基于Powermill的大力神杯零件數控編程與仿真
2015-02-18 12:01:06劉學航廖璘志
機械工程師 2015年7期
關鍵詞:模型
劉學航, 廖璘志
(宜賓職業技術學院 現代制造工程系,四川 宜賓 644003)
0 引言
在玩具制造業中,經常會加工各種工藝品的模型。這些工藝品一般由形狀復雜的曲面構成,加工難度大、加工精度高,通常需要使用CAD/CAM軟件編寫加工刀路。再將刀路文件后置處理成機床能識別的NC代碼傳輸到多軸機床上加工。這里說的多軸機床是指4軸以上的數控機床,其中具有代表性的是5軸數控機床。將工件一次裝夾就可完成多項復雜的加工,它不但可以加工形狀復雜的三維曲面,而且刀軸的擺角可調,可以避免加工中刀具的過切、欠切和干涉。5軸機床大大減少了專用工裝夾具的使用,減少了加工準備時間,提高了加工精度和生產效率,縮短新產品研發周期。目前,市場上的5軸機床種類很多,但在定義機床的旋轉軸時,通常定義A軸為繞X軸旋轉的軸;B軸為繞Y軸旋轉的軸;C軸為繞Z軸旋轉的軸,同時按笛卡爾原則規定逆時針方向旋轉為旋轉正方向,常見5軸機床的類型坐標軸如圖1所示。

1 Powermill軟件簡介
在多軸加工中,常用的CAM編程軟件有UG NX、Powermill、Hypermill、CAXA 制 造 工 程 師 、Mastercam X等。其中英國Delcam公司推出的Powermill軟件是具有代表性的軟件,目前,最新的版本是PowerMILL 2015。該軟件廣泛應用于航空航天、汽車、船舶和模具制造、制鞋等行業。

2“大力神杯”零件數控加工工藝分析
2.1 毛坯及裝夾方案
如圖2所示的大力神杯零件,整個外形成倒扣狀,外表面為不規則曲面。是較為典型的多軸加工零件。由模型分析可知:模型總高度為180 mm,底座最大處直徑為84 mm;零件表面多為回轉倒扣曲面,曲面陡峭;模型表面刻有兩個形象的大力士托起一個浮雕圖案的地球;零件構成的圖素相當精致和逼真,尺寸精度和表面粗糙度要求較高。為保證加工余量及裝夾,設定毛坯尺寸為φ85 mm×200 mm,材料為6061鋁合金實心圓棒料,直接用五軸機床粗加工時去除余量較大,加工時間較長。為減少在5軸聯動數控機床的開粗加工時間,可以先把毛坯料用車床切削去除盡可能多的余料,如圖3所示。裝夾方案采用三爪自定心卡盤裝夾,如圖4所示。

2.2 加工最小刀具的選擇
在數控銑床/加工中心上使用的刀具主要有立(端)銑刀、面銑刀、球頭刀、鼓形刀和錐形刀等。選擇刀具時,首先根據加工內容和零件輪廓外形確定刀具類型,再根據加工部分圓角或拐角大小選擇刀具大小。對于形狀復雜的零件,通過Powermill軟件的模型顯示選項功能分析可知,刀具半徑為1 mm時,基本能加工到所有局部特征,如圖5所示。因此,在選擇刀具時,最小的精加工刀具應選擇R1的球頭銑刀。

2.3 零件加工工藝方案
大力神杯零件的加工采用Powermill 2015軟件進行數控加工刀具路徑設計,軟件后置處理后的NC代碼使用法國HURON_K2X8_FIVE多軸數控機床進行加工。由于零件要求的表面質量高,遵循先粗后精加工原則,該零件采取粗加工、半精加工、精加工的工藝流程。粗加工采用“3+2”軸定向加工,精加工采用5軸聯動加工;同時在加工過程中為避免機床主軸頭與工作臺和夾具的干涉,開粗時把加工坐標系傾斜30°,其加工流程見表1。

