長尾夾自動裝配系統上料卸料同步裝置研究
2015-03-02 06:25:40熊四昌錢忠杰
機電工程 2015年7期
熊四昌,錢忠杰
(浙江工業大學機械工程學院,浙江杭州310000)
0 引 言
長尾夾由一個彈簧片夾體和兩個較長的尾柄彈簧鋼絲卡構成,其作為一種辦公文具,因體積小巧、夾持力強、使用方便而被廣泛應用。目前國內外還未有長尾夾自動裝配系統。考慮到長尾夾生產附加價值比較低,零件形狀不規則,投入產出比小[1],因而調查發現長尾夾夾體和尾柄的裝配基本采用人工裝配[2]。人工裝配需要大量的工人做簡單的重復勞動,長期裝配會導致手指酸痛,已然成為進一步發展的瓶頸,因此市場大量的需求和生產的不平衡性日益突出,迫切需要改善[3-5]。自2003年~2014年關于長尾夾裝配專利共有17 篇,其中9 篇發明專利,8 篇實用新型[6]。2014年上海理工大學發明的長尾夾裝配裝置也僅是半自動式的裝配機[7],而自動裝配生產線幾乎是空白。由上述情況可以看出,對長尾夾自動化裝配系統的研究很有必要。
本研究提出的裝配方式主要采用可規模化的水平裝配,并對其關鍵結構進行詳細分析,運用西門子S7-200 控制器實現長尾夾的準確、有效裝配。
1 總裝系統的工作原理
長尾夾裝自動裝配機主要由輸送部件子系統、上料卸料子系統、裝配子系統、控制子系統、傳感檢測子系統四大部分組成[8]。其中,輸送部件子系統采用導向法把整列把手及夾體輸入裝配系統,上料卸料子系統包括對夾體的推送夾緊裝置,而推送夾緊裝置則實現未裝配夾體的固定與已裝配夾體的撤除。裝配子系統實現了尾柄與夾體的裝配。最后自動裝配輸出長尾夾。傳感檢測子系統實時檢測裝配過程中出錯情況[9]。其流程如圖1 所示。
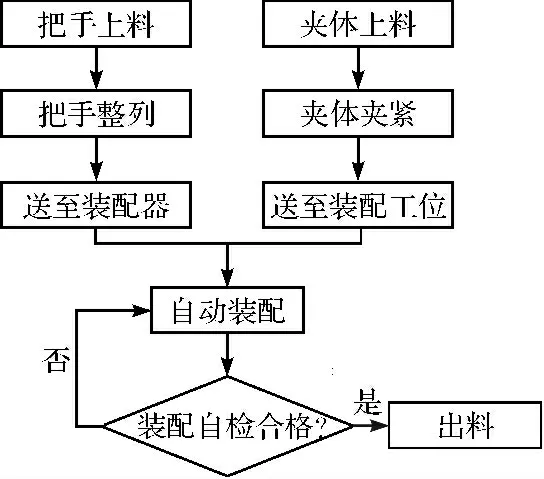
圖1 總體裝配流程圖
2 上料卸料同步裝置的設計
