汽輪機(jī)中壓調(diào)節(jié)閥閥蓋襯套加工法
2015-04-10 09:52:10王治軍
機(jī)械工程師 2015年7期
關(guān)鍵詞:調(diào)節(jié)閥汽輪機(jī)
王治軍
(哈爾濱汽輪機(jī)廠有限責(zé)任公司,哈爾濱 150046)
汽輪機(jī)中壓調(diào)節(jié)閥閥蓋襯套加工法
王治軍
(哈爾濱汽輪機(jī)廠有限責(zé)任公司,哈爾濱 150046)
以汽輪機(jī)中壓調(diào)節(jié)閥閥蓋襯套的加工為例,文中介紹如何克服吊裝產(chǎn)生的困難并采取相應(yīng)的措施最終完成加工任務(wù)。
汽輪機(jī)中壓調(diào)節(jié)閥;過盈配合;吊裝裝置
0 引言
汽輪機(jī)中壓調(diào)節(jié)閥閥蓋與襯套過盈接配,以往先將按尺寸加工準(zhǔn)后,再將襯套放入液氮中冷縮15 min后,再裝入閥蓋內(nèi)孔中,待常溫后,兩者之間即為過盈配合,但是由于裝配后過盈配合使得襯套有變形,會(huì)影響內(nèi)孔尺寸,有可能會(huì)超差,只能再次上機(jī)床加工到尺寸,但是由于變形量小,使得加工余量過小,壓不住刀,會(huì)造成加工表面光潔度差。再有以往裝配起吊過程中是在襯套端面點(diǎn)焊吊耳,再用吊車吊裝,最后割下吊耳,點(diǎn)焊可能給工件金屬內(nèi)部結(jié)構(gòu)造成變化產(chǎn)生不良作用,現(xiàn)提出一種新的解決方案。
1 解決方案
我們解決的難題主要是在過盈裝配過程中的吊裝難題,一是加工好的襯套為光滑的管狀物,沒有合適的吊裝點(diǎn);另外沒有可以支撐平衡的吊裝工具,這是我們需要解決的問題。
1.1 設(shè)計(jì)吊裝點(diǎn)加工方案
首先設(shè)計(jì)產(chǎn)生吊裝支點(diǎn)的加工方案。具體實(shí)施方式:結(jié)合圖1~圖5說明,本實(shí)施方式為:將中壓調(diào)節(jié)閥閥蓋內(nèi)孔尺寸按圖示加工至,襯套外圓尺寸按圖示加工至,內(nèi)孔尺寸加工至φ464±0.05,在距襯套上端面10 mm處加工出φ458±0.1高10 