
聚四氟乙烯管件內腔微力夾緊車削
2015-02-20 07:36:08北方華安工業有限公司黑龍江齊齊哈爾161006信連志
金屬加工(冷加工) 2015年18期
關鍵詞:工藝
■北方華安工業有限公司 (黑龍江齊齊哈爾 161006) 信連志
聚四氟乙烯管件內腔微力夾緊車削
■北方華安工業有限公司 (黑龍江齊齊哈爾 161006) 信連志
摘要:對聚四氟乙烯薄壁零件裝夾加工技術難點進行加工工藝分析,針對該類零件加工過程中產生的塑性變形問題,研制了微夾緊力胎具。詳細介紹了在數控機床上微夾緊力狀態下高精度加工聚四氟乙烯管件的情況和特點。

1. 零件結構特點
圖1所示產品為一重要關鍵件聚四氟乙烯薄壁伸縮套類零件,壁厚為5mm,且為深孔件加工,同軸度與圓柱度等形位公差要求較高,表面粗糙度值Ra=0.8μm。由于聚四氟乙烯材料基本性能較特殊,物理密度為2.1~2.3g/cm3;機械性質較軟。具有非常低的表面能;膨脹系數較大,25~250℃時為(10×10-5~12×10-5)/℃。因此加工時塑性變形較嚴重,屬于不易加工材料。
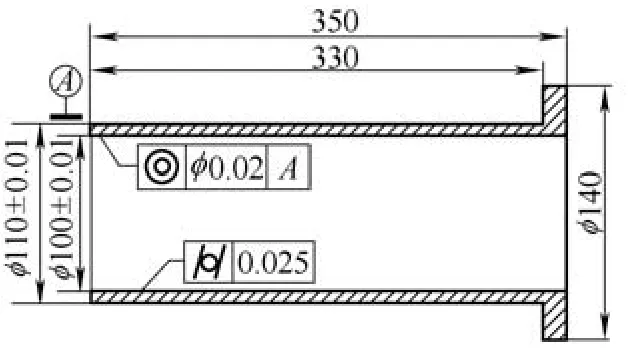
圖1
2. 加工難點分析
該零件圓環部位壁厚較薄,這種結構特點導致在車床卡盤上裝夾力度的大小直接影響零件的變形程度,加上零件加工時受內應力、切削熱等因素影響,車削時極易發生變形,變形量為0.3~0.6mm,無法保證同軸度與圓柱度0.02mm的要求。且由于每次裝夾的力度不同,不能保證批量加工的同一性。
3. 原加工工藝
按原有加工方法為保證尺寸精度和形位公差精度,只能在車床上對內孔及外圓進行粗加工,在留有足夠加工余量的情況下,失效變形后精加工內外圓,留磨量后進行研磨,達到尺寸精度且滿足形位公差要求,此工藝線路較長,加工費用較高。
4. 創新后的加工工藝
在對零件試車削后發現,由于加工外圓時毛坯較厚,變形較小,在內孔粗加工尺寸精度為0.5~0.8mm時,采用心軸固定加工外圓,尺寸精度與形位公差都可滿足工藝要求。主要加工難題在于內腔的加工,試加工時采用開縫套筒裝夾,內腔加工不能滿足工藝要求。通過理論分析與實際情況相結合,決定采用內腔胎具與工件用膠帶粘接來固定夾緊的方式,對該零件進行內腔加工,達到以車代研的加工精度,加工過程如下:①在臥式車床上加工外圓至φ125mm,尺寸精度為0.5~0.8mm。②在臥式車床上加工內腔φ95 mm,尺寸精度為0.5~0.8mm。③在臥式車床
上加工外圓φ110mm,尺寸精度為±0.01mm。④在數控車床上加工內腔φ100mm,尺寸精度為±0.01mm。
在此主要介紹本創新工藝中數控車床加工內腔的工藝裝備、工藝參數及加工過程。工藝裝備有大連DL-32M型數控機床、山特570-3C-40-52型減振刀桿,以及自車胎具等。
(1)胎具的制作:選用φ1 6 0 m m圓鋁質毛坯,長500mm。在臥式車床上打中心孔,鉆φ60mm通孔。數控車床四爪卡盤裝夾,找正內孔至0.05mm以內,用φ40mm減振刀桿車削內腔至φmm,圓柱度控制在0.01mm以內,車削外圓止口至φmm,寬20mm。此內腔加工精度將直接保證聚四氟乙烯薄壁伸縮套形位公差精度。
