預(yù)熱溫度對灰鑄鐵表面激光熔覆鎳基涂層組織與性能的影響
2015-03-07 05:37:57閆世興董世運徐濱士王玉江任維彬方金祥
材料工程 2015年1期
關(guān)鍵詞:界面
閆世興,董世運,徐濱士,王玉江,任維彬,方金祥
(裝甲兵工程學(xué)院 裝備再制造技術(shù)國防科技重點實驗室,北京 100072)
?
預(yù)熱溫度對灰鑄鐵表面激光熔覆鎳基涂層組織與性能的影響
閆世興,董世運,徐濱士,王玉江,任維彬,方金祥
(裝甲兵工程學(xué)院 裝備再制造技術(shù)國防科技重點實驗室,北京 100072)
采用CO2激光器在HT250基體上分別以不同預(yù)熱溫度制備NiCuFeBSi合金熔覆層,研究基體預(yù)熱溫度對白口組織控制、結(jié)合界面元素分布及抗拉強度的影響。結(jié)果表明:提高預(yù)熱溫度,有利于降低半熔化區(qū)白口化趨勢,白口組織呈斷續(xù)分布,但也導(dǎo)致熔覆層稀釋率增大,更多基體Si,P雜質(zhì)元素稀釋進入熔池形成雜質(zhì)相。拉伸實驗表明:熔覆層抗拉強度遠大于HT250,熔覆層斷裂機制為解理與準解理混合型斷裂。觀察發(fā)現(xiàn)NiCuFeBSi合金激光熔覆層凝固后晶粒內(nèi)部存在大量位錯線并交叉纏結(jié)形成亞結(jié)構(gòu),進一步細化了晶粒,有利于提高熔覆層的強度與性能。最終獲得NiCuFeBSi合金熔覆層在HT250基體上的最佳溫度為室溫30℃。
激光熔覆;灰鑄鐵;預(yù)熱溫度;白口組織;抗拉強度
灰鑄鐵具有鑄造性能好、成本低、容易切削加工等優(yōu)點,在鑄造行業(yè)中被廣泛應(yīng)用于制造裝備零部件,如發(fā)動機缸體、缸蓋、軋機牌坊、機床等[1-3],但灰鑄鐵因強度低、基本無塑性的特點,在零件的鑄造和使用過程中,局部常常出現(xiàn)縮松、裂紋等缺陷,導(dǎo)致鑄件整體報廢[4,5],對失效灰鑄鐵件修復(fù)目前多采用焊補方式。而激光熔覆技術(shù)憑借較高的能量密度,較小的熱輸入和基體變形尤其適合修復(fù)鑄鐵件,但由于熔池極冷也帶來了熔覆層的開裂、氣孔、界面白口組織等問題[6,7]。激光熔覆再制造灰鑄鐵件的材料包括鐵基合金(如FeNiCrBSi系合金)、鈷基合金(如Stellite系合金)、鎳基合金(如NiCrBSi系合金)及銅基合金粉末(CuSnP系合金)[8,9]。這些合金在成形方面的區(qū)別表現(xiàn)為激光熔覆層及結(jié)合界面組織的白口化程度不同[10]。由于Ni,Cu均為強石墨化元素,而Fe為白口化元素[11,12],因此,在極大熔池冷卻速率條件下,鎳基、銅基合金熔池可有效阻隔鑄鐵基體C元素擴散,抑制熔覆層及結(jié)合界面白口組織生成,從而提高熔覆層抗裂性[13]。而鐵基合金易于在熔覆層與結(jié)合界面生成Fe3C白口組織,增大熔覆層脆性,降低其抗開裂性能。
抑制熔覆層及結(jié)合界面白口組織生成極為重要,對于堆積成形再制造時,有效抑制打底層(第一層)組織白口化可以為后續(xù)堆積熔覆層提供低脆性基底,有利于提高堆積熔覆層整體抗開裂性能。同時,在合理選材基礎(chǔ)上,配合適當(dāng)?shù)臒崽幚砉に嚳蛇M一步降低熔覆層開裂敏感性,而基體的預(yù)熱處理對熔覆層抗開裂性能影響顯著。
