基于數(shù)學(xué)模型的激光焊接工藝下固體中工件溫度場分析
2015-03-12 06:50:30崔小珂
電焊機 2015年7期
崔小珂
(平頂山工業(yè)職業(yè)技術(shù)學(xué)院,河南平頂山467000)
0 前言
激光焊接過程與傳統(tǒng)的焊接過程相比優(yōu)點較多。由于局部熱源的強度高,產(chǎn)生了不均勻的瞬態(tài)溫度場。焊接時激光輻射區(qū)域的材料快速熱膨脹,隨后再進行熱收縮。
誘導(dǎo)溫度梯度的程度和利用熱變形約束節(jié)點的程度決定著焊件最終冷時的殘余狀態(tài),它既有內(nèi)部平衡的殘余應(yīng)力又有焊接變形。焊縫連接中殘余應(yīng)力和焊接變形貫穿于凝固的焊縫金屬區(qū)和熱影響區(qū)。準(zhǔn)確估計一個焊件的疲勞壽命時,殘余應(yīng)力的大小及分布均在考慮范圍內(nèi)。經(jīng)計算和模擬,利用實驗結(jié)果驗證過的數(shù)學(xué)模型現(xiàn)已成熟,大量數(shù)據(jù)表明:對激光焊接物理學(xué)的深刻理解,其可靠的擴展過程非常適用于現(xiàn)代工業(yè)應(yīng)用要求,對工藝參數(shù)的優(yōu)化減少了相應(yīng)成本的投入。
本研究的主要目標(biāo)是提出廣義解析模型用于預(yù)測激光焊接中焊縫連接的溫度分布、峰值溫度、冷卻速度及熱循環(huán)。
1 激光輻射工件時的熱流傳導(dǎo)方程
在激光焊接過程中,可以通過三種方式(傳導(dǎo)、對流、輻射)使熱量從材料的一部分傳送到另一部分。如果熱量通過激烈的粒子實際運動傳送,那么這個過程被認為是可信服的,并且在液體和氣體中更加明顯。輻射可以使熱量不經(jīng)過必要的介質(zhì)而直接從材料表面轉(zhuǎn)移到周圍環(huán)境當(dāng)中。
本研究中所用到的變量如表1所示。
表1 變量及其定義
當(dāng)激光束輻照在金屬板上開始產(chǎn)生熱能時,表面的分子以更高振幅振動(動能)并將熱能從一個粒子轉(zhuǎn)移到另一個沒有實際運動的粒子,稱之為傳導(dǎo)。
根據(jù)傅立葉熱傳導(dǎo)的第一定律,在矩形金屬板中

因此,金屬板任意兩點間距離為δx時,每秒傳送的熱量為

達到穩(wěn)態(tài)之前,熱量Q通過兩種方式被利用。一部分熱量通過升高金屬板的溫度而被利用,剩余的部分則因輻射而丟失。每秒用于升高金屬板溫度的熱量=質(zhì)量×比熱容×溫度升高速率