2.1 結構設計
推送夾緊同步裝置的總體結構示意圖如圖2 所示。夾緊機構安裝于氣缸運送軌道上,該軌道實現了上料卸料同步工位至裝配工位的運送。頂開機構通過與夾緊機構中滑塊的配合運動,實現對夾緊機構夾緊和松弛,頂開機構的動力由氣缸提供。
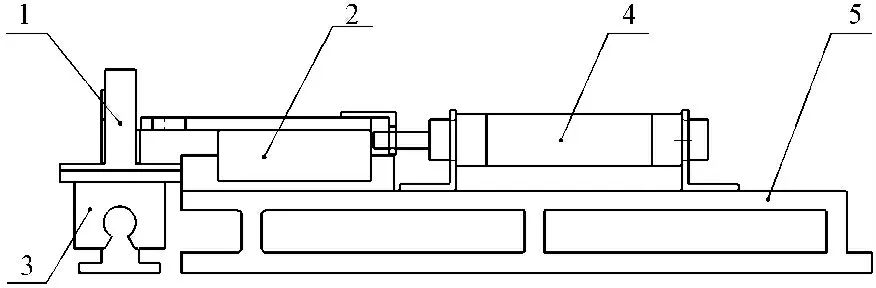
圖2 總體示意圖
上料卸料機構如圖3 所示。該機構為長尾夾自動裝配系統的核心之一,其集上料與卸料一體,利用兩塊推板的前后運動,實現對已裝配長尾夾卸料的同時對待裝配夾體的上料,把裝配系統中兩個步驟合二為一。前推板和后推板通過彈簧片相連,整體可在滑軌上滑行,后推板通過氣缸連接件與氣缸相連,以此驅動上料卸料機構。
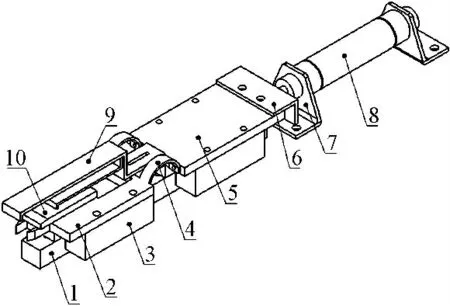
圖3 上料卸料機構
前推板后推板如圖4 所示。前推板前段設計為凹字形,兩塊板之間相互勾連,并有彈簧片兩件在兩板之間,可相對運動,進而控制兩者相對位置。該設計實現當氣缸推動后推板時,由于彈簧片的作用前、后兩塊推板同時運動,以及后推板的繼續運動,完成已裝配夾體的卸料和未裝配夾體的上料。
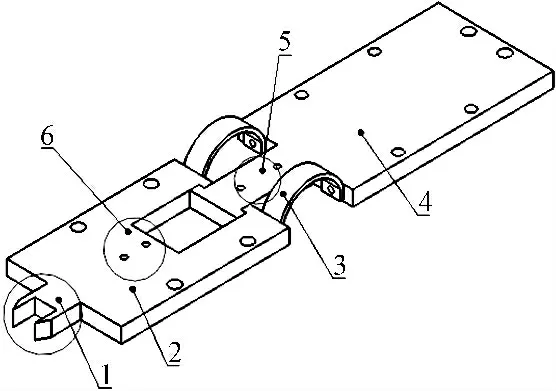
圖4 前推板后推板
上料卸料推桿如圖5 所示。卸料推桿略長于上料推桿,可讓推送機構單步同時完成上料和卸料的動作,使整個推送機構具有機構緊湊、工作效率高的特點。
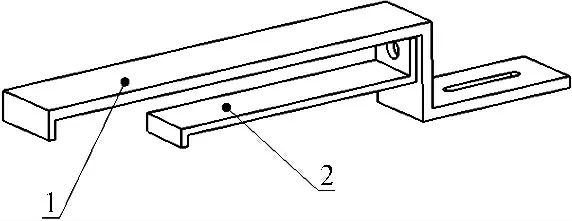
圖5 上料卸料推桿
夾緊機構三維圖如圖6 所示。夾緊機構各部件通過螺紋連接,擋塊、前后擋板以及底板連接形成滑行通道,左右滑塊置于通道內部,可左、右滑移,并通過導桿和彈簧預緊,提供給夾體夾持力。底塊中心設有夾體底臺,用于放置夾體。已裝配好的長尾夾通過貼合的槽被夾持在左、右滑塊以及底臺中。