本工作采用一種鎳銅基合金(NiCuFeBSi合金)進行激光熔覆實驗,分析基體預(yù)熱工藝對白口組織控制的影響。通過測試界面附近元素分布,探討激光熔覆過程中熔覆合金與基體元素互擴散規(guī)律,分析基體預(yù)熱溫度對元素擴散影響;并通過拉伸實驗測試基體30℃條件下熔覆層與基體的抗拉強度,研究基體預(yù)熱工藝對NiCuFeBSi合金激光熔覆修復(fù)灰鑄鐵件的組織與性能的影響。
1 實驗材料與方法
實驗所用激光熔覆材料為NiCuFeBSi合金粉末,粒度為-140~+325目。基體材料為HT250,組織為珠光體、石墨及少量游離鐵素體。石墨形態(tài)主要為片狀A(yù)型/B,石墨長度為4~6級。兩種材料成分如表1所示。

表1 熔覆材料與基體成分(質(zhì)量分數(shù)/%)
采用電磁感應(yīng)加熱器對HT250基體進行預(yù)熱,溫度分別為30,200,300,400℃和500℃,然后采用大功率CO2激光器在HT250基材上成形NiCuFeBSi合金熔覆層。送粉方式為氣動側(cè)向同步送粉,工藝參數(shù)如下:激光功率5.5kW,掃描速率10mm/s,送粉量15.4g/min,光斑直徑5mm,送粉載氣流量150L/h,熔覆后試樣采用石棉毯包覆,緩冷至室溫。
對成形試樣沿熔覆層截面方向線切割,研磨拋光,采用王水溶液腐蝕20min,利用SEM觀察熔覆層內(nèi)部及結(jié)合界面附近組織。切取凝固后的熔覆層試樣,經(jīng)研磨、離子減薄制備φ3mm的TEM分析試樣,采用TEM觀察熔覆層晶粒內(nèi)部亞結(jié)構(gòu)形態(tài);采用X射線衍射儀分析不同基體預(yù)熱溫度的熔覆層物相組成。采用EDS測量熔覆層結(jié)合界面兩側(cè)元素的分布,進而分析元素擴散規(guī)律。
為評價NiCuFeBSi合金激光熔覆層與HT250兩種材料之間對接結(jié)合強度,同時獲得開裂位置,從而為實際激光熔覆應(yīng)用提供強度設(shè)計依據(jù),故設(shè)計了拉伸實驗。拉伸試樣為板件3類,包括HT250試樣、NiCuFeBSi合金試樣及二者的對接試樣,試樣如圖1所示,對接試樣中心部位(5mm×2.5mm×1.5mm)為堆積成形NiCuFeBSi合金,其余部位材料為HT250。實驗設(shè)備為9INSTRON型萬能試驗機,加載變形速率為0.5mm/min。
2 結(jié)果與討論
2.1 預(yù)熱溫度對白口組織影響
圖2為基體溫度30℃和500℃的熔覆層底部橫截面組織,可見,兩種不同預(yù)熱溫度條件下成形NiCuFeBSi熔覆層結(jié)合界面處均出現(xiàn)了白口組織,基體溫度30,500℃熔覆層白口組織寬度分別為40μm和60μm。但基體溫度30℃的熔覆層白口組織沿界面連續(xù)帶狀分布,完全隔絕了熔覆層與基體。而基體溫度500℃熔覆層白口組織則呈現(xiàn)斷續(xù)狀分布特征,基體與熔覆層組織在半熔化區(qū)出現(xiàn)了交叉分布,可見提高基體預(yù)熱溫度雖然也會出現(xiàn)白口組織,但避免了連續(xù)白口出現(xiàn),從而有利于降低界面脆性。然而預(yù)熱溫度對熔覆層的影響,還需從其他方面進行綜合評估。