由于輻射,每秒從金屬板表面丟失的熱量為

式中 E為表面輻射率;P為周長;T為超過金屬板固定距離的任意兩點間的平均溫度。
為了獲得溫度場分布的時間函數(shù),考慮用到控制量,如圖1所示。
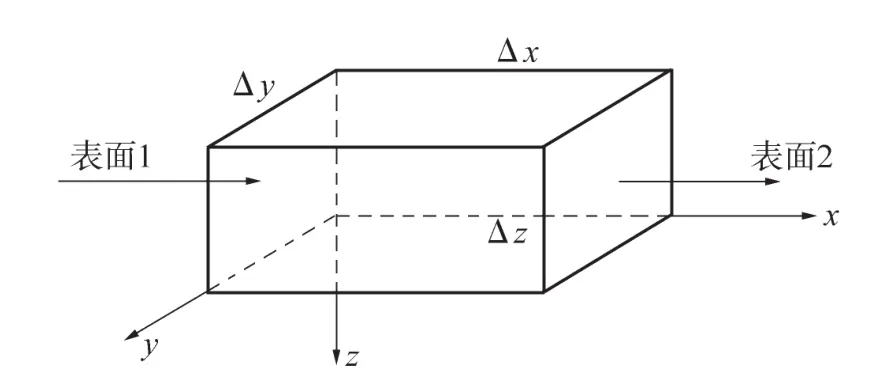
圖1 熱量控制量
考慮到能量守恒定律,控制量的每單位體積內(nèi)能變化速率被認為是內(nèi)發(fā)熱,是熱量H與導(dǎo)熱系數(shù)K之比。其必須等于通過表面單位面積的凈熱流速率與內(nèi)部單位體積的熱源或沉降(如化學(xué)反應(yīng)或流動)兩者的總和。
因此,微分元件間的熱平衡可以闡明導(dǎo)熱率與內(nèi)產(chǎn)熱之和等于熱對流加熱輻射。

或者

就笛卡爾坐標(biāo)而言,三維空間內(nèi)沿矩形金屬板走形的直線熱流為

一個更緊湊的形式

▽2是拉普拉斯算子。
熱擴散系數(shù)或溫度傳導(dǎo)率a定義為導(dǎo)熱率與每單位體積熱容量的比值


式(9)被稱為拉普拉斯算子轉(zhuǎn)換方程。
在瞬態(tài)熱傳導(dǎo)的情況下,假設(shè)材料表面不受熱流影響,并在x軸和y軸以及獨立的z軸(實際上z軸沒有熱流,它垂直于物體表面激光束射入的方向)方向上有任意的溫度。在這種假設(shè)下

因此,式(7)可簡化為

上面的表達式根據(jù)笛卡爾坐標(biāo)簡化為沿矩形金屬板走行的直線熱流二維方程。在這個簡化的集中參數(shù)中能量平衡的出現(xiàn)能夠快速估計一個給定的激光焊接過程所需要的能量。這個微分方程及其相關(guān)邊界條件可以使用分析或數(shù)值方法(如有限差分、有限元或控制體積方法)來解決。
2 激光焊接過程中的溫度場分布
解決任何焊接條件下的熱流方程都是一個復(fù)雜的問題。為了找到方程的解析解,作許多簡化假設(shè)是很有必要的。為使問題更容易分析,做出了以下假設(shè):
(1)假設(shè)工件材料是均勻的、等方性的。
(2)透過工件的熱傳導(dǎo)通常遠遠大于任何通過自然對流和輻射與周圍環(huán)境進行的熱傳導(dǎo)。進一步假定工件表面不傳熱的;也就是說,無論是對流還是輻射均不會有損失或獲得熱能。
(3)假設(shè)熱源是能夠均勻透過整個板層厚度的移動的線。
(4)此后,可考慮更能代表熱源的高斯分布。TEM00空間模式特別適合焊接、切割和鉆孔。
(5)對移動熱源情況的分析可促進熱源附帶的坐標(biāo)系的使用。
(6)在一個現(xiàn)實模型中,導(dǎo)熱系數(shù)和比熱容應(yīng)被認為是溫度函數(shù)。通過假設(shè)材料的導(dǎo)熱系數(shù)等物理系數(shù)與溫度無關(guān),使方程式線性化。如碳鋼在0℃~1200℃時,導(dǎo)熱系數(shù)由65W/m·K變化為30W/m·K,利用平均值(大約50 W/m·K)規(guī)定一個合理的近似值,就能得到一個閉型解。
(7)內(nèi)發(fā)熱被忽略。這就意味著Qg=0。由于一些應(yīng)用,特別是對一些激光過程相關(guān)外部熱源與材料內(nèi)部可能產(chǎn)生的任何熱量進行比較時,這種假設(shè)是合理的。然而,對放熱反應(yīng)相當(dāng)大的氧氣輔助激光切割而言卻不一定正確。
(8)在焊接的大多數(shù)類型中,除了發(fā)生熔化和對流熱傳遞之外,也會發(fā)生傳導(dǎo)性熱轉(zhuǎn)移。此外,最現(xiàn)實的焊接問題是由于對流、輻射和接觸其他物體造成邊界區(qū)的熱能損失,所以確切的邊界條件往往未知。
(9)沒有相變的發(fā)生,即熔化潛熱的效果是微乎其微的。其主要的缺點在于沒有考慮熔融物的性能。
因此設(shè)想一個坐標(biāo)系隨著熱源沿x軸移動,如圖2所示。相應(yīng)的方程式通過從金屬板到熱源的坐標(biāo)轉(zhuǎn)換而獲得,在轉(zhuǎn)換中 ξ取代 X,y′取代 y,z′取代z,t′取代 t,也就是