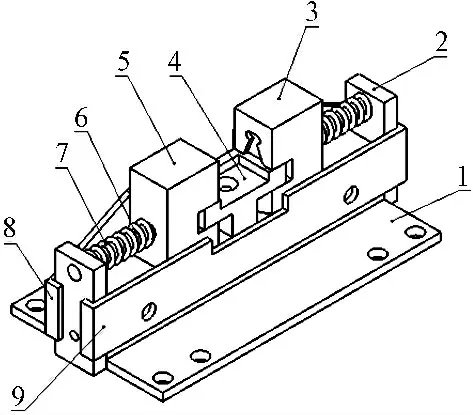
圖6 夾緊機構三維圖
頂開機構頭部部分如圖7 所示。該楔形頭部B是推送機構的前端,當氣缸作用時,將楔形頭部插入左右滑塊與底臺的間隙處,將滑塊頂開,夾緊裝置處于松弛狀態從而讓卸料與上料動作得以有效實現。當氣缸拉動頂開機構向后運動,楔形頭部退回,彈簧作用左、右滑塊重新夾緊,以此完成對夾體的夾緊與松開。
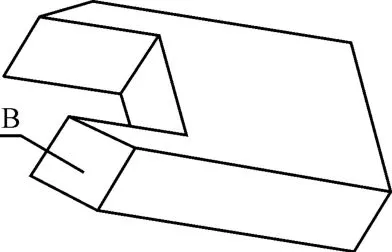
圖7 頂開機構(頭部部分)
2.2 夾緊機構的PLC 控制
控制系統采用上位機和下位機協調控制方式,控制系統通過PPI 協議實現現場控制與遠程管理的運行模式[10]。上位機實時監控整個自動裝配過程運行狀態。下位機為西門子公司的S7-200 系列單片機,與上位機通過PC/PPI 電纜相連,進行數據的傳輸。S7-200系列單片機通過中間繼電器驅動電磁閥,進而控制氣缸的動作。自動夾緊過程的控制總構成如圖8 所示。
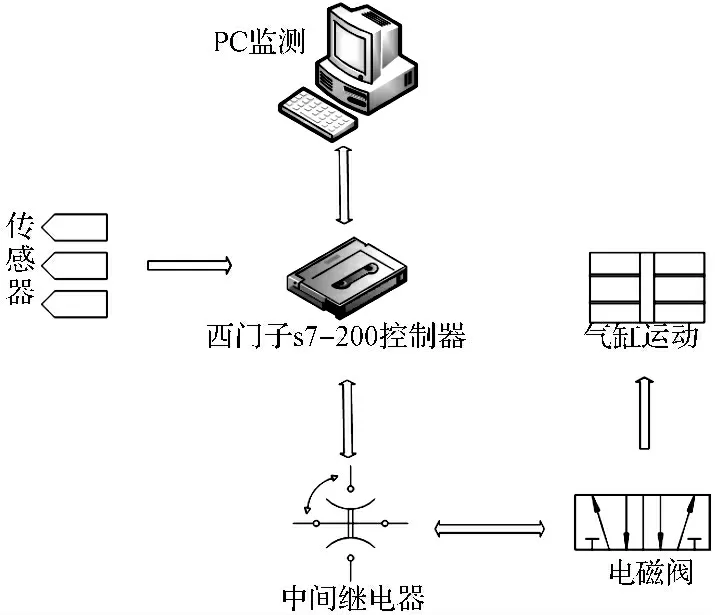
圖8 自動夾緊裝置控制總圖
自動夾緊機構系統上電后,先對整個系統實行復位操作。使所有機構全處于初始位置,而后按下開始開關,系統運行。當夾體夾緊機構運送到位,氣缸伸出,推動頂開機構頂出,使夾緊機構處于松弛狀態,夾體上料,上料到位,氣缸縮回,等待下一次夾體夾緊機構運送到位。系統控制流程圖如圖9 所示。
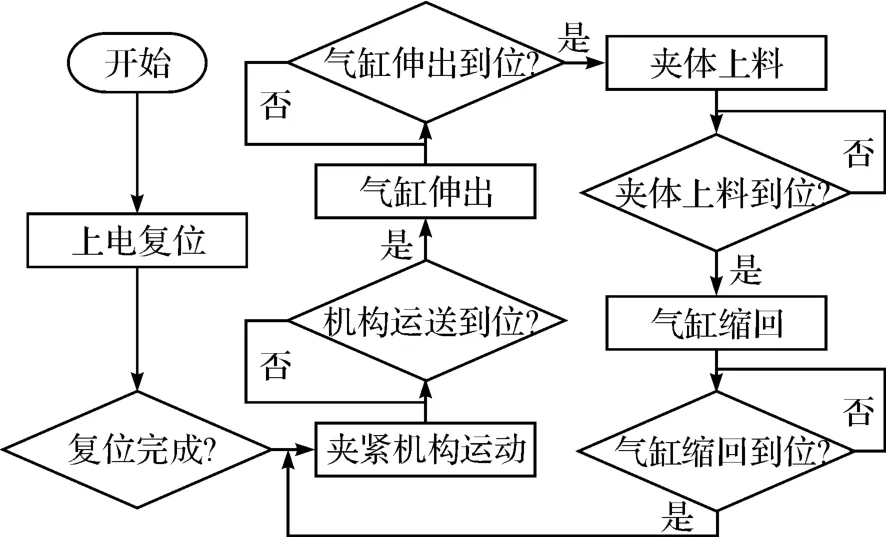
圖9 系統控制流程圖
3 上料卸料同步裝置的仿真
3.1 氣缸運動數學模型的建立
該設計采用的氣缸為雙作用,即有兩個腔室,首先建立模型如圖10 所示。