由圖2可見,兩種熔覆層組織在底部均為柱狀晶,向熔覆層內(nèi)部演變?yōu)榻徊鏄渲А嵊绊憛^(qū)基體組織可觀察到石墨團結(jié)構(gòu),根據(jù)冷卻速率條件,該處組織為石墨+珠光體的共晶團相變轉(zhuǎn)化的石墨+馬氏體+屈氏體混合組織。
圖3所示為基體溫度30℃和500℃的NiCuFeBSi合金激光熔覆層半熔化區(qū)顯微組織,半熔化區(qū)的組織為簇狀分布Fe3C+層片極細小致密的屈氏體組織(T)+片狀石墨組織(G)和[Ni,Cu]固溶體等互相融合的組織。半熔化區(qū)石墨分布形式有3種:一部分進入熔池的石墨已發(fā)生熔解,分解的小石墨片隨熔池對流運動遷移至熔池底部(圖3(b));一部分凝固于半熔化區(qū)內(nèi),形成了半熔化區(qū)硬質(zhì)Fe3C相與軟質(zhì)石墨混合特征,F(xiàn)e3C相硬脆幾乎無延展性,而石墨相極軟,強度極低,該混合組織極易導(dǎo)致在此處萌生裂紋;其余未熔化石墨分布于熱影響區(qū)內(nèi),但作為“碳庫”,熔覆層極冷時該處石墨將向周圍擴散碳原子,導(dǎo)致周圍區(qū)域碳含量過飽和,發(fā)生馬氏體(M)轉(zhuǎn)變。
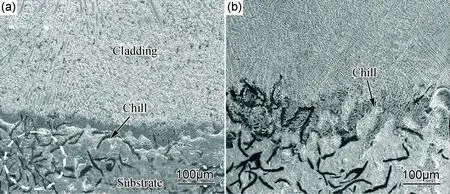
圖2 NiCuFeBSi合金激光熔覆層與基體顯微組織 (a)30℃;(b)500℃Fig.2 Microstructures of NiCuFeBSi alloy cladding layer and substrate at different preheating temperatures (a)30℃;(b)500℃
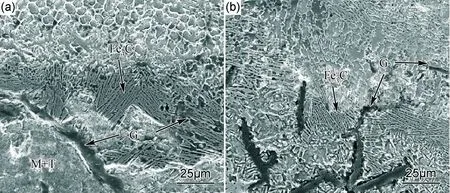
圖3 半熔化區(qū)顯微組織 (a)30℃;(b)500℃Fig.3 Microstructures in semi-molten zone at different preheating temperatures (a)30℃;(b)500℃
由圖2,3對比可見,基體溫度為30℃的熔覆層以細小交叉樹枝晶為主,少量粗大柱狀晶分布在界面附近;而基體溫度為500℃的熔覆層則以粗大柱狀晶為主,晶體尺寸明顯大于基體溫度為30℃的熔覆層。這是由于不同基體溫度的熔覆層凝固過程中的過冷度差異所致,過冷度取決于熔覆層的冷卻速率,冷卻速率越大,過冷度越大,晶粒越細小。根據(jù)熔池凝固過程的傳熱公式[14]:
(1)
式中:r0為熔覆層內(nèi)某點距凝固界面的垂直距離;q/v為激光熔覆線能量;t為冷卻時間;λ,α為系數(shù)。r0=0時,此處為熔覆層內(nèi)凝固界面,由式(1)對冷卻時間t進行微分,得:
(2)
(3)
式中:T為熔池溫度;T0為基體初始溫度。
由式(3)可見,基體溫度升高時,熔池凝固時冷卻速率呈二次方衰減,根據(jù)冷速與晶粒尺寸Hall-Petch關(guān)系公式[15]可知,預(yù)熱溫度30℃的熔覆層晶粒尺寸遠比預(yù)熱溫度500℃時細小。
