棒材生產(chǎn)線活套控制系統(tǒng)不穩(wěn)定原因分析及改進
2015-02-25 03:04:09程紅苓天津市天鐵軋二制鋼有限公司天津300400
天津冶金 2015年2期
程紅苓(天津市天鐵軋二制鋼有限公司,天津300400)
棒材生產(chǎn)線活套控制系統(tǒng)不穩(wěn)定原因分析及改進
程紅苓
(天津市天鐵軋二制鋼有限公司,天津300400)
[摘要]針對天鐵軋二制鋼有限公司棒材生產(chǎn)線活套控制系統(tǒng)不穩(wěn)定的問題,分析了其產(chǎn)生原因,從電器、機械等方面進行了改進,提高了活套的穩(wěn)定性,保證了產(chǎn)品質(zhì)量。
[關(guān)鍵詞]活套;控制系統(tǒng);掃描儀
1 引言
活套控制一般應(yīng)用在軋件截面積較小、軋制速度較快、機架間距小的中、精軋區(qū),是一個快速、動態(tài)、復(fù)雜的控制過程。“活套”這兩個字形象地描繪出了棒材在連軋生產(chǎn)中的表現(xiàn)形式,即相鄰兩架軋機間形成的一種隨著時間而流動的近似正弦曲線一半的多余軋件,在傳動系統(tǒng)快而穩(wěn)定及精確物料跟蹤的基礎(chǔ)上控制好活套,可以使相鄰兩架軋機間棒材實現(xiàn)無張力軋制。活套控制器的出現(xiàn)是軋鋼領(lǐng)域的一個創(chuàng)新,它可以作為兩架軋機間速度不匹配時的緩沖,從而避免一些因堆鋼或拉鋼而造成的跑鐵事故,使軋制穩(wěn)定,成材率提高。
2 存在問題
天津市天鐵軋二制鋼有限公司連軋分廠棒材生產(chǎn)線采用平立交替式、直流拖動,共18架軋機。調(diào)速方式為前8架采用微張力調(diào)速,后10架采用活套調(diào)速。主要產(chǎn)品為覬10 mm~覬75 mm螺紋鋼筋,還可根據(jù)用戶需求進行新產(chǎn)品研發(fā)。于2003年建成投產(chǎn),軋機工段布置圖如圖1所示,機械設(shè)備由意大利POMINI公司設(shè)計,電氣控制以意大利安薩爾多實時集成控制系統(tǒng)為基礎(chǔ),軋機工段控制中心為AMS(安薩爾多微機系統(tǒng))。成品軋機最高線速度18 m/s,年產(chǎn)60萬t。生產(chǎn)中發(fā)現(xiàn)活套的穩(wěn)定性對成品鋼筋的外形尺寸精度、負(fù)公差生產(chǎn)的控制精度及生產(chǎn)工藝的穩(wěn)定性等起著至關(guān)重要的作用。穩(wěn)定的活套讓軋鋼變得容易,提高班產(chǎn),減小設(shè)備磨損;不穩(wěn)定的活套可造成軋制系統(tǒng)運算繁忙,增加系統(tǒng)負(fù)擔(dān),縮短設(shè)備使用壽命,還易造成跑鐵事故,嚴(yán)重時影響產(chǎn)品質(zhì)量。所以活套的穩(wěn)定性已成為設(shè)備維護及軋機調(diào)整的重要環(huán)節(jié)。
3 原因分析
3.1電器因素
活套掃描儀鏡頭不干凈影響檢測;插頭及接線不牢固;校驗活套時活套位置及檢測角度不正確;低溫軋制時,檢測信號不穩(wěn)定;活套掃描儀超過使用壽命后造成活套不穩(wěn)定;PLC模板故障;過鐵時上游軋機轉(zhuǎn)速不穩(wěn)定等。