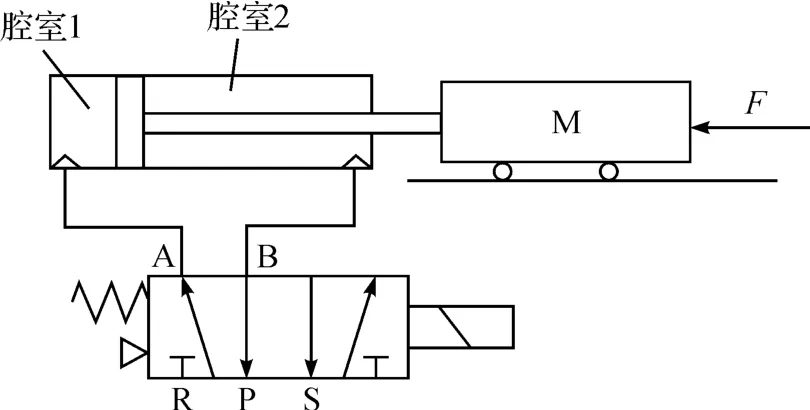
圖10 氣缸動力學建模
根據恒定氣源壓力向有限容積絕熱充氣過程的熱力學分析[11],得出如下能量方程:
kRTSdM=Vdp+kpdV
Qm1=dM/dt
代入可得:

式中:p1—進氣腔1 中的絕對壓力,K—空氣絕熱比,R—干空氣的氣體常數,TS—氣源溫度,Qm1—氣源經進氣通道進入進氣腔1 的質量流量,A1—進氣腔側活塞作用面積,X10—活塞起始坐標,X—活塞位移。
同理可得出排氣腔的方程為:

式中:T2—排氣腔2 中的溫度,;p2—排氣腔2 中的空氣絕對壓力;S—氣缸行程;A2—排氣腔側面活塞面積;X20—活塞終止坐標;Qm2—氣源經進氣通道進入排氣腔2 的質量流量;
根據牛頓第二定律,得活塞運動規律方程:

式中:M—活塞及氣缸驅動機構的質量,F—氣缸推動是所受到的負載。
上述公式中存在Qm1和Qm2,其數值用流量公式計算為:
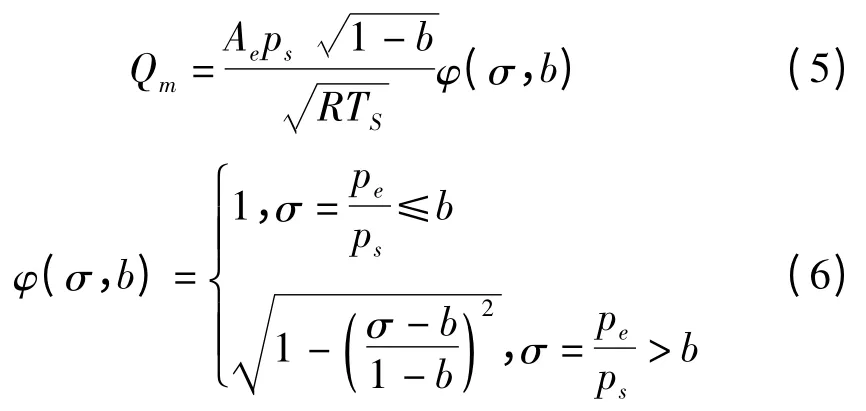
式中:Ae—進、排氣管道系統有效面積,m2;b—臨界壓力比;TS—管系的上游溫度,K;ps,pe—管路的上游壓力和下游壓力,Pa。
3.2 氣缸運動仿真模型建立
上述式(1~6)為氣缸傳動系統的動特性數學模型,將式(5,6)代入式(2,3),隨后在Simulink 平臺上搭建模型[12],對于氣流聲速段和非聲速段的條件選擇,和微分方程的約束條件,都是采用Simulink 平臺上Switch 開關實現的。先給出運動仿真參數如表1所示。

表1 仿真運動參數表
其中,因裝配機構和上料卸料機構的F,M 和推出距離X 不相同,故本研究在計算式區別代入。特別指出p1和p2后標有仿真確定,其意思是p1和p2的值分別賦予101 325~202 650(單位:Pa);101 325~303 975(單位:Pa);101 325~405 300(單位:Pa)等值,再將其代入仿真模型,對比得出的最優值。在此不作對比,直接給出最優值。