表1 加工工序表
3 Powermill加工編程過程
3.1 零件粗加工策略設置
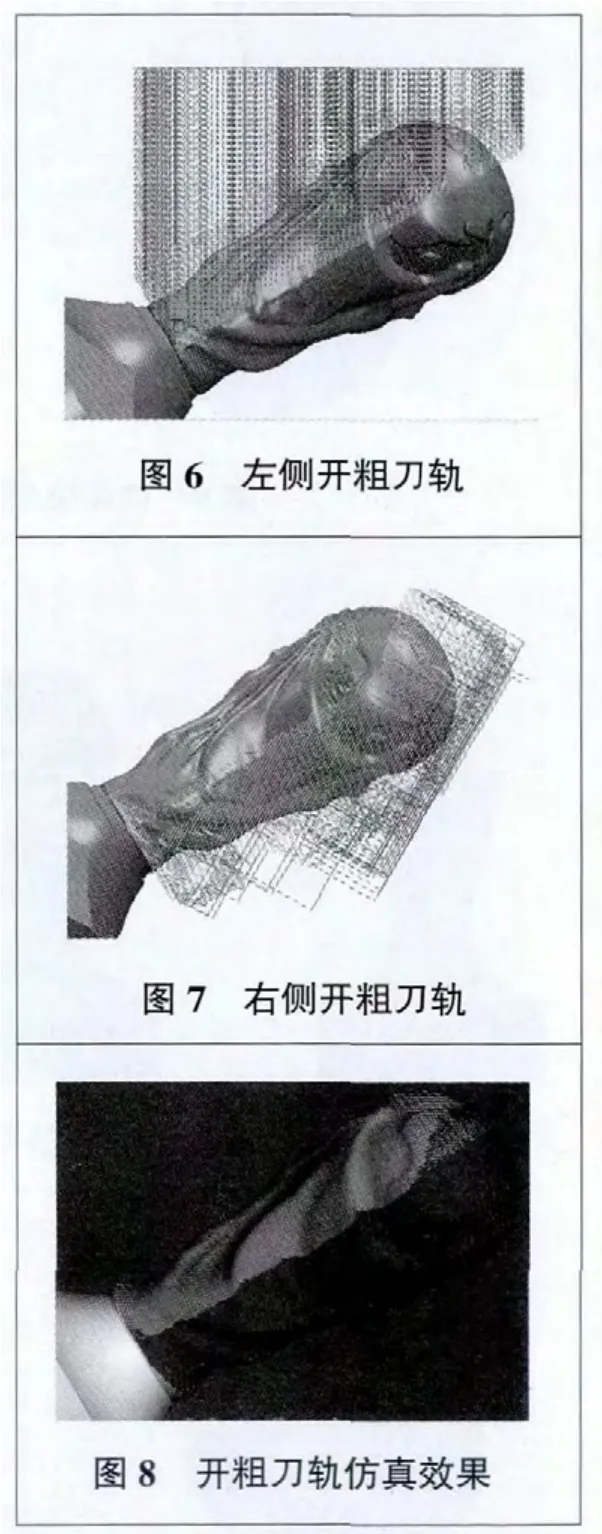
零件粗加工的目的是要盡快地去掉多余的材料,經過車削后的毛坯還有較大的余料需要去除,如果采用5軸聯動開粗,機床旋轉軸的擺動幅度大,機床穩定性差、振動大,會加劇刀具磨損,縮短刀具使用壽命。所以,大力神杯的粗加工采用“3+2”定軸開粗,選用“偏置區域清除模型”策略,分別對毛坯的上下兩部分進行粗加工,分兩次去掉余料。因此,在設置刀軌過程中需新建兩個加工坐標系,新坐標系繞X軸旋轉30°,分別是“坐標系1-30”和“坐標系2-30”。生成的粗加工刀軌如圖6、圖7、圖8所示。
3.2 半精加工和精加工策略設置
從上面開粗刀軌的仿真效果可以看出,零件的外形輪廓已經基本形成,余量很少了,但是由于開粗時選擇刀具較大,造成輪廓余量不均勻,局部地方的余量還很大。因此,需要對零件進行半精加工,去掉不均勻的余料,給精加工留下均勻合理的余量。
對于具有多種刀軸定位部位特征的加工,使用投影加工策略可以獲得更加精確的精加工效果,Powermill提供了五種投影精加工策略:點投影精加工、直線投影精加工、平面投影精加工、投影曲線精加工以及曲面投影精加工。大力神杯零件屬于回轉零件,可以使用直線投影,也可以用曲面投影精加工。為了更好地控制曲面上加工刀路,這里采用曲面投影精加工策略,此策略沿單個參考曲面法向投影參考曲面到主部件(多曲面)上而形成刀具路徑,而刀軸方向由用戶指定。刀具路徑可跨越或沿著參考曲面方向(U或V),而行距則由單位距離或曲面曲線間的參數段來確定。產生參考曲面可以用UG NX或Power SHAPE等曲面造型軟件。如圖9的參考曲面是用UG NX8.5產生的,生成的半精加工和精加工刀軌如圖 10、圖 11、圖12所示。