mm凸臺(tái),將吊裝工具放入襯套內(nèi)孔中,深度低于襯套的凸臺(tái),再將吊裝工具上的4處罩螺母分別向外旋出,4個(gè)罩螺母端面分別接觸內(nèi)孔壁,這樣使得吊裝裝置4個(gè)罩螺母對(duì)點(diǎn)尺寸大于襯套內(nèi)凸臺(tái)的內(nèi)孔直徑,可以將襯套平穩(wěn)吊裝進(jìn)行液氮冷縮15 min,裝配至閥蓋內(nèi)孔中,待常溫后拆下吊裝裝置,將閥蓋及襯套上車床加工掉襯套內(nèi)孔的凸臺(tái)及余量至圖樣尺寸 φ465±0.05(圖虛線尺寸)
1.2 平衡吊裝工具的設(shè)計(jì)
用于汽輪機(jī)閥蓋襯套裝配時(shí)吊裝裝置如圖5所示,主要由鉤形吊桿1、螺母2、支架體3、罩螺母4~7等組成,吊桿1的圓柱體一側(cè)有一段螺紋,支架3由長方體(3-1)~(3-5)構(gòu)成,長方體(3-1)上端面?zhèn)戎行奈恢糜幸回炌ǖ墓饪祝?-1-1),圓柱(3-2)、圓柱(3-3)、圓柱(3-4)、圓柱(3-5)外側(cè)各有一段螺紋。
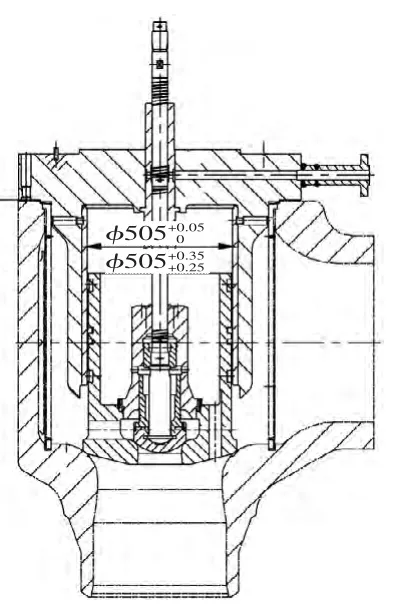
圖1
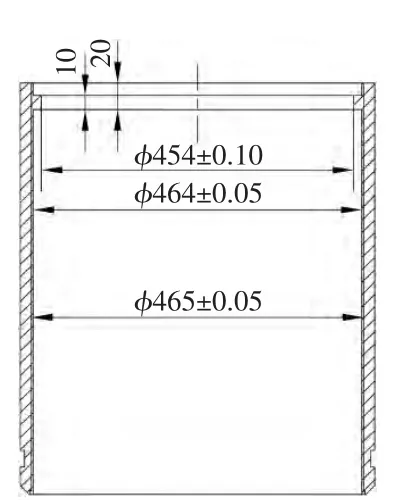
圖2
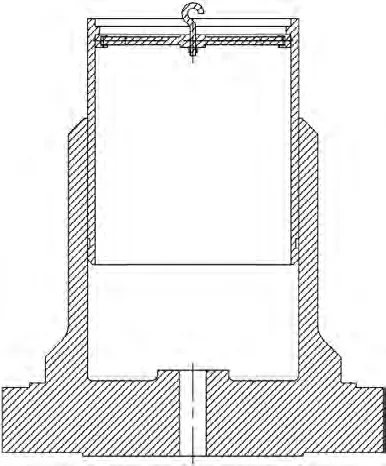
圖3
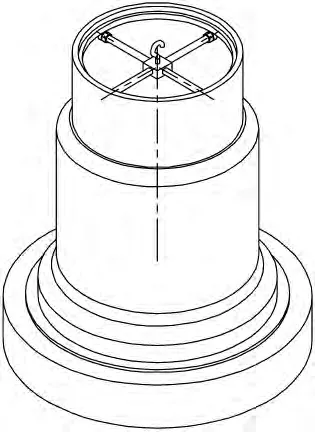
圖4
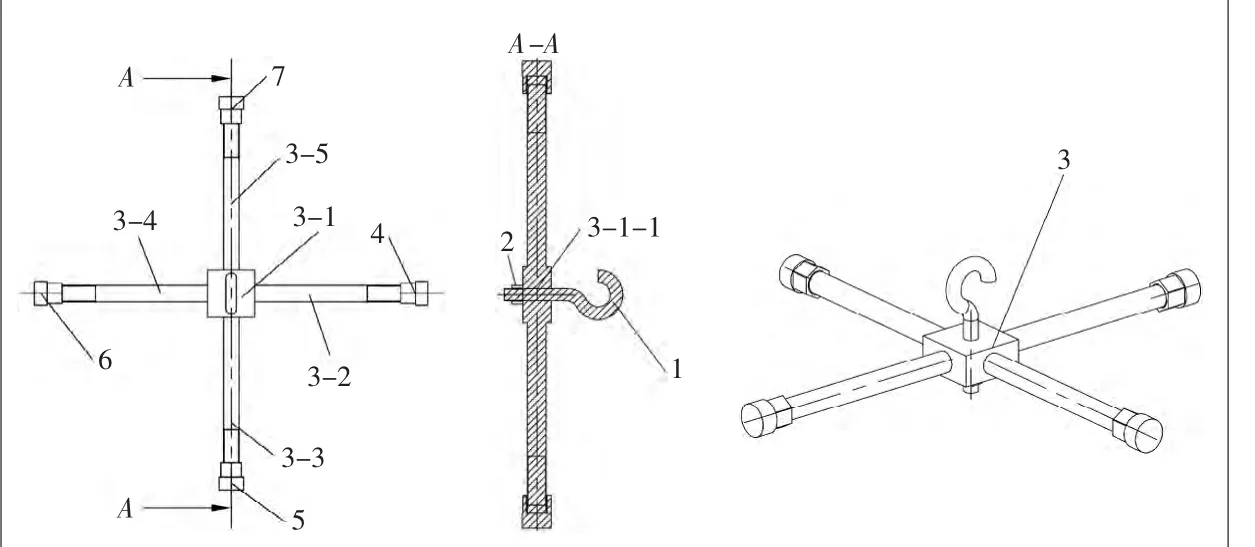
圖5
將鉤形吊桿1圓柱體一側(cè)貫穿過支架體3的長方體(3-1)中心位置有一貫通的光孔3-1-1,再將螺母2穿過圓柱體螺紋一側(cè)擰緊,再將罩螺母4,罩螺母5、罩螺母6,罩螺母7各自向內(nèi)旋入支架3圓柱(3-2)~(3-5)螺紋端,使罩螺母 4~7螺紋全部與支架 3圓柱(3-2)~(3-5)螺紋接配,放入襯套內(nèi)孔中,深度低于襯套的凸臺(tái),再將罩螺母4~7分別向外旋出,4個(gè)螺母端面分別接觸內(nèi)孔壁,這樣使得吊裝裝置4個(gè)螺母對(duì)點(diǎn)尺寸大于襯套內(nèi)凸臺(tái)的內(nèi)孔直徑,可以將襯套平穩(wěn)吊裝進(jìn)行液氮冷縮,裝配至閥蓋內(nèi)孔中,待常溫后拆下吊裝裝置,將閥蓋及襯套上車床加工掉襯套內(nèi)孔的凸臺(tái)及余量至圖紙尺寸,圓滿完成任務(wù)。