3.2機械因素
氣源的壓力調(diào)整不當(dāng);壓縮空氣濕度及潔凈度不符合標(biāo)準(zhǔn);系統(tǒng)有漏氣現(xiàn)象;電磁閥及氣缸動作不靈敏;密封元件磨損較大;設(shè)備上有卡阻現(xiàn)象;活套輥磨損嚴(yán)重等。
3.3外界因素

圖1 軋機工段布置圖
可調(diào)整參數(shù)設(shè)置不準(zhǔn)確,如P、I值不恰當(dāng),起套時機及落套時機不恰當(dāng)?shù)龋辉箱撆鳒囟燃安馁|(zhì)不均勻;軋制速度變化率過快;活套檢測點周圍的環(huán)境影響掃描儀的監(jiān)測,如水蒸氣、軋輥冷卻水及光線等;機架間張力的影響;工藝的正確性及入口導(dǎo)衛(wèi)的安裝也可影響活套的穩(wěn)定等。
4 活套原理及改進方法
4.1活套的表現(xiàn)形式及組成
目前活套主要有兩種表現(xiàn)形式,即垂直活套(向上拱起)和水平活套(向側(cè)面拱起),從占用空間、制造成本、操作控制及安全等方面考慮,垂直活套比水平活套更節(jié)省空間、降低投入、易于操作且安全,所以使用范圍更廣。
活套主要由活套臺、起套輥、壓輥、氣動系統(tǒng)和活套掃描儀等組成,如圖2所示。起套輥由氣缸驅(qū)動,可升可降可自由轉(zhuǎn)動,作用是形成并保持活套;壓輥根據(jù)軋制產(chǎn)品的不同,可人工上下調(diào)節(jié),可自由轉(zhuǎn)動,軋制過程中需緊固,防止活套形成后對導(dǎo)衛(wèi)造成磨損;活套掃描儀如圖3所示,作用是隨時檢測棒材的高度,并將高度值轉(zhuǎn)化為電流值(或電壓值)傳遞給控制系統(tǒng),控制系統(tǒng)計算后,發(fā)出命令調(diào)節(jié)該活套上游機架的轉(zhuǎn)速,使活套的高度趨于設(shè)定值,同時還提供一個開關(guān)量信號。

圖2 活套的組成圖

圖3生產(chǎn)中的活套掃描儀
4.2活套原理
4.2.1活套的控制原理
由于不同產(chǎn)品對工藝要求不同,我們給活套設(shè)定不同的合理值。軋制過程中通過活套掃描儀檢測出實際套高值,當(dāng)實際套高值超過設(shè)定值時,控制系統(tǒng)發(fā)出信號降低上游軋機的速度;反之升高上游軋機的速度;等于設(shè)定值時系統(tǒng)不做任何調(diào)整。
4.2.2活套動作原理
起落套原理圖如圖4所示,起套基覬本原則為高壓起套低壓保持,所以減壓閥5調(diào)節(jié)的壓力要比減壓閥3低,僅需維持軋件在無張力情況下保持一定的套量。當(dāng)按下活套測試按鈕時,則9、7、8換向閥同時得電,起套輥在較高的壓力狀況下升起,此時氣源分別經(jīng)氣閥8、7、10后,再經(jīng)過單向節(jié)流閥11進入氣缸無桿腔,同時有桿腔氣體經(jīng)過換向閥9排空,起套輥升起,1 s后換向閥8失電,此時氣源僅通過氣閥7、10,再經(jīng)單向節(jié)流閥11進入無桿腔,此時為低壓保持階段。當(dāng)松開本控臺活套測試按鈕時,換向閥7、9失電,較高壓力的壓縮空氣經(jīng)過換向閥9進入氣缸有桿腔,無桿腔氣體經(jīng)換向閥7、8排空,起套輥落下,即手動時起落套的工作原理。