對于上料卸料機構,其分為3 個階段,第一階段和第二階段由于前推板和后推板一起向前運動,故M =2.6 kg,而第三階段時,前推板被固定不動,則機構M變為后推板質量,故M=1.5 kg,即:

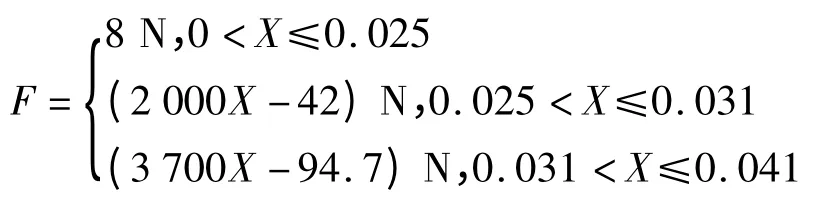
對于負載力,3 個階段各部相同,第一階段0 <X≤0.025,負載力為推動前推板后推板運動的力,安裝在氣缸上后,實測F =8 N,第二階段0.025 <X≤0.031,前推板頂開機構頂入夾緊機構,由靜力分析得出第二階段F 為20 N,此處簡化為F 從8 N 線性上升至20 N。而第三階段0.031 <X≤0.041,靜力學分析得F 最終為57 N,此處依舊簡化F 從20 N 線性上升至57 N,即:
將M 和F 代入仿真模型得出上料卸料氣缸運動特性的仿真圖,即上料卸料氣缸進氣腔1 和排氣腔2的壓力變化曲線如圖11 所示。
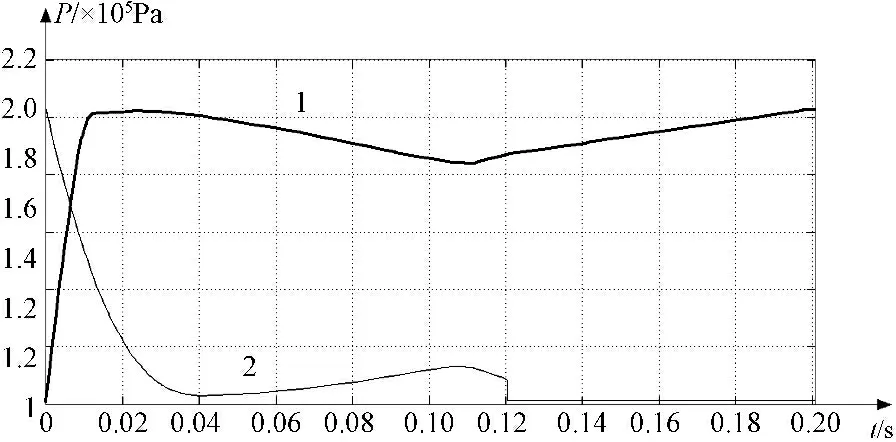
圖11 上料卸料氣缸腔室氣壓曲線(進氣腔1,排氣腔2)
從圖11 中的0.10 s~0.12 s 期間,上料卸料排氣腔的氣壓有所下降,其原因為上料卸料機構運動時,卸料完成后有一定的質量變化和阻力變化,這些變化影響機構的速度,進而最終導致排氣腔1 壓縮速度減小,氣壓下降。上料卸料氣缸活塞位移曲線如圖12 所示。
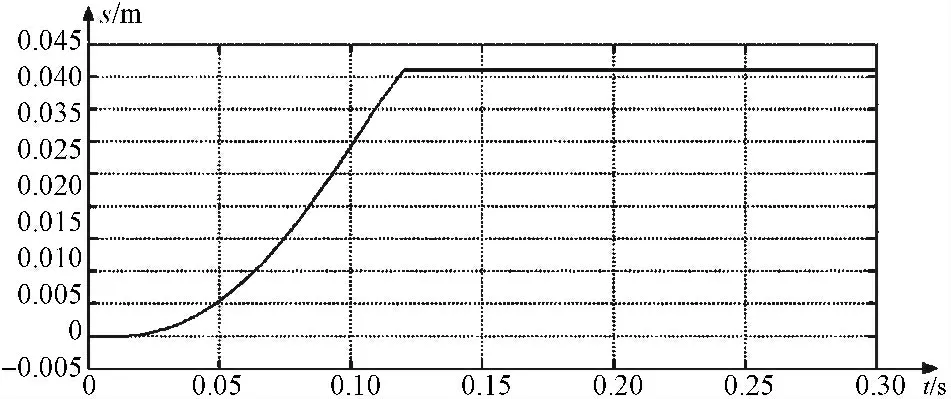
圖12 上料卸料氣缸活塞位移曲線
以上對上料卸料氣缸仿真可知氣缸最大推力F =30 N,氣缸正好推出到位時速度V =0.43 m/s,氣缸氣動至到位的時間為t=0.12 s。
