矩陣法對(duì)焊接接頭硬度值分布的分析研究
2015-03-07 05:40:03李小寶
中國(guó)測(cè)試 2015年7期
褚 峰,李小寶,張 珂,岑 風(fēng)
(江蘇省(沙鋼)鋼鐵研究院,江蘇 張家港 215625)
矩陣法對(duì)焊接接頭硬度值分布的分析研究
褚峰,李小寶,張珂,岑風(fēng)
(江蘇省(沙鋼)鋼鐵研究院,江蘇 張家港 215625)
為解決標(biāo)線法對(duì)50mm厚EQ47調(diào)質(zhì)態(tài)鋼板多層多道焊接接頭維氏硬度測(cè)試的局限性,采用一種矩陣測(cè)試方法,通過對(duì)焊接接頭進(jìn)行詳細(xì)的微區(qū)硬度測(cè)試,并根據(jù)硬度值繪制硬度等值線圖,結(jié)果顯示該方法可以直觀顯示焊接接頭的硬度值分布以及各硬度值區(qū)域所占比例;同時(shí)對(duì)硬度等值線圖上不同硬度值區(qū)域的顯微組織和微區(qū)成分進(jìn)行較深入的分析和研究。結(jié)果表明:不同位置硬度值的差別與顯微組織有關(guān),與元素的分布基本無關(guān),該方法既能定性又能定量進(jìn)行硬度值分布表征,更加有利于對(duì)焊接接頭的組織及力學(xué)性能進(jìn)行分析。
焊接接頭;矩陣法;維氏硬度;標(biāo)線法
0 引 言
焊接接頭的硬度測(cè)試可以直觀地反映經(jīng)過焊接熱循環(huán)后,鋼板焊接熱影響區(qū)的硬化與軟化情況,同時(shí)也能反映出焊縫區(qū)的硬度變化,是焊接接頭力學(xué)性能分析的重要組成部分[1-2]。目前國(guó)內(nèi)外對(duì)于焊接接頭硬度的測(cè)試,大多采用標(biāo)線式直線行排列方法[3-5],但標(biāo)線法測(cè)試數(shù)據(jù)偏少,可能會(huì)漏掉一些重要部位,使得測(cè)量的硬度值無法真實(shí)反映焊接頭硬度分布情況,特別是針對(duì)比較復(fù)雜的接頭,如多層多道焊接頭,前一道次焊縫由于受后續(xù)道次焊接熱循環(huán)的影響,組織不均勻[6-8],采用標(biāo)線法通常只能測(cè)試根焊和蓋面焊的硬度值,反映焊接頭局部區(qū)域硬度分布情況,不具代表性。