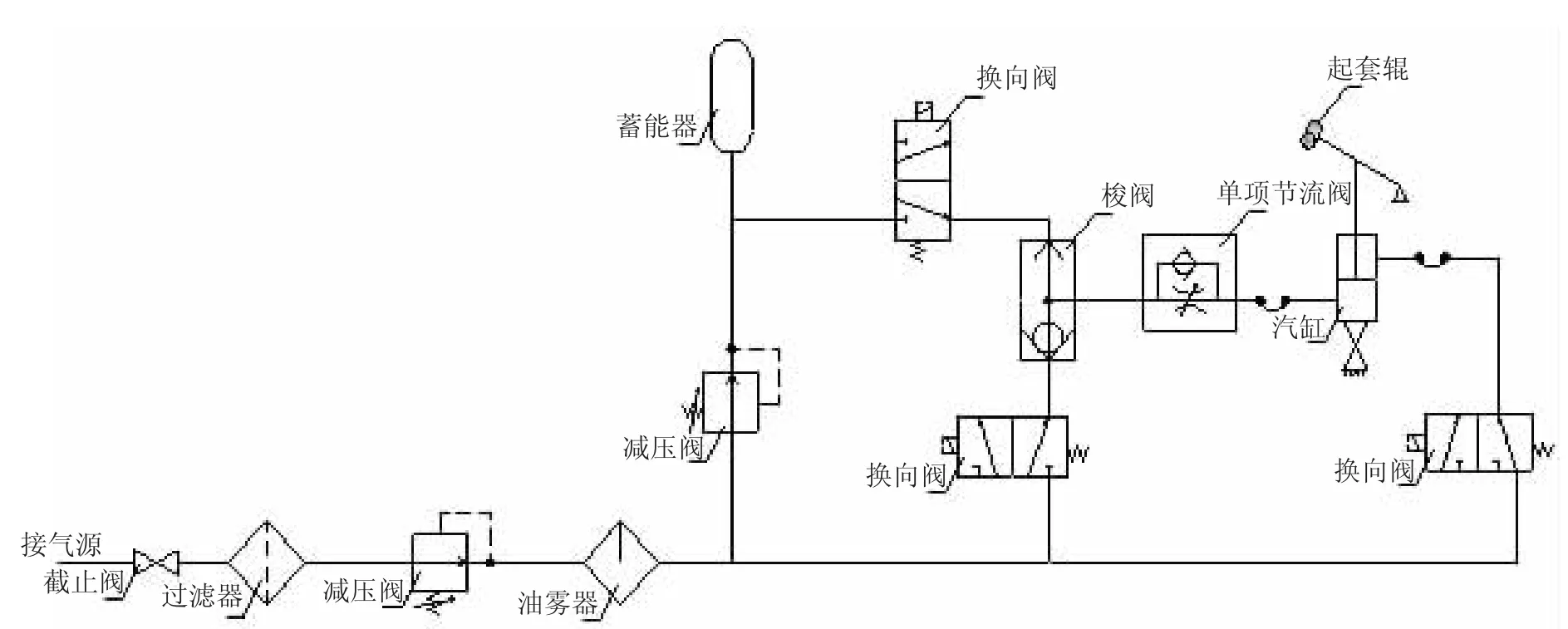
圖4 活套控制原理圖
自動情況下也遵循以上原理,只是起落套命令由AMS自動給出。自動軋制過程中,為了使軋機咬鐵后的動態(tài)速降減少,在未過鐵時控制系統(tǒng)自動增加一個沖擊補償值(可調(diào)),即軋機的實際轉(zhuǎn)速值比給定值略高一點,當(dāng)棒材被咬入后,此值自動消失,軋機實際轉(zhuǎn)速值服從給定值。軋制過程中,起套輥適時自動升起自動落下,以圖2為例,當(dāng)起套條件滿足后,起套輥按設(shè)定的曲線快速升起,升高到設(shè)定值后活套器進入低壓保持階段,幾秒鐘后系統(tǒng)自動保存軋制程序表,此階段修改了控制活套機架的減面率。當(dāng)軋制下一支鋼坯時,在此基礎(chǔ)上調(diào)節(jié),幾支鋼坯過去后,基本上完成優(yōu)化。當(dāng)軋件尾部從上上游軋機(即V10)軋出時,開始進入落套階段,經(jīng)延時(可調(diào))后,但不可讓軋件尾部軋出上游軋機(即H11),起套輥按設(shè)定曲線落下,落下時不直接降到底,先落到一個設(shè)定數(shù)值(可調(diào)),然后再降到底部。
4.3改進的方法
4.3.1電器方面改進
生產(chǎn)中活套掃描儀承擔(dān)著重要的任務(wù),即使價格較高,仍然一直堅持使用DELTA。掃描儀鏡頭必須定期擦拭,以防因鏡頭臟影響檢測,導(dǎo)致活套不穩(wěn)定。校驗活套的工作由固定人員負(fù)責(zé),可以較好掌握活套測試棒的亮度及掃描儀的檢測角度。在防水方面,增加了防水罩,從掃描儀到接線盒的電纜采用防水、防燙、防砸電纜,從而避免了信號不穩(wěn)定的現(xiàn)象。由于軋機區(qū)環(huán)境惡劣,不僅防水,還必須防高溫,選擇了帶水冷裝置的掃描儀,降溫效果很好。低溫軋制時,若檢測信號不穩(wěn)定應(yīng)及時調(diào)節(jié)靈敏度調(diào)節(jié)旋鈕。若活套掃描儀超過使用壽命應(yīng)及時更換,防止因性能下降造成活套不穩(wěn)定。PLC控制模板定期除塵,緊固接線,環(huán)境溫度控制在15~25℃。確保整條軋線直流電機轉(zhuǎn)速穩(wěn)定,不超出允許范圍,直流電機動態(tài)響應(yīng)符合要求。
4.3.2機械方面改進
流體組職工根據(jù)軋制產(chǎn)品的不同及時調(diào)節(jié)壓縮空氣壓力,以保證活套穩(wěn)定。壓縮空氣干燥筒中干燥劑定期更換,且具備自動放水及手動放水功能。控制活套的閥臺遠(yuǎn)離軋制中心線,以防軋機冷卻水進入氣閥。整個活套控制系統(tǒng)做到及時維護,保證系統(tǒng)無漏氣現(xiàn)象,電磁閥及氣缸動作靈敏,密封元件無磨損,設(shè)備上無卡阻現(xiàn)象,活套輥自由轉(zhuǎn)動無嚴(yán)重磨損。
4.3.3其他方面改進