至此仿真完成,得出以下兩個結論:
(1)在工作氣壓為0.2 MPa 的狀態下,上料卸料機構的運動仿真曲線最優(根據推出時間、速度等因素確定)
(2)動態仿真時間和速度表如表2 所示。

表2 動態仿真數據
3.3 上料卸料裝置的效率
根據表2 動態仿真數據顯示的上料卸料機構的推出時間得出的上料卸料機構完成運動的理論用時(此處因氣缸運動速度快,故推出和縮回時間假設相同)如表3 所示。

表3 運動機構的理論用時
實際裝配系統的夾體裝配參考仿真數據,采用工作壓力為0.2 MPa,實驗證明在該壓力驅動下可以實現各個機構的運動。進而由于考慮到機器的穩定性和裝配的正確性,在步驟與步驟之間預留了一定的時間,以便各個步驟運動完全到位,時間的控制可在PLC 程序中調試,并列出實驗數據如表4 所示。
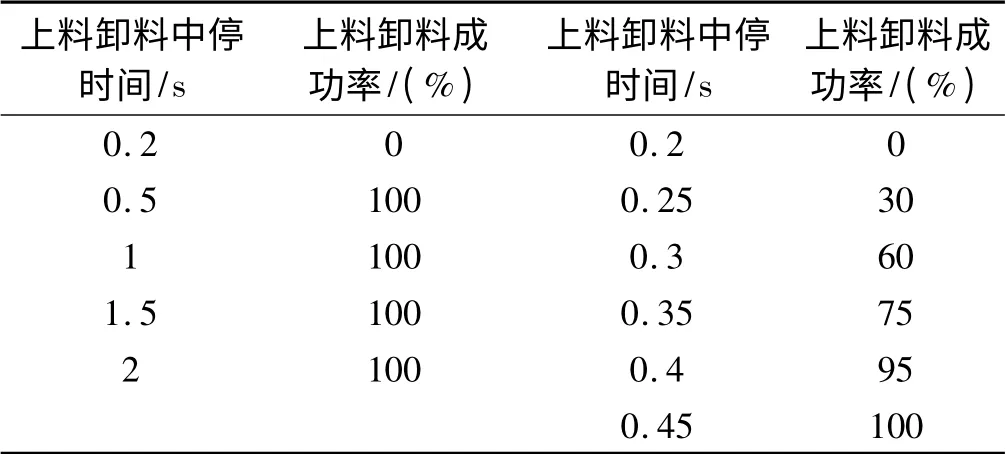
表4 上料卸料中停時間與成功率的關系
從表4 中可以得出預留時間為0.45 s 時已能達到裝配要求,故穩定上料卸料時間為0.693 s。
4 結束語
本研究對水平式長尾夾自動裝配系統中的上料卸料機構進行了設計和研究,創造性地設計了高效率的上料卸料機構,并用Simulink 仿真工具得出在工作氣壓為0.2 MPa 的狀態下,上料卸料機構的運動仿真曲線最優。
實驗結果表明,從原有人工上料卸料提升至80個/min 左右,該水平式上料卸料同步機構大大提升了長尾夾整體裝配速度,并且由于水平的可延伸擴展性,可以將單個裝配機以一個單元的形式與多個裝配機串聯組合形成一個6 組甚至更大的裝配系統。其結構簡單,制造方便,夾持力穩定,失誤率低,可以被有效推廣。
但上料卸料機構還需與其他機構間的相互協調完成整個裝配過程,還需進一步調整并提高設備的制造精度和結構的可靠性。