鑒于標(biāo)線法客觀存在不足,采用一種矩陣法[9-11],對(duì)焊縫及熱影響區(qū)按照二維陣列的方式進(jìn)行硬度測(cè)試,并通過origin軟件繪制硬度等值線圖,可直觀地觀察焊接接頭代表區(qū)域硬度分布狀況。該方法對(duì)于分析材料組織結(jié)構(gòu)的均勻性、估算材料的強(qiáng)度以及確定正確的熱處理溫度都非常有利。本文分別采用標(biāo)線法和矩陣法對(duì)50mm厚EQ47調(diào)質(zhì)態(tài)鋼板多層多道焊接接頭進(jìn)行了維氏硬度測(cè)試,并對(duì)測(cè)試結(jié)果進(jìn)行對(duì)比分析,且從微觀組織機(jī)理方面研究產(chǎn)生硬度差異分布的原因,可對(duì)相關(guān)檢驗(yàn)人員提供有益參考。
1 試驗(yàn)材料與設(shè)備
50mm厚EQ47調(diào)質(zhì)態(tài)鋼板,化學(xué)成份(質(zhì)量分?jǐn)?shù),%)為0.07C、0.25Si、1.08Mn、0.006P、0.002S、0.03Al、0.015Ti,該鋼板為海工鋼,通常需要焊接成型。本文采用林肯PowerWave 455M/STT多功能氣保焊機(jī),對(duì)50 mm厚EQ47鋼板進(jìn)行焊接,其焊接電流為280 A,電壓為29 V,焊接速度為28 cm/min,焊接熱輸入量為17kJ/cm;焊板坡口為50°單面V型,焊前預(yù)熱80℃,層間溫度≤200℃,焊后緩冷。焊接接頭經(jīng)研磨拋光后,用4%的硝酸酒精溶液腐蝕,以便進(jìn)行組織觀察與硬度測(cè)試。鋼板母材組織及焊接接頭的宏觀金相照片如圖1所示。
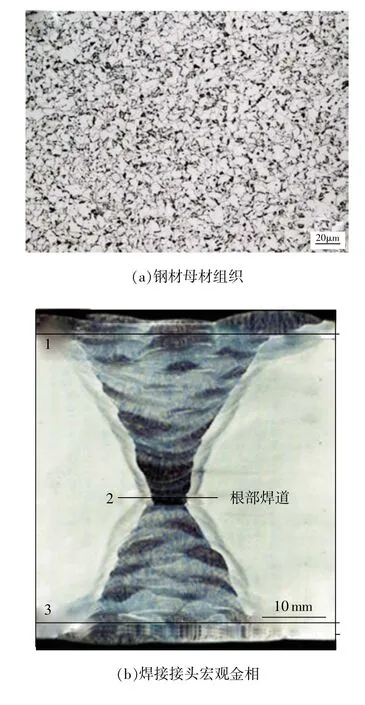
圖1 鋼板母材組織及焊接接頭宏觀金相
EQ47焊接接頭中,焊接熱影響區(qū)范圍窄,組織復(fù)雜多變,因此,對(duì)其硬度測(cè)試通常采用可以直觀反映微區(qū)硬度值的維氏硬度測(cè)試方法。本文硬度測(cè)試設(shè)備采用威爾遜Wilson Tukon 2500全自動(dòng)維氏硬度計(jì),其試驗(yàn)力范圍為0.01~50 kg,綜合了顯微維氏和大部分普通維氏標(biāo)尺,因此既能測(cè)試鑲件、薄片的硬度也能測(cè)試原材料、鑄件的硬度。本文選用HV5的硬度標(biāo)尺對(duì)焊接接頭進(jìn)行硬度測(cè)試,測(cè)試點(diǎn)之間的距離間隔為0.7mm。