對于可調(diào)整參數(shù)設(shè)置不準(zhǔn)確的問題,公司開設(shè)了活套培訓(xùn)課程,增強職工理論知識和操作技能,由于參數(shù)設(shè)置不準(zhǔn)確而影響活套穩(wěn)定的現(xiàn)象減少了許多。對于原料,安排了固定職工進行化驗,檢查成分是否符合要求,確保原料無誤。軋機區(qū)環(huán)境惡劣,水蒸氣有時會干擾掃描儀檢測,增加了風(fēng)機,及時吹走水蒸氣。掃描儀前方較遠(yuǎn)處的焊接或氣割等工作產(chǎn)生的亮光也會影響檢測,因此增加了擋光裝置。對于機架間張力對活套的影響,保持張力在每1 N/mm2左右。軋制過程中,平穩(wěn)升速平穩(wěn)降速,保證工藝正確及入口導(dǎo)衛(wèi)安裝正確。
5 實際應(yīng)用效果
對以上幾方面改進后,我分廠的活套穩(wěn)定性顯著提高,故障率明顯降低,滿足了生產(chǎn)要求,保證了產(chǎn)品質(zhì)量,減少了設(shè)備磨損,降低了生產(chǎn)成本并多次打破班產(chǎn)記錄。
6 結(jié)束語
通過多年的觀察和分析,找出了活套控制系統(tǒng)
與活套不穩(wěn)定的原因,提出了整改意見,改進后活套日趨穩(wěn)定,保障了生產(chǎn)順利進行。生產(chǎn)工藝的穩(wěn)定性、產(chǎn)品外形尺寸精度及負(fù)公差生產(chǎn)控制精度得到了很好控制,同時也減少了跑鐵事故,降低了生產(chǎn)成本。
參考文獻
[1]袁陽.活套氣動故障原因分析與改進[J].浙江冶金,2002(3):26-27.
[2]黃怡軍.高速線材軋機活套的控制原理及故障分析[J].湖南冶金, 2002(2):34-37.
[3]李燦明,趙剛.高速線材軋機活套套量波動的工藝影響因素及控制方法[J].重型機械科技,2005(4):21-24.
Cause Analysis on Unstable Condition of Loop Control System of Bar Production Line and Improvement
CHENG Hong-ling
(Tianjin Tiantie Zha'er Steel Co., Ltd., Tianjin 300400, China)
AbstractAiming at the problem of unstable condition of loop control system of bar production line in Tianjin Tiantie Zha'er Steel Co., Ltd., the author analyzes the reasons on the said system. Improvement is made in electrical and mechanical aspects, increasing the stability of the loop, ensuring product quality.
Key wordsloop; control system; scanner
作者簡介:程紅苓(1981—),女,本科,主要從事棒線材生產(chǎn)線電器維護、管理與技術(shù)支持工作。
收稿日期:2014- 10- 25修回日期:2014- 11- 20
doi:10.3969/j.issn.1006-110X.2015.02.014