(2)工件裝夾過程:將放置一定時間外圓加工好的工件對正胎具輕輕推入,工件φ140mm止口外圓與胎具φ140mm外圓靠齊對正定位,用40mm寬透明膠帶纏緊工件止口與胎具止口表面(見圖2),使之固定聯接,用手旋轉工件,檢查工件裝夾牢固即可。
(3)加工過程:用φ40mm減振刀桿車削內腔,主要在尺寸穩定性方面,經過多次試驗,采用80°刀片,精加工每刀吃刀量在0.5mm以內,分多次車削以減少變形及加工熱的產生。加工參數如附表所示。
(4)切削液的使用:在試驗中發現,聚四氟乙烯有吸入切削液的可能,會影響材料的使用性能,所以不建議使用切削液。為防止刀具過熱與切屑粘連,應用風冷降低刀具溫度,并及時清除切屑。
(5)工件卸下及檢驗:加工完成后,在機床上用精度0.001mm內徑千分表檢驗內腔尺寸公差在(100±0.01)mm 內。清除工件與胎具粘連的膠帶,將工件從胎具中抽出,用精度0.001mm內徑千分表檢驗內腔尺寸在(100±0.01)mm 內,放置3天進行時效后,用量具對工件進行尺寸及形位公差的檢驗。合格后可進行批量生產。經實際生產28件,批量同一性較好,可完全滿足工藝要求。
工件實際加工情況如圖3所示。
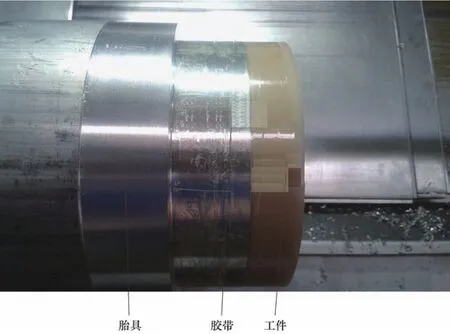
圖2

加工參數表
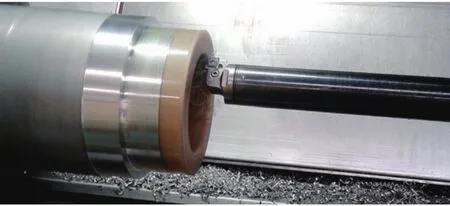
圖3
5. 微夾緊力夾具使用特點
(1)因胎具內腔與聚四氟乙烯管件外圓柱部接觸間隙為0.01mm以
內,幾乎為對零配合,工件與胎具內壁為全光滑緊固接觸,加工時工件與胎具幾乎為一體,且用膠帶粘接也克服了切削時產生的轉矩,加工安全、平穩和可靠。
(2)產品質量穩定,用膠帶粘接方式加工后,工件裝卸無夾緊力變形,因此尺寸公差可控制在0.02mm以內,圓柱度滿足要求,產品加工尺寸控制穩定,表面粗糙度滿足工藝要求,達到以車代研的效果,且加工效率高。
(3)因聚四氟乙烯管件塑性較高,用膠帶粘接無夾痕,外觀整潔,表面質量較高。
(4)用膠帶將工件與胎具粘牢完全滿足加工條件,且夾緊力作用在胎具上。工件微夾緊力裝夾快速、省力,減少了工藝環節,節省了工藝裝備,提高了加工效率。
參考文獻:
[1] 韓鴻鸞. 數控車工(技師、高級技師)[M]. 北京:機械工業出版社,2008.
[2] 蔣建強,李友節. 數控車床中、高級工技能實訓[M]. 北京:電子工業出版社,2009.
專家點評
用膠帶將工件與胎具粘牢進行內腔微量車削,是一種嶄新的裝夾方式,簡單方便,快速省力。夾緊力均勻作用在胎具上,減少了工件受力變形。最原始的方法最實用,可以說是一種發明與創新。文章圖文并茂,步驟明確,很值得我們學習。
收稿日期:(20150605)
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