圖4所示為預(yù)熱溫度為30,300℃和500℃熔覆層的XRD圖譜,物相主要為[Ni,Cu]固溶體和Cu2.76-Ni1.84Si0.4金屬間化合物,以及少量的(Cu0.2Ni0.8)O氧化物和Ni0.2Cu0.2Fe1.6P金屬間化合物。可見隨著基體預(yù)熱溫度升高,熔覆層主相[Ni, Cu]固溶體衍射峰強度降低,含量呈減少趨勢,且由于熔覆層稀釋率增大,大量的Si,P擴散進入熔覆層,在[Ni,Cu]固溶體間隙伴隨出現(xiàn)了Cu2.76Ni1.84Si0.4和Ni0.2Cu0.2Fe1.6P金屬間化合物,溫度越高,該相越多。而(Cu0.2Ni0.8)O金屬氧化物在熔覆層內(nèi)含量則受預(yù)熱溫度影響不大。

圖4 不同基體預(yù)熱溫度熔覆層XRD圖譜Fig.4 XRD patterns of the clad layers at different substrate preheating temperatures
2.2 預(yù)熱溫度對元素擴散影響
采用金相顯微鏡對基體預(yù)熱溫度分別為30,200,300,400℃和500℃的熔覆層橫截面進行顯微測量,采用OM3金相分析軟件測量熱影響區(qū)寬度,熔覆層高度以及深度,計算稀釋率(深度/深度+高度)。圖5所示為稀釋率、熱影響區(qū)寬度與預(yù)熱溫度關(guān)系。
由圖5可見,其他工藝條件不變時,隨著基體預(yù)熱溫度的升高,熔覆層的稀釋率呈遞增趨勢,由29%增至75%;而基體熱影響區(qū)寬度則呈現(xiàn)下降趨勢,由450μm降至193μm。基體預(yù)熱溫度越高,作用于基體表面的激光照射熱量與基體自身熱量的累加值越大,基體熔化體積越大,使基體熔深的固液界面前沿在深度方向上推進,導(dǎo)致熔深增大,而單位時間進入熔池的粉末量未變,導(dǎo)致熔覆層的稀釋率增大;另一方面,基體預(yù)熱溫度越高,熱影響區(qū)溫度梯度越小,熱影響區(qū)寬度下降,熱作用導(dǎo)致基體組織的馬氏體或屈氏體相變范圍變窄,即硬化區(qū)減小,有利于提高熱影響區(qū)的抗拉強度。選擇基體預(yù)熱溫度30℃和500℃的熔覆層作為研究對象,在熔覆層底部垂直于結(jié)合界面方向進行元素成分的EDS線掃描分析,測試元素為O,F(xiàn)e,Ni和Cu,測試部位及分析結(jié)果如圖6所示。

圖5 不同基體預(yù)熱溫度熔覆層稀釋率及熱影響區(qū)寬度Fig.5 Dilution rate and HAZ width of clad layer at different substrate preheating temperatures
由圖6(a)可見,結(jié)合界面兩側(cè)元素含量波動較為劇烈的為Fe,Ni,Cu,尤其在半熔化區(qū),F(xiàn)e在半熔化區(qū)含量較高,進入熔覆層后呈遞減趨勢;熔覆層內(nèi)Ni也大量滲入半熔化區(qū),而Cu在半熔化區(qū)分布較少,證明Cu向基體擴散能力相對較弱。界面兩側(cè)O含量變化幅度較小。由圖6(b)可見,由于預(yù)熱溫度的升高,各元素在半熔化區(qū)內(nèi)變化幅度較小,基體中Fe大量擴散進入熔覆層,在界面兩側(cè)240μm范圍內(nèi)含量差異較小;而Ni,Cu擴散進入半熔化區(qū)的含量相對于圖6(a)較少,O元素在基體中較多,熔覆層內(nèi)較少。