顯微組織測(cè)試設(shè)備為蔡司AXIO Z1m Imager金相顯微鏡,該設(shè)備配有馬賽克自動(dòng)拼圖功能,可以完成較大焊接樣宏觀形貌的全景觀察以及不同區(qū)域的顯微組織觀察。
微區(qū)成分測(cè)試設(shè)備為島津EPMA-1610電子探針,面掃描區(qū)域面積約4 mm×3 mm,覆蓋從母材、熱影響區(qū)到焊縫3個(gè)區(qū)域,掃描步進(jìn)6μm。
2 試驗(yàn)結(jié)果分析
2.1標(biāo)線法測(cè)試結(jié)果
參照國(guó)家標(biāo)準(zhǔn)GB/T 2654——2008《焊接接頭硬度試驗(yàn)方法》,采用標(biāo)線法測(cè)試EQ47多層多道焊接接頭的硬度,在距離鋼板表面2mm處以及根部焊道處分別測(cè)試,測(cè)試時(shí)由焊接接頭一側(cè)的母材處開始,間隔0.7mm測(cè)量一個(gè)點(diǎn),直到接頭另一側(cè)的母材位置,母材處測(cè)試3個(gè)值,焊接粗晶熱影響區(qū)硬度值的測(cè)點(diǎn)距離熔合線≤0.5mm,且在測(cè)試點(diǎn)上下位置補(bǔ)測(cè)兩個(gè)點(diǎn),取平均值作為焊接粗晶熱影響區(qū)的硬度值,該方法的示意圖如圖1(b)所示。
圖2為EQ47焊接接頭標(biāo)線法硬度測(cè)試結(jié)果。由圖可知:在焊接熱影響區(qū),熔合線附近的粗晶區(qū)硬度值最高,可達(dá)HV400,隨著與熔合線距離的增加,硬度值逐漸降低,到靠近母材處的臨界區(qū),硬度值則降低到HV370。焊縫區(qū)的硬度值則為HV210~270,母材硬度值為HV235。由此可知,在焊接熱影響區(qū)有明顯的硬化現(xiàn)象。
2.2矩陣法測(cè)試結(jié)果
矩陣法硬度測(cè)試步驟為:1)以焊縫中心和根部焊道為分界線將整個(gè)焊接接頭劃分為4個(gè)對(duì)稱區(qū)域,選取左上1/4區(qū)域?yàn)榇韰^(qū)域進(jìn)行硬度測(cè)試;2)確定橫向和縱向相鄰硬度點(diǎn)的間距均為0.7mm,選用HV5的硬度標(biāo)尺進(jìn)行測(cè)試,并記錄每個(gè)點(diǎn)的硬度值;3)采用origin軟件對(duì)測(cè)試的硬度值進(jìn)行處理,繪制硬度等值線圖。
