拉削加工零件錐孔鍵槽工裝
2015-02-19 02:06:02沈陽工學院遼寧110005李銀玉
金屬加工(冷加工) 2015年8期
關鍵詞:示意圖
■沈陽工學院 (遼寧 110005) 李銀玉 吳 敬
拉削加工零件錐孔鍵槽工裝
■沈陽工學院 (遼寧 110005) 李銀玉 吳 敬
摘要:聯軸節零件中心孔為錐孔,單鍵槽,鍵槽底面呈斜面。原加工采用線切割方法,存在一定問題。本文設計簡易工裝夾具,利用拉床加工鍵槽,效率大為提高,質量可靠穩定,操作方便簡單。
1. 零件工藝分析
某公司生產一批變速箱離合器的聯軸節,該聯軸節的中心孔為錐孔,且為單鍵槽,鍵槽底面呈斜面,內錐孔大端直徑φ60mm,錐度1:10,鍵槽寬14mm,這種聯軸器裝配維修方便,傳遞轉矩較大,可靠性高。零件結構如圖1所示。
該零件內孔鍵槽加工最初采用線切割方法,經過一段實驗比較,發現采用線切割方法不適合生產需要。主要原因為:①生產效率低,加工周期長,影響后續設備的裝配。②加工費用高,加工1個鍵槽需要15元。③加工時,零件需要找正內孔后,定位夾緊,操作比較麻煩,輔助時間長,加工質量不穩定。為此決定采用其他方法加工。
2. 采用拉削加工及工裝設計
充分分析公司現有設備的生產能力,發現拉床工作量較少,于是決定用拉床加工聯軸節錐孔鍵槽。拉床型號為L6110,設計一套工裝夾具,將夾具固定在拉床上,零件套在夾具上,由拉刀單項運動一次完成加工,夾具結構示意圖(見圖2)。工作時定位套安裝在拉床立板7上,導向套3由螺釘6和定位銷5與定位套2組裝一體,零件4套在導向套上,拉刀1穿過導向套和定位套,由于定位套大端面設計成1:10斜度,零件安裝后,其錐孔圓面與水平軸線平行,拉刀單項運動,一次完成單鍵槽加工。

圖1 零件結構示意圖

圖2 夾具結構示意圖
導向套、定位套結構如圖3、圖4所示。在制作過程中,對導向套應保證其導正槽的對稱度、寬度、深度及錐度。對定位套應保證導正槽的深度、寬度及大端面的斜度等。定位套與拉床立板孔采用H8/k7過渡配合。零件與導向套采用H8/g7小間隙配合。為提高夾具壽命,導向套和定位套均采用20CrMo材料,熱處理后磨制而成。
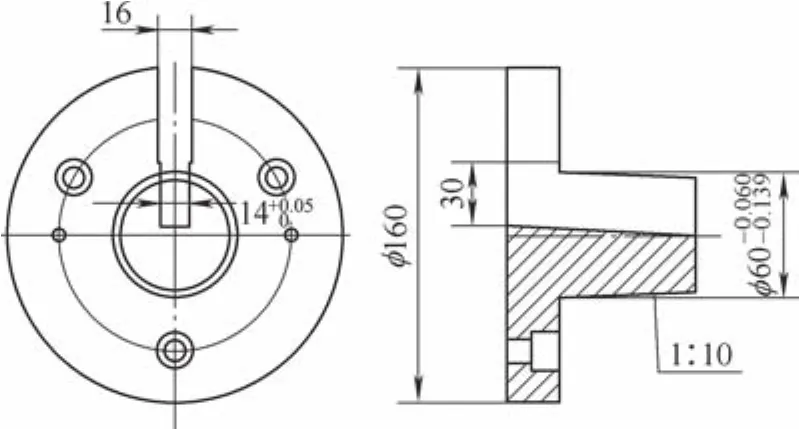
圖3 導向套結構示意圖

圖4 定位套結構示意圖
3. 應用分析
采用拉床,設計工裝夾具,加工錐孔鍵槽,效率大為提高,質量趨于穩定,操作簡單。經過分析比較,存在下列特點:
(1)由于拉刀單向運動,零件直接安裝在定位套上,不用找正和夾緊。
(2)拉刀刀刃平面與零件錐孔母線平行,保證了拉刀與錐孔中心線的對稱度。
(3)導向槽的深度保證了被加工鍵槽的深度,且可以通過加墊銅皮進行調整。
(4)夾具安裝后,拉削過程是拉刀拉過導正槽的過程,操作簡單,加工質量高,加工效率高,加工費用低,每件加工費僅需2.8元。
(5)由于質量好,費用低,保證了公司的經濟效益。
參考文獻:
[1] 陳宏鈞. 實用機械加工工藝手冊 [M]. 北京:機械工業出版社,2009.
[2] 孫麗媛. 機械制造工藝 [M]. 北京:冶金工業出版社,2007.
收稿日期:(20150112)
猜你喜歡
《學習方法報》歷史中考版(2023年21期)2023-11-09 07:40:38
數學小靈通(1-2年級)(2020年9期)2020-10-27 03:24:18
當代貴州(2019年41期)2019-12-13 09:28:56
娃娃樂園·3-7歲綜合智能(2016年1期)2016-10-25 09:32:48
中國共青團(2015年7期)2015-12-17 01:24:38
中學生數理化·八年級物理人教版(2014年1期)2015-01-09 08:50:45
中國扶貧(2014年8期)2014-06-27 15:33:39
中國扶貧(2014年8期)2014-06-27 04:09:02
中學生數理化·八年級物理人教版(2014年2期)2014-04-02 08:50:44
能源(2014年3期)2014-03-27 09:55:20