分析界面元素分布變化原因,基體的稀釋率波動是主要因素;溫度越高,稀釋率越大,進入熔池內(nèi)部的基體元素越多。另一方面,由圖6可見,基體進入熔池內(nèi)部的Fe元素越過界面一側(cè)后立即呈現(xiàn)均勻分布,顯然在熔覆層極大的冷卻速率下除了元素的擴散作用外,熔池界面附近還存在強烈的熔液對流傳質(zhì)運動,使進入熔池的基體元素迅速均勻化,綜合作用形成該界面元素分布形式。
2.3 拉伸性能
根據(jù)圖5結(jié)果,為減小基體熱影響區(qū),避免出現(xiàn)較寬的基體組織淬硬區(qū),從而最大程度反映熔覆合金與灰鑄鐵基體的對接結(jié)合強度。在基體最佳溫度30℃條件下成形了NiCuFeBSi合金與HT250的對接試樣,測試NiCuFeBSi合金、HT250及對接試樣室溫條件下(30℃)的拉伸性能。
圖7所示為獲得的拉伸應(yīng)力-位移曲線,可見NiCuFeBSi合金的抗拉強度最大,約為648MPa,而NiCuFeBSi合金與HT250的對接試樣抗拉強度最低,僅為165MPa。對接試樣抗拉強度相對于HT250基體強度222MPa下降了25.6%。由圖7可見,HT250試樣與對接試樣拉伸曲線均無屈服點,試樣伸長率小于3%,呈現(xiàn)典型的脆性斷裂特征,而NiCuFeBSi合金試樣拉伸曲線的屈服點也不明顯,但斷裂前發(fā)生了少量的塑性變形,伸長率為4.2%,其斷裂形式為脆性斷裂為主,伴隨著較小塑性變形。觀察發(fā)現(xiàn),NiCuFeBSi合金激光熔覆層與HT250的對接試樣斷口出現(xiàn)在基體熱影響區(qū)處。這表明對接試樣的強度受激光能量對基體熱影響顯著。這是由于堆積過程中反復(fù)的能量累積效應(yīng)擴大了基體的熱影響區(qū)范圍,使熱影響區(qū)部位原始珠光體+鐵素體組織發(fā)生馬氏體+屈氏體相變,導(dǎo)致熱影響區(qū)強度明顯低于HT250基體,從而拉伸時首先在此部位萌發(fā)裂紋。

圖6 熔覆層與基體結(jié)合界面處主要元素線分布 (a)30℃;(b)500℃Fig.6 Elements distribution in the interface between clad layer and substrate (a)30℃;(b)500℃
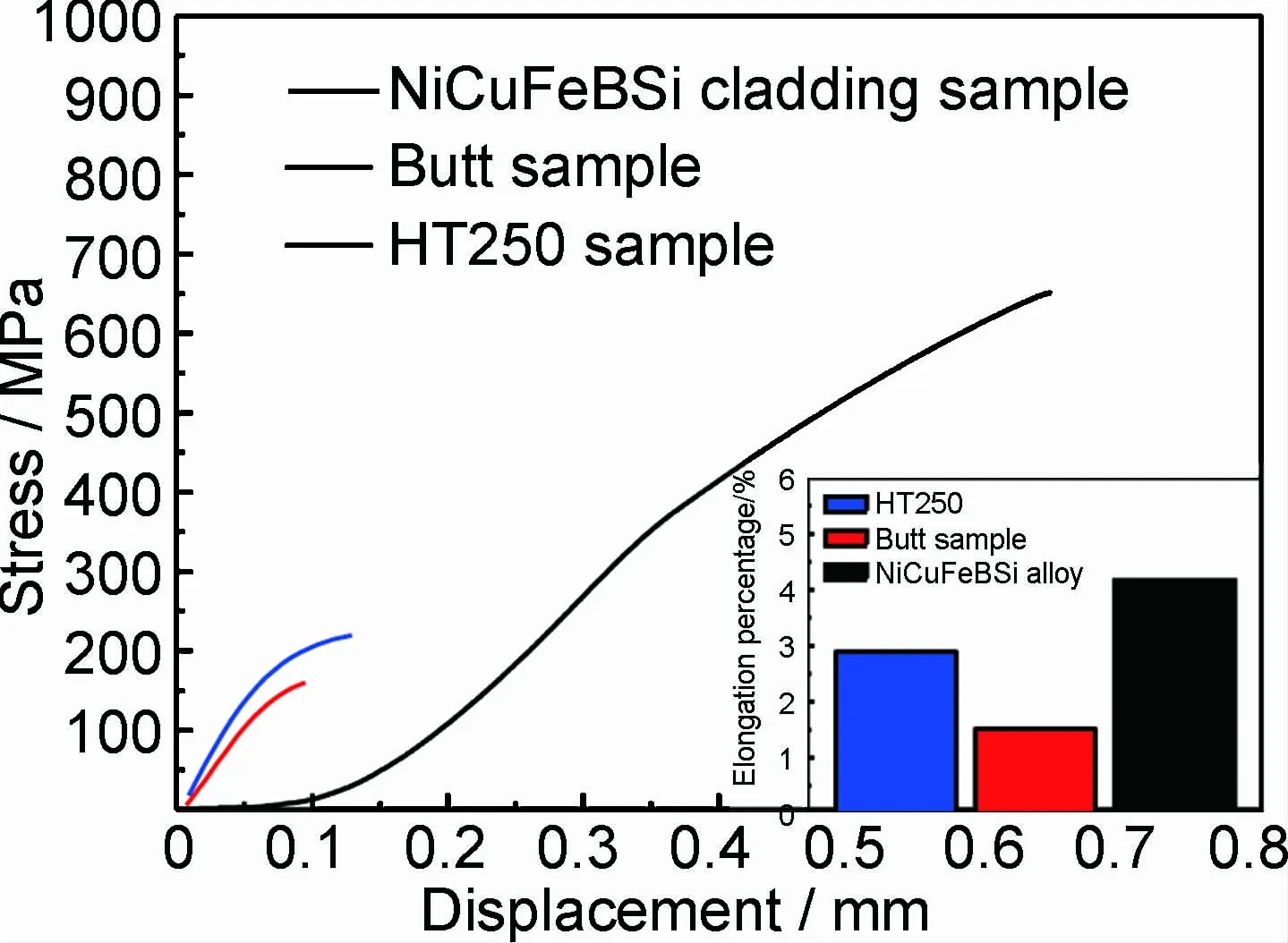
圖7 NiCuFeBSi合金熔覆層、HT250及二者對接試樣的拉伸曲線與伸長率Fig.7 Tensile curves and elongation percentage of NiCuFeBSi, HT250 and its butt samples
圖8為NiCuFeBSi合金熔覆層的斷口顯微形貌,可見拉伸斷裂機制為以解理斷裂為主、解理與準解理混合。斷口特征包含兩部分:一是白色條紋帶上的少量韌窩,體現(xiàn)斷裂的過程中一些韌性斷裂特征;另一部分為白色條紋帶兩側(cè)的晶面有河流花樣,是脆性斷裂的特征。
由于堆積熔覆層內(nèi)部主要由細小的交叉樹枝晶構(gòu)成,如圖2所示,故斷裂過程中的裂紋擴展是以撕裂枝晶一系列晶軸進行的(圖8(b)中虛線所示),從圖8(b)中可清晰觀察到主斷面上撕裂的枝晶晶軸,在晶軸斷面上分布著羽毛狀撕裂痕,且沿枝晶晶界分布著微裂紋,呈現(xiàn)脆性斷裂特征(圖8(a))。故可判斷合金的斷裂形式為穿晶脆性斷裂。
2.4 熔覆層晶內(nèi)形貌