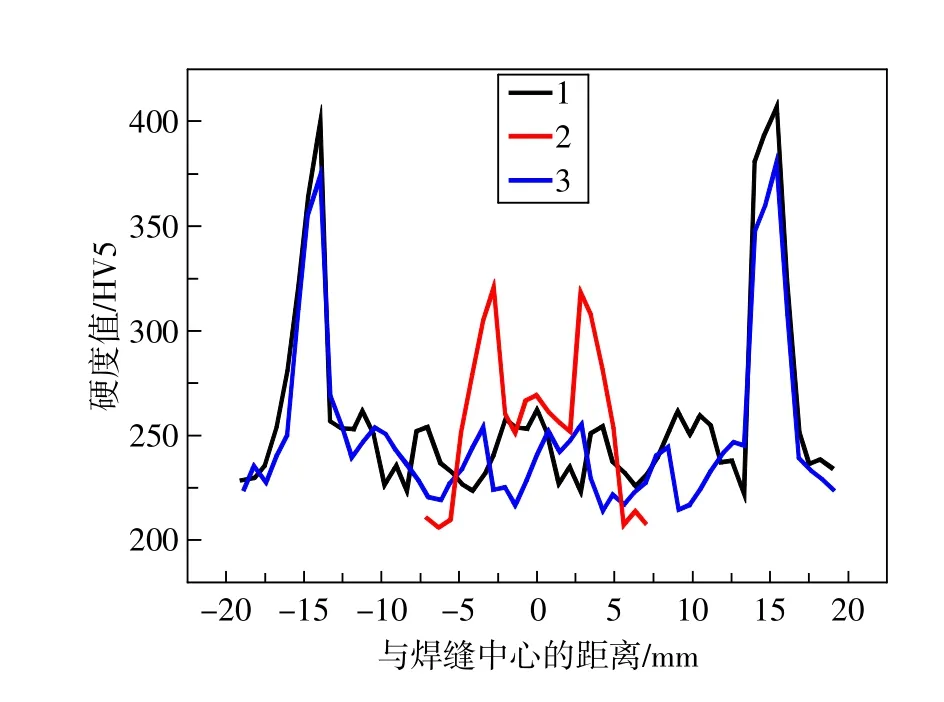
圖2 標(biāo)線法硬度測(cè)試結(jié)果
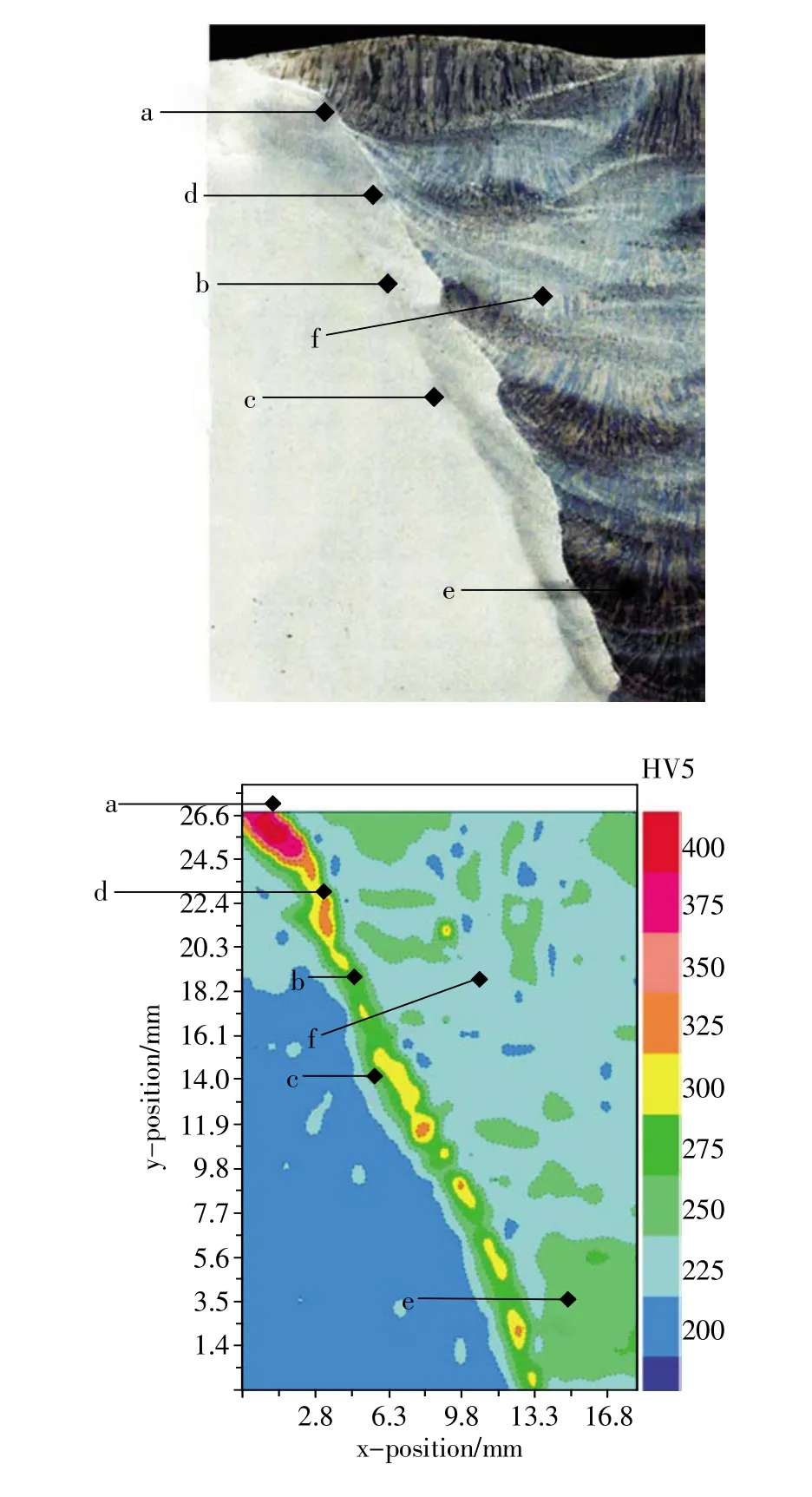
圖3 矩陣法硬度測(cè)試結(jié)果
圖3為矩陣法硬度測(cè)試結(jié)果。由圖可知:1)焊縫、熱影響區(qū)、母材處的硬度值界限明顯,與焊接接頭的低倍宏觀照片各區(qū)域能夠很好地對(duì)應(yīng)上;2)焊縫區(qū)的硬度值主要分布在HV225~275之間,其中大部分區(qū)域?yàn)镠V225~250;3)焊接熱影響區(qū)的硬度值極不均勻,硬度值高的區(qū)域可達(dá)HV400以上,該區(qū)域的范圍很小,位于靠近鋼板表面處,而硬度值低的區(qū)域則低至HV225,位于臨近母材一側(cè);4)母材處的硬度值分布均勻,在HV200~225之間。
在得到焊接接頭硬度值分布的同時(shí),利用photoshop等圖像處理軟件可以得到不同顏色區(qū)域所占的體積百分含量,結(jié)果為大于HV350的區(qū)域0.6%,HV325~350的區(qū)域0.3%,HV300~325的區(qū)域1.8%,HV250~300的區(qū)域18.9%,HV225~250的區(qū)域42.6%,HV200~225的區(qū)域35.8%。
2.3顯微組織分析
從圖3焊接接頭的硬度等值線圖中可以看出,母材、熱影響區(qū)和焊縫各部分中硬度值并不一致,為進(jìn)一步從微觀機(jī)理上分析造成硬度值差異的原因,首先采用光學(xué)顯微鏡對(duì)焊接接頭各區(qū)域的顯微組織進(jìn)行了詳細(xì)表征,其結(jié)果如圖4所示。
結(jié)合焊接接頭宏觀照片及矩陣法硬度測(cè)試結(jié)果分析可知:圖4(a)為未受后續(xù)焊道熱影響的單道次焊接粗晶區(qū),該區(qū)域組織為細(xì)小的貝氏體組織,硬度值為整個(gè)焊接接頭硬度最高的區(qū)域,達(dá)到HV400以上,與母材相比表現(xiàn)出明顯的硬化現(xiàn)象;圖4(b)為焊接熱影響區(qū)中的細(xì)晶區(qū)組織,該區(qū)域的組織主要為鐵素體+珠光體,其硬度值為HV250