3.3 斜面加工策略設置
底座的四個斜面(如圖13所示)采用“偏置區域清除模型”和“平行線精加工”加工策略進行粗、精加工,生成的刀軌如圖14、圖15所示。
完成斜面的粗、精加工刀軌后,通過刀軌的變換得到其他幾個斜面的刀軌。
4 程序后置處理、Vericut仿真加工驗證及機床實體加工
5軸聯動加工中心是一種科技含量高、精密度高專門用于加工復雜曲面的加工中心,其運動關系復雜,加工中出現任何微小的失誤都可能會對機床造成重創。為了保證實際加工的安全,需要對刀軌在后置處理后得到的程序進行仿真切削。仿真切削可以校驗刀軌的正確性,檢查加工中是否存在漏切、過切現象,可以初步檢驗NC代碼是否滿足加工要求。還可以進行干涉檢查和程序優化,在編程軟件中進行刀路仿真時,有些安全隱患是看不出的,如刀具對夾具產生的干涉等。所以在完成零件加工刀路編寫、程序后置處理后,需要用Vericut仿真軟件對程序進行仿真切削驗證和程序優化,確認無誤后將優化后的程序傳入機床進行實體加工。加工過程中應密切注意刀具的干涉情況和進給速度變化,以保證零件順利加工完成。
“大力神杯”零件Vericut加工仿真操作步驟如下:
1)打開Vericut軟件,新建一個項目,調用已構建好的HURON_K2X8_FIVE 5軸加工中心模型,根據機床實際運動關系設置機床運動鏈樹形圖和機床模型如圖16、圖 17所示。
2)調用 CNC 控制文件(SIN 840D)。
3)根據NC代碼中所指定的刀具規格和編號定義刀具列表并和刀具庫文件中的刀具號建立映射關系。
4)創建毛坯,可以采用軟件的繪圖功能繪制毛坯,也可以將事先做好的毛坯STL模型文件調入部件樹。

圖16 運動鏈樹形圖

圖17 機床切削模型圖
5)設置工件坐標系,根據編程坐標系可知,工件坐標系的原點設置在毛坯頂面的中心。
6)調入Powermill后置處理好的NC程序。
7)開始加工仿真。仿真過程中,機床的運動狀態與實際加工中機床運動狀態相同,可以隨時變換角度觀察仿真情況,對機床、刀具以及夾具之間的干涉情況進行校驗。大力神杯零件的加工仿真如圖18所示。
8)仿真結果分析了零件有無干涉情況,有無過切、欠切等情況。若切削模型不理想,需要調整和更換NC程序,再次仿真加工,直至切削模型與設計原型一致,然后對程序進行優化。
9)將仿真優化后的程序傳輸到數控機床,進行實際切削加工,加工后的零件如圖19所示。
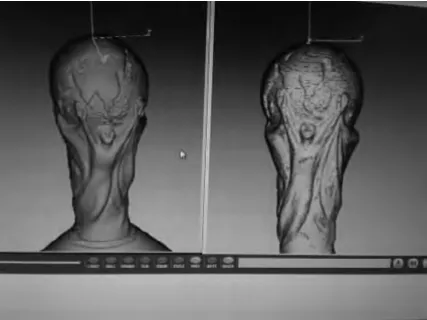
圖18 仿真加工效果圖
5 結語
本文以大力神杯零件為例,介紹了零件的工藝工裝、Powermill軟件編程的過程和Vericut軟件仿真加工過程。提出了“3+2”定軸方式“偏置區域清除模型”加工策略進行開粗,提高了加工效率,選用曲面投影精加工方式對零件進行半精加工和精加工,保證零件加工精度。經Vericut仿真加工和實際切削驗證,加工刀路是合理可行的,在零件的刀具路徑設置過程中,通過將工作臺傾斜使主軸與工件成一夾角,解決了在加工中主軸與夾具或工作臺的干涉問題,同時還可以縮短刀具伸出長度,以提高刀具的剛性、提高加工精度及效率。
[1] 曹著明,馬永旺.基于Powermill的五軸零件刀路設置[J].機床與液壓,2014(4):13-16.
[2] 于斐,蔣玲玲.基于Vericut的整體葉輪五軸聯動數控加工仿真[J].機械設計與制造,2010(7):159-160.
[3] 張久雷,張汝端.基于UG的大力神杯4軸數控加工技術[J].模具制造,2014(7):81-83.
[4] 張守軍,成麗霞.基于Delcam軟件中Powermill加工技術的應用[J].模具制造,2008(2):70-72.
[5] 沈自林,沈慶云,范彥斌.整體葉輪產品造型和數控加工研究[J].現代制造工程,2006(5):56-58.
[6] 陳光明.基于數控加工的工藝設計原則及方法研究[J].制造業自動化,2005(9):54-59,72.
[7] 楊曉琴,陶建華,劉曉初,等.面向電極加工的數控自動編程系統的開發[J].機床與液壓,2011(6):12-15.
[8] 石皋蓮.多軸數控編程與加工案例教程[M].北京:機械工業出版社,2013.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