圖9所示為NiCuFeBSi合金激光熔覆層晶粒內(nèi)部TEM形貌,可見在熔覆層晶粒內(nèi)部大量密布著黑色位錯線。位錯密度約為(3~6)×1013m-2,位錯伸展方向雜亂,彼此呈網(wǎng)狀纏結(jié)。
分析認為位錯的產(chǎn)生源于熔池快速凝固過程中的熱應(yīng)力,激光束移走后,熔池以103℃/s速率迅速冷卻至固相相變溫度以下,形成極大過冷度,熔覆層內(nèi)各處溫度梯度的差異及快速凝固時組織在短程內(nèi)由粗大樹枝晶到細小等軸晶的巨大變化,促使熔覆層內(nèi)部積聚極大的應(yīng)力,導(dǎo)致晶粒內(nèi)部萌生大量位錯。在應(yīng)力作用下,位錯將發(fā)生滑移,而NiCuFeBSi物相組成主要是[Ni,Cu]固溶體,晶格結(jié)構(gòu)為面心立方晶格,位錯運動主滑移面為{111}晶面,滑移方向為〈110〉晶向。因此,位錯在應(yīng)力作用下,沿該滑移系滑移,而晶粒內(nèi)部晶格點陣分布方向并不完全相同,兩個不同點陣方向的點陣區(qū)域存在交叉界面,位錯線沿滑移面運動至交叉界面時,便纏結(jié)、釘扎在一起,沿此界面形成帶狀位錯墻,如圖9(b)所示。位錯墻處塞積了大量位錯,將一個晶粒在內(nèi)部細分為多個亞結(jié)構(gòu)微區(qū)。熔覆層發(fā)生塑性變形時,該亞結(jié)構(gòu)將晶粒分成尺寸更小的細晶,而位錯墻界面阻礙塑性變形時位錯的運動,從而提高位錯運動應(yīng)變能。因此,激光熔覆快速凝固組織晶粒內(nèi)存在的亞結(jié)構(gòu)有利于提高NiCuFeBSi合金熔覆層的抗拉強度。

圖8 熔覆層斷口形貌 (a)微區(qū)特征;(b)宏觀形貌Fig.8 Morphologies of the clad layer fracture (a)micro-area character;(b)macroscopic view
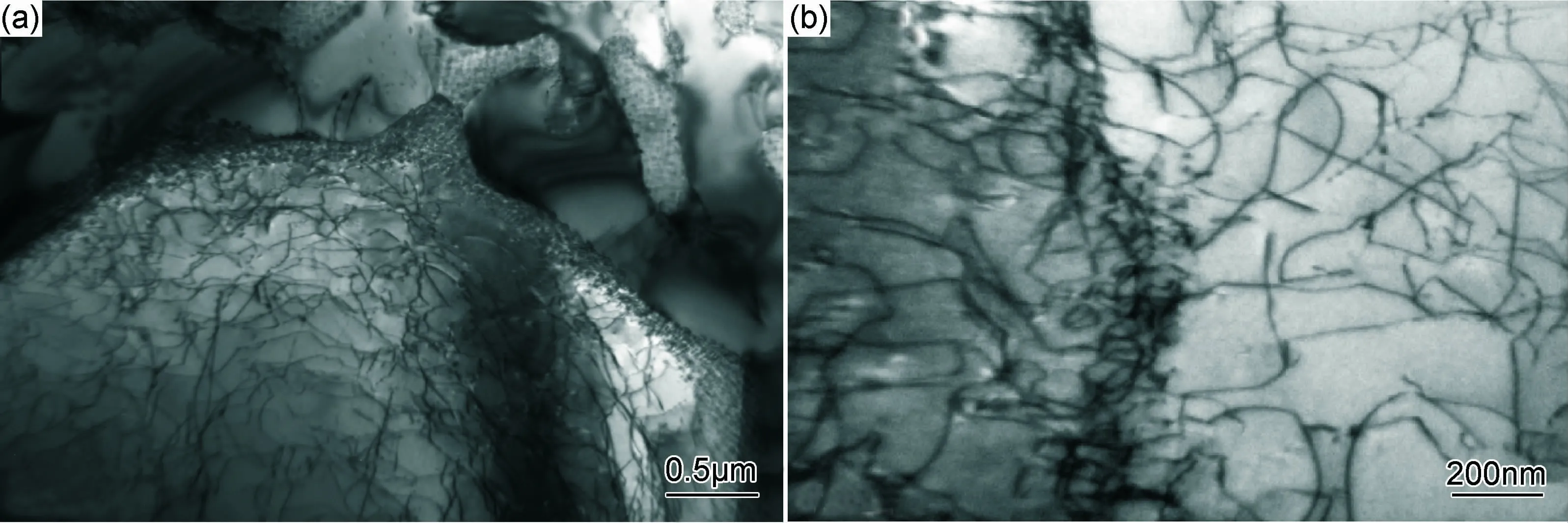
圖9 NiCuFeBSi合金熔覆層晶粒內(nèi)部形貌 (a) 晶粒內(nèi)部位錯;(b)位錯墻Fig.9 Morphologies of the interior grain of NiCuFeBSi alloy coating (a)dislocations;(b)dislocation wall
3 結(jié)論
(1)基體預(yù)熱溫度對熔覆層半熔化區(qū)白口組織的形成與分布影響顯著。基體預(yù)熱溫度由室溫升至500℃,半熔化區(qū)的白口組織區(qū)寬度變窄,呈斷續(xù)狀分布。
(2)基體預(yù)熱溫度升高,導(dǎo)致熔覆層稀釋率增大,更多的Si,P雜質(zhì)元素稀釋進入熔池在晶間形成網(wǎng)狀化合物組織。本工作獲得NiCuFeBSi合金在HT250基體上的最佳預(yù)熱溫度為室溫30℃,該條件下基體元素對熔覆層的稀釋影響最小。
(3)室溫狀態(tài)出現(xiàn)的NiCuFeBSi合金熔覆層抗拉強度遠大于HT250,但熱影響區(qū)的硬化相變導(dǎo)致對接強度較HT250下降了25.6%。NiCuFeBSi合金熔覆層內(nèi)部存在的位錯及其纏結(jié)墻,在拉伸變形時阻礙塑性變形,從而提高合金抗拉強度。熔覆層拉伸斷裂機制為解理斷裂為主、解理與準解理混合型斷裂。