~300;圖4(c)為焊接熱影響區(qū)中的臨界區(qū)組織,主要為鐵素體+M/A,其硬度值為HV225~250;圖4(d)為臨界粗晶區(qū),是前一道次的粗晶區(qū)與后一道次的臨界區(qū)疊加所形成的,其組織主要為粗大的貝氏體+M/A,該區(qū)域的硬度值為HV325~350;圖4(e)為兩道次焊接粗晶區(qū)疊加形成的焊接粗晶區(qū),其組織類型與單道次焊接粗晶區(qū)組織相同,均為貝氏體,但尺寸較單道次粗晶區(qū)要粗大,因此硬度值相對(duì)要低,為HV300~325;圖4(f)為未受后續(xù)焊道熱影響的單道次焊縫區(qū),該區(qū)域的組織主要為晶界鐵素體+針狀鐵素體,其硬度值為HV250~275;圖4(g)為受后續(xù)焊縫熱影響所形成的焊縫區(qū),其組織主要為多邊形鐵素體,晶粒尺寸比針狀鐵素體略大,因此硬度值略低于單道次焊縫區(qū),為HV225~250。
2.4微區(qū)成分分析
電子探針的波譜面掃描功能具備原位分析樣品微區(qū)的元素組分及二維分布的能力。圖5為在焊接接頭的剖面進(jìn)行掃描,可以看出焊縫中Ni、Si、Mn元素分布較多,而Cr元素幾乎未被檢出,熱影響區(qū)與母材的成分未見明顯差別。圖3焊接接頭的硬度等值線圖顯示熱影響區(qū)的平均硬度高于母材,且部分區(qū)域的硬度值高達(dá)HV400以上,結(jié)合圖4說明熱影響區(qū)的硬度值差異是由于顯微組織發(fā)生了變化,產(chǎn)生了硬度差別的不同相,與該區(qū)域的元素分布基本無關(guān)。

圖4 焊接接頭各不同硬度區(qū)域?qū)?yīng)的顯微組織照片
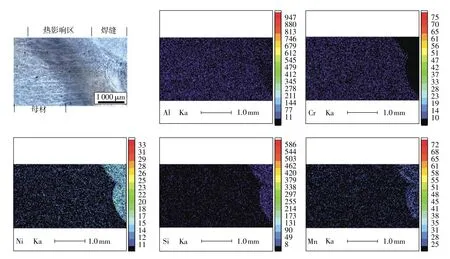
圖5 電子探針波譜面掃描結(jié)果
通過測(cè)試方法的比較,采用國(guó)標(biāo)標(biāo)線法對(duì)焊接接頭的硬度分析,可以快速直觀的了解到焊接接頭中母材、熱影響區(qū)、焊縫區(qū)的硬度分布趨勢(shì),并且能夠快速判定焊接熱影響區(qū)是否有硬化(或軟化)的現(xiàn)象發(fā)生,但由于測(cè)試位置少,因而可能會(huì)遺漏一些重要位置的硬度值,并且對(duì)于硬度測(cè)試中出現(xiàn)的偶然現(xiàn)象也不能有效排除;而采用矩陣法分析,則可以全面有效地對(duì)焊接接頭的硬度值分布進(jìn)行分析,不僅可以表征出焊接接頭中詳細(xì)的硬度值分布情況,而且對(duì)于各硬度值區(qū)域所占比例也能進(jìn)行初步的定量表征,即可以表征出焊接接頭中各不同組織類型所占比例。