[1]張雁亭.科技創新引領文具產業加快形成自主知識產權產業集群探究[J].科技創業家,2013(8):175-176.
[2]陳 福,唐偉文.文具產業鏈商業模式研究[J].文體用品與科技,2011(1):14-17.
[3]馬希青,李石妍,李艷嬌,等.機電產品零部件自動裝配方法研究[J].價值工程,2012(33):25-26.
[4]COLLEDANI M,PEDRIELLI G. Integrated virtual platform for manufacturing system design[J]. Procedia CIRP,2013(7):431-436.
[5]HERMANSSON T,BOHLIN R. Automatic assembly path planning for wiring harness installations[J]. Journal of Manufacturing System,2013(32):417-422.
[6]白國振. 長尾夾裝配裝置:中國,201410005092.2[P].2014-04-30.
[7]毛畢偉.長尾夾本體輸送定位機構:中國,201210445719.7[P].2013-02-13.
[8]童魯海,鐘 江.長尾夾自動裝配線的上料裝置[J].輕工機械,2008,26(2):85-87.
[9]熊四昌,毛曉宇.長尾夾自動裝配機夾緊裝置[J].輕工機械,2014,31(1):89-92.
[10]林 豐,何用輝.基于PLC 的自動裝配機控制系統的設計與實現[J].裝備制造技術,2013(4):47-49.
[11]李建藩.氣壓傳動系統動力學[M].廣州:華南理工大學出版社,1991.
[12]宓 莎,高 楓,趙 巖. 基于Matlab 的氣缸運動建模與仿真[J].科技信息,2011(10):131-132.