[1] KELLER J, FRIDRICI V, KAPSA P H, et al. Influence of chemical composition and microstructure of gray cast iron on wear of heavy duty diesel engines cylinder liners[J]. Wear, 2007, 263(7-12): 1158-1164.
[2] ZHAO X, WANG J F, JING T F. Gray cast iron with directional graphite flakes produced by cylinder covered compression process[J]. Journal of Iron and Steel Research, 2007, 14(5): 52-55.
[3] VADIRAJ A, BALACHANDRAN G, KAMARAJ M, et al. Wear behavior of alloyed hypereutectic gray cast iron[J]. Tribology International, 2010, 43(3): 647-653.
[4] 周振豐. 焊接冶金學(xué)[M]. 北京: 機械工業(yè)出版社, 1993. 100-110.
ZHOU Z F. Weld Metallurgy[M]. Beijing: China Machine Press, 1993.100-110.
[5] KURT B, ORHAN N, HASCALIK A. Effect of high heating and cooling rate on interface of diffusion bonded gray cast iron to medium carbon steel[J]. Materials and Design, 2007, 28(7): 2229-2233.
[6] TONG X, ZHOU H, REN L Q, et al. Thermal fatigue characteristics of gray cast iron with non-smooth surface treated by laser alloying of Cr powder[J]. Surface & Coatings Technology, 2008, 202(12): 2527-2534.
[7] HE J J, ZHONG M L, LI F S, et al. Laser surface modification with powder feeding for vertical surfaces[A]. Conference on Material Processing and Manufacturing II[C]. Bellingham: SPIE, 2005. 418-425.
[9] ZHONG M L, YAN X C. Laser cladding of CuSnP alloy on HT2040 cast iron[A]. Lasers as Tools for Manufacturing[C]. Boston: SPIE, 1994.167-171.