同時(shí),由于測(cè)點(diǎn)較多,可以有效避免測(cè)試中的偶然現(xiàn)象,減小測(cè)試誤差,但該方法的缺點(diǎn)在于測(cè)試點(diǎn)較多,所需測(cè)試時(shí)間較長(zhǎng)。
通過對(duì)母材、熱影響區(qū)和焊縫3個(gè)區(qū)域的金相顯微組織和微區(qū)成分分析,可以發(fā)現(xiàn)這些區(qū)域不同位置硬度值的差別與顯微組織有關(guān),與元素的分布基本無關(guān)。
3 結(jié)束語(yǔ)
利用矩陣法對(duì)EQ47焊接接頭進(jìn)行了硬度測(cè)試,與國(guó)內(nèi)常用的標(biāo)線法進(jìn)行了比較,并對(duì)產(chǎn)生硬度值差異的原因進(jìn)行了深入分析,可得出以下結(jié)論:
1)國(guó)標(biāo)標(biāo)線法僅適合于判定焊接接頭是否有硬化(或軟化)現(xiàn)象以及顯示焊接接頭中母材、焊接熱影響區(qū)、焊縫區(qū)的硬度值分布趨勢(shì),測(cè)試結(jié)果精確度不夠且可能會(huì)遺漏一些重要位置的硬度信息。而矩陣法硬度測(cè)試區(qū)域大,覆蓋范圍廣,結(jié)果可詳細(xì)反映焊接接頭中各區(qū)域的硬度分布,適用于對(duì)焊接接頭進(jìn)行詳細(xì)的組織及力學(xué)性能分析。
2)矩陣法硬度測(cè)試能得到詳細(xì)的硬度等值線圖,可清晰顯示不同位置的硬度值分布,結(jié)合圖像定量分析軟件還可得出較準(zhǔn)確的各金相組織的含量比例,是一種既能定性又能定量進(jìn)行硬度值分布表征的測(cè)試方法。
3)對(duì)焊接接頭母材、熱影響區(qū)和焊縫區(qū)域的金相顯微組織和微區(qū)成分進(jìn)行研究分析,結(jié)果顯示這些區(qū)域不同位置硬度值的差別與顯微組織有關(guān),與元素的分布基本無關(guān)。
[1]李鐵龍,楊新岐,王振山.AZ80鎂合金攪拌摩擦焊縫硬度性能分析[J].熱加工工藝,2013,42(9):201-204.
