藝對消除或減輕大塊鏈狀共晶碳化物并未起到明顯作用.但經過等溫球化退火的2#、3#明顯晶粒和組織較1#細小.參照ASTM E112標準中規定的晶粒度等級,按比較法評定1#為8級,2#為10級,3#為9級.但3#由于奧氏體化后進行緩冷,組織中遺傳了退火態的網狀碳化物,淬火加熱時雖有部分溶入奧氏體中,但還有部分殘留在晶界上.三組試樣回火處理后硬度均為51 HRC左右.帶狀偏析、共晶碳化物等缺陷在隨后熱處理過程中無法消除,遺傳到回火組織中從而影響最終使用性能.鋼的韌性與鋼中的夾雜物、共晶碳化物、帶狀偏析及二次碳化物分布形態有關.H13鋼中常見的碳化物形態有片層狀、球狀或兩者共存,其存在形式主要由溫度和冷卻方式決定.碳化物類型主要有MC、M6C、M7C3、M23C6[5],不同類型碳化物所含元素類型不同,MC型碳化物主要含V,V元素起細化晶粒、提高高溫穩定性的作用,M7C3、M23C6中主要含Cr元素,提高材料的強度和硬度,Mo元素主要存在于M6C中,提高鋼的熱強性和淬透性.

圖4 500×顯微組織
2.3 沖擊試驗
沖擊功結果見圖5.所有試樣按照NADCA#-207-2008的標準加工成10×5×55的V型缺口沖擊試樣,在JXB300型沖擊試驗機上測試.

圖5 沖擊功結果
沖擊功數值顯示,無論是經過快冷或是慢冷的等溫球化退火工藝,沖擊韌性均比不完全退火工藝有所提高.不完全退火工藝獲得的組織為球狀珠光體+少量粒(塊)狀碳化物,硬度為215~220 HB且存在嚴重的帶狀偏析和共晶碳化物,等溫球化退火工藝有三方面的要求,即低的加熱溫度、高的等溫轉變溫度及充分的等溫時間,獲得的組織是鐵素體基體上均勻分布著細小的球狀碳化物,硬度為218~220 HB,兩者硬度相差不大.由于奧氏體化溫度低,碳化物不能充分溶解,在隨后等溫冷卻過程中,未溶的細點狀碳化物和奧氏體的富碳區均將成為球化過程的形核基礎.形核基礎多,有利于碳化物球化完全并消除鏈狀碳化物.冷卻速度越快,析出的碳化物顆粒越小,分布越均勻,顆粒間的距離越小,對于以后的淬火越有利.彌散分布的合金碳化物為最終淬火過程提供了大量的結晶核心[6],且細顆粒的碳化物在隨后形核過程中起到抑制晶粒長大的作用,同時均勻彌散分布的合金碳化物作為組織轉變的核心,明顯細化了淬火組織[4],同時在性能上沖擊韌性較之不完全退火處理有明顯提高.2#工藝奧氏體化后快速冷卻,再球化退火,抑制了二次碳化物沿晶界呈網狀或鏈狀分布,明顯細化組織和晶粒.若3#工藝奧氏體化后采取緩慢冷卻,組織中網狀或鏈狀的碳化物在Acm~Al溫度區從過飽和的奧氏體中析出[6],即二次碳化物.二次碳化物緩慢沿晶界析出,且網孔較粗大,網絡較肥厚,很少形成全封閉網絡.這些沿晶析出的鏈狀碳化物降低晶界結合能,弱化晶界,對材料的等向性能與沖擊韌性會產生不利的影響,降低沖擊功,使模具在機械加工、安裝調試或服役過程中發生脆性開裂.
2.4 沖擊斷口掃描
沖擊斷口微觀形貌見圖6.1#工藝沖擊斷口平齊,幾乎沒有剪切唇,斷裂之前幾乎沒有發生塑性變形,宏觀表現為脆性斷裂.微觀上觀察,斷口由很多小平面和撕裂棱組成,有很少量的韌窩,屬于典型的準解理斷裂.2#試樣韌窩較多,趨近于韌性斷裂.其沖擊斷口宏觀上有大面積剪切唇,發生了明顯的塑性變形,為韌性沖擊斷口,微觀上分布較多韌窩.3#試樣其沖擊斷口可見大量網狀、鏈狀沿晶界擴展的裂紋.

圖6 沖擊斷口掃描
4 結論
(1)H13鋼中帶狀偏析和共晶碳化物需要高溫長時間保溫才能消除或減輕,尤其是共晶碳化物,其溶解溫度在1 100℃以上,而本文中三種退火工藝奧氏體化溫度均較低,因此并未有所改善;
(2)H13鋼等溫球化退火后組織為球狀珠光體+細小的合金碳化物,比之不完全退火,球狀碳化物分布更均勻,合金元素析出多且細小彌散;
(3)奧氏體化后快速冷卻,有效地抑制了二次碳化物沿晶析出,而緩慢冷卻造成碳化物呈網狀分布,降低晶界結合能,沖擊斷口出現大量沿晶界開裂的裂紋,容易造成模具在隨后使用過程中發生脆性開裂;
(4)等溫球化退火工藝析出彌散分布的合金碳化物,作為淬火過程組織和晶粒轉變的核心,明顯細化了組織和晶粒,提高沖擊韌性,為提高擠壓輪使用壽命提供了理論依據.
[1]謝冬柏,王福會.擠壓輪失效分析及熱處理工藝改進[J].機械工程材料,2002,26(7):22-24.
[2]譚彥顯.模具材料及表面強化處理[M].北京:北京理工大學出版社,2011.
[3]周健,馬黨參.不同退火工藝對H13鋼組織和力學性能的影響[J].金屬熱處,2012,37(5):53-58.
[4]劉桂彪,閔永安,吳曉春.改鍛對H13模具鋼軋材顯微組織和沖擊性能的影響[J].機械工程材料,2011,35(2):43-46.
[5]薛松,周杰.H13鋼退火態中的碳化物分析[J].材料熱處理學報,2012,33(2):100-105.
[6]鄒安全,鄧芬燕.等溫球化退火對H13鋼組織和性能的影響[J].金屬熱處理,2003,28(8):34-35.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