[10] TONG X, LI F H, DAI M J, et al. Thermal fatigue resistance of non-smooth cast iron treated by laser cladding with different self-fluxing alloys[J]. Optics & Laser Technology, 2010, 42(6):1154-1161.
[11] REN F Z, LI F J, LIU W M, et al. Effect of inoculating addition on machinability of gray cast iron[J]. Journal of Rare Earths, 2009, 27(2):294-299.
[12] 王曉榮,王新洪,杜寶帥, 等. 激光熔覆Fe-Ti-V-Cr-C合金涂層的微觀組織和性能[J]. 材料工程, 2011, (3):50-54.
WANG X R, WANG X H, DU B S, et al. Microstructure and property of laser cladding Fe-Ti-V-Cr-C alloy coatings[J]. Journal of Materials Engineering, 2011, (3):50-54.
[13] 董世運,張曉東,王志堅, 等. 鑄鐵表面電刷鍍/激光熔覆復(fù)合涂層制備與性能評價[J]. 材料工程, 2011, (7):39-43.
DONG S Y, ZHANG X D, WANG Z J, et al. Fabrication and evaluation of electro-brush plating and laser cladding duplex coating on the surface of cast iron[J]. Journal of Materials Engineering, 2011, (7):39-43.
[14] 張文鉞. 焊接傳熱學(xué)[M]. 北京: 機械工業(yè)出版社, 1989.18-19.
ZHANG W Y. Heat Transmission of Welding[M]. Beijing: China Machine Press, 1989. 18-19.
[15] 崔忠圻.金屬學(xué)與熱處理[M]. 北京: 機械工業(yè)出版社, 2007.86-87.
CUI Z Q. Metallurgy and Heat Treatment[M]. Beijing: China Machine Press, 2007.86-87.
Effect of Preheating Temperature on Microstructure andProperty of Laser Clad Ni-based Alloy Coating onGray Cast Iron Substrate
YAN Shi-xing,DONG Shi-yun,XU Bin-shi,WANG Yu-jiang,REN Wei-bin,FANG Jin-xiang
(National Key Laboratory for Remanufacturing,Academy of Armored Forces Engineering,Beijing 100072,China)
NiCuFeBSi alloy coatings were fabricated with CO2laser on gray cast iron substrate HT250 at different preheating temperatures. The effect of preheating temperature on microstructure, elements distribution and tensile strength was investigated. Results show that the chill structures in the semi-molten zone are controlled and distributed discontinuously with increasing of preheating temperatures. Coating dilution rates increase as preheating temperatures increase, which induces the diffusion of more Si, P elements into molten pool and the formation of harmful impurities in the coatings. The tensile tests suggest the strength of NiCuFeBSi coating is superior to HT250, while the butt sample strength is the lowest of all. And the failure types consist of cleavage and quasi-cleavage fractures. Mass of dislocations are observed in the grains after solidification of NiCuFeBSi coating. The tangle-ment between dislocations forms the substructure. Therefore, the grain is further refined, which is beneficial for enhancing the coatings strength. Eventually, the best preheating temperature for laser NiCuFeBSi alloy coating on the substrate of HT250 is considered as 30℃.
laser cladding;gray cast iron;preheating temperature;chill structure;tensile strength
10.11868/j.issn.1001-4381.2015.01.006
TN249
A
1001-4381(2015)01-0030-07
國家重點基礎(chǔ)研究發(fā)展計劃(973計劃)項目(2011CB013 403)
2013-04-03;
2014-07-23
董世運(1973-),男,研究員,主要從事激光熔覆再制造及質(zhì)量控制方面的研究工作,聯(lián)系地址:北京市豐臺區(qū)杜家坎21號院士辦裝甲兵工程學(xué)院再制造技術(shù)重點實驗室(100072),E-mail:syd422@sohu.com
猜你喜歡
艦船科學(xué)技術(shù)(2022年16期)2022-09-22 02:15:00
北京航空航天大學(xué)學(xué)報(2021年6期)2021-07-20 07:23:54
當(dāng)代陜西(2020年13期)2020-08-24 08:22:02
制造技術(shù)與機床(2017年5期)2018-01-19 02:49:17
制造技術(shù)與機床(2017年11期)2017-12-18 06:47:29
金秋(2017年4期)2017-06-07 08:22:16
蘇州科技大學(xué)學(xué)報(自然科學(xué)版)(2017年1期)2017-03-20 15:25:18
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學(xué)院學(xué)報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04