[2]譚兵,張海玲,陳東高,等.30CrNi3MoV鋼單/雙絲焊縫組織與性能研究[J].兵器材料科學(xué)與工程,2009,32(3):65-68.
[3]GB/T 2654—2008焊接接頭硬度試驗(yàn)方法[S].北京:中國(guó)標(biāo)準(zhǔn)出版社,2008.
[4]李國(guó)成,王為良.固溶處理對(duì)S31803雙相鋼板焊接接頭力學(xué)性能的影響[J].熱加工工藝,2010,39(14):179-180.
[5]農(nóng)琪,謝業(yè)東.Al-Mg-Si鋁合金6061焊接接頭組織軟化與強(qiáng)化機(jī)理[J].金屬鑄鍛焊技術(shù),2012,41(9):148-150.
[6]楊東杰,胡連海,黃堅(jiān),等.船用E級(jí)鋼厚板CO2激光多層焊接工藝與組織[J].熱加工工藝,2010,39(19):152-155.
[7]陸雪冬,岑越,王歡,等.多層多道焊接DH40船用鋼接頭組織及力學(xué)性能[J].焊接學(xué)報(bào),2013,34(2):79-83.
[8]李軼非,王梁,吳健棟,等.NiCrMoV耐熱鋼貝氏體焊縫韌性薄弱區(qū)的確定[J].機(jī)械工程學(xué)報(bào),2013,49(4):83-88.
[9]Munro C.Analysis of laser-metal active gas hybrid weldments of HSLA-65 steel-macroscopic,microstructural and hardness evaluations[M].Canada:Technical Memorandum DRDC Altantic TM,2009:11-15.
[10]Song K K,Pauly S,Zhang Y,et al.Significant tensile ductility induced by cold rolling in Cu47.5Zr47.5Al5bulk metallic glass[J].Intermetallics,2011(19):1394-1398.
[11]Edwards P D,Ramulu M.Investigation of microstructure,surface and subsurface characterizstics in titanium alloy friction stir welds of varied thicknesses[J].Science and Technology of Welding and Joining,2009,14(5):476-483.
Analysis study of hardness value distribution in welded joints by matrix method
CHU Feng,LI Xiaobao,ZHANG Ke,CEN Feng
(Institute of Research of Iron and Steel,Shasteel,Zhangjiagang 215625,China)
To avoid the limitation of Vickers hardness test on the multi-layer multi-pass welded joints of 50mm thick EQ47 QT steel plates by marking method,this study adopts the matrix method to test the micro area hardness of welded joints in detail and draw the hardness value isogram.The results show that this method can directly show the hardness value distribution of welded joints and the proportion of each hardness value range by means of the hardness value isogram;besides,a deep analysis has been carried out on the microstructure and micro area compositions in different hardness value areas on the hardness value isogram,and the research results show that the hardness value in different locations are relevant to the microstructure,irrelevant to the element distribution.Matrix method is a comprehensive hardness testing method,which can not only characterize hardness distribution quantitatively and qualitatively,but also benefit the structure and mechanical property analysis of welded joints.
welded joints;matrix method;vickers hardness;marking method
A
:1674-5124(2015)07-0028-05
10.11857/j.issn.1674-5124.2015.07.007
2014-09-10;
:2014-11-18
褚峰(1991-),男,江蘇張家港市人,助理工程師,主要從事鋼鐵檢測(cè)工作。
猜你喜歡
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2022年3期)2022-03-16 05:55:08
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
當(dāng)代陜西(2021年2期)2021-03-29 07:41:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
中國(guó)塑料(2016年3期)2016-06-15 20:30:00
中國(guó)科技博覽(2016年2期)2016-04-25 20:32:39
小學(xué)生導(dǎo)刊(2016年34期)2016-04-11 00:49:44
電測(cè)與儀表(2015年5期)2015-04-09 11:30:52
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