2 達(dá)到的效果
此方案與現(xiàn)有技術(shù)相比具有以下效果:1)可以平穩(wěn)起吊,省去焊接和鉗工修磨的工序。2)避免點(diǎn)焊給工件金屬內(nèi)部結(jié)構(gòu)造成變化可能產(chǎn)生不良作用。3)裝配后再加工內(nèi)孔,避免裝配變形尺寸超差的發(fā)生。
3 結(jié)語
以上事例雖然只是一個(gè)裝配吊裝的問題,卻影響了裝配質(zhì)量和操作安全的大問題,設(shè)計(jì)解決方案就要從機(jī)械加工工序下手解決。這提醒我們工藝人員在設(shè)計(jì)工件加工工藝時(shí)要充分考慮到該工件從毛坯下料到裝配成品過程中整個(gè)過程的加工、裝配、運(yùn)輸各環(huán)節(jié)會(huì)出現(xiàn)的難點(diǎn)和問題,從而全面考慮解決方案,達(dá)到預(yù)期的效果。
(編輯 昊 天)
TK269
B
1002-2333(2015)07-0217-02
王治軍(1982—),男,工程師,從事汽輪機(jī)加工技術(shù)研究工作。
2015-02-25
猜你喜歡
儀器儀表用戶(2022年11期)2022-11-03 12:38:58
儀器儀表用戶(2022年10期)2022-09-29 04:36:58
儀器儀表用戶(2022年9期)2022-08-30 05:39:48
儀器儀表用戶(2022年5期)2022-05-06 09:02:30
儀器儀表用戶(2022年4期)2022-04-01 03:17:02
能源工程(2020年5期)2021-01-04 01:29:00
石油化工自動(dòng)化(2018年5期)2018-11-14 02:34:26
廣西電力(2016年4期)2016-07-10 10:23:38
工業(yè)設(shè)計(jì)(2016年4期)2016-05-04 04:00:23
機(jī)械制造與自動(dòng)化(2014年1期)2014-03-01 04:21:47