式中 uX為熱源在x軸方向穿過的速度(單位:mm/s)。
ξ,y,z是一個關(guān)于移動熱源的坐標(biāo)系,正的ξ在熱源移動的方向上;x,y,z是原點O的坐標(biāo)系,安裝在工件上,正的X在熱源移動的方向上。?T/?t是移動坐標(biāo)系中溫度的時間變化率。由于熱源均勻地透過厚度,所以在厚度方向上溫度沒有變化。
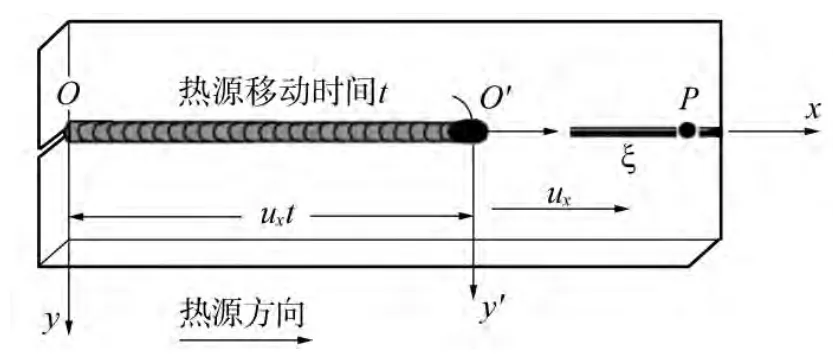
圖2 激光加工相關(guān)的移動坐標(biāo)系示意
高斯熱源被認為是解決方案的兩種形式:
(1)方案一是厚板在點熱源上移動并涉及三維熱流。
(2)方案二則是薄板接觸穿透其厚度的線熱源并涉及二維熱流。如穿透型焊接法或激光切割。
在確定金屬板的厚度時,可以使用式(11)作為初步近似值

βc<0.6 時,認為金屬板是薄的,βc> 0.9 時,認為金屬板是厚的。當(dāng)精度高且 0.6<βc<0.9 的時候,這在數(shù)值上是解決方程式的最佳方案。
3 移動熱源焊接的溫度分布
二維激光傳導(dǎo)示意如圖3所示。在這種情況下,熱流在ξ(或x)軸及y軸兩個方向上。z軸上沒有熱流。
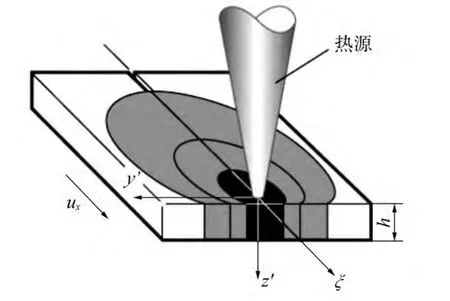
圖3 二維激光傳導(dǎo)模式
熱源被認為是一條能均勻穿過整個金屬板厚度的線。這樣,高溫作為一種能量以每單位厚度輸入系統(tǒng)中。令是包圍在熱源周圍的圓柱體的半徑。由于熱源透過厚度時是均勻的,所以厚度方向上沒有溫度變化。這樣,z軸上
移動線熱源在金屬板上的溫度分布為:

K0(x)為二階過零的修正貝塞爾函數(shù)。
在第一次推導(dǎo)出式(12)之前,此方程曾被稱為羅森塔爾方程。圖4為溫度分布樣品所代表的瞬時熱源位置(x-y平面)周圍的等溫線顯示了熱導(dǎo)系數(shù)的效果,這種效果通過在其他工藝條件相同的情況下比較導(dǎo)熱系數(shù)相對較低的材料(如鋼鐵)和導(dǎo)熱系數(shù)相對較高的材料(如鋁)的等溫線。圖4a、4b、4c顯示在相同的輸入功率時等溫線加速的效果。圖4d、4e、4f比較了相同加工條件下薄金屬板和厚金屬板的等溫線。
導(dǎo)熱系數(shù)低的低碳鋼板和導(dǎo)熱系數(shù)高的鋁板的溫度分布是加工速率的函數(shù)。其他加工條件相同時,低速和高速(低速的二倍)的溫度分布是板材厚度的函數(shù)。
這些圖是通過求解式(12)得到的。由這些圖形和方程可作出如下推論。
(1)熱源前的溫度梯度高于熱源后的溫度梯度。
(2)在一個給定的范圍內(nèi),沿著y軸分布的不同點在不同時間達到峰值溫度。距離較遠的點其峰值溫度較低,且達峰時間比較晚。這些點瞬間達到峰值溫度的軌跡通過圖4中n-n曲線向后彎曲顯示。這是由于熱量在材料中流動所需的時間有限,其將推遲y軸上各點達到峰值。n-n曲線也將金屬板上溫度上升的點和溫度下降的點分離,其形狀由透穿速度和材料的熱擴散率決定。
(3)導(dǎo)熱系數(shù)越高的材料如鋁等溫線就會越圓,且減少了熱源之前的溫度梯度,如圖4a和圖4d所示。
(4)增加透穿速度可使等溫線更細長,同時增加n-n軌跡的滯后,如圖4b和圖4e所示。
(5)增加熱輸入或預(yù)熱,并不會改變等溫線的形狀,只會增加其大小。這樣就擴大了融合區(qū)以及熱影響區(qū)(HAZ)的覆蓋面積。
(6)相同條件下,薄金屬板引起的熱影響區(qū)比厚金屬板大,同時厚金屬板會引起一個較高的溫度梯度,如圖4c和圖4f所示。
4 峰值溫度
已知點的峰值溫度因經(jīng)過熱源不久而有經(jīng)驗。從式(12)獲得的溫度分布等溫線(溫度相同的點的軌跡)來看會很明顯(見圖4)。在熱源的任何位置上,各種溫度的等溫線都是呈橢圓形。溫度較高時其等溫線的橢圓尺寸要小一些。任何一條等溫線上距x軸(或熱源運動線)最遠的點均瞬間達到其峰值溫度。
利用式(12)就距熔合區(qū)的距離來考慮溫度,表明薄板(線源)的峰值溫度為

厚板(點源)的峰值溫度為

式中 e為自然指數(shù),e=2.718 28;Tp為在工件表面與熔合邊界距離為Y時的峰值或最高溫度;y是到熔合邊界的距離。
式(13)、式(14)適用于單程焊接過程并且適用于自身的每一次經(jīng)過。其可用于估計熱影響區(qū)的大小以及顯示效果上的預(yù)熱熱影響區(qū)的大小。從所有參數(shù)不變的方程可證明,預(yù)熱會增加熱影響區(qū)的大小。此外,熱影響區(qū)的大小與凈能量輸入成正比。這樣,類似激光焊接這樣高強度的過程通常只有一個較小的熱影響區(qū)。由于用于熔化金屬的能量僅集中在一個小區(qū)域內(nèi),所以高強度能量來源會引起較低的總熱量輸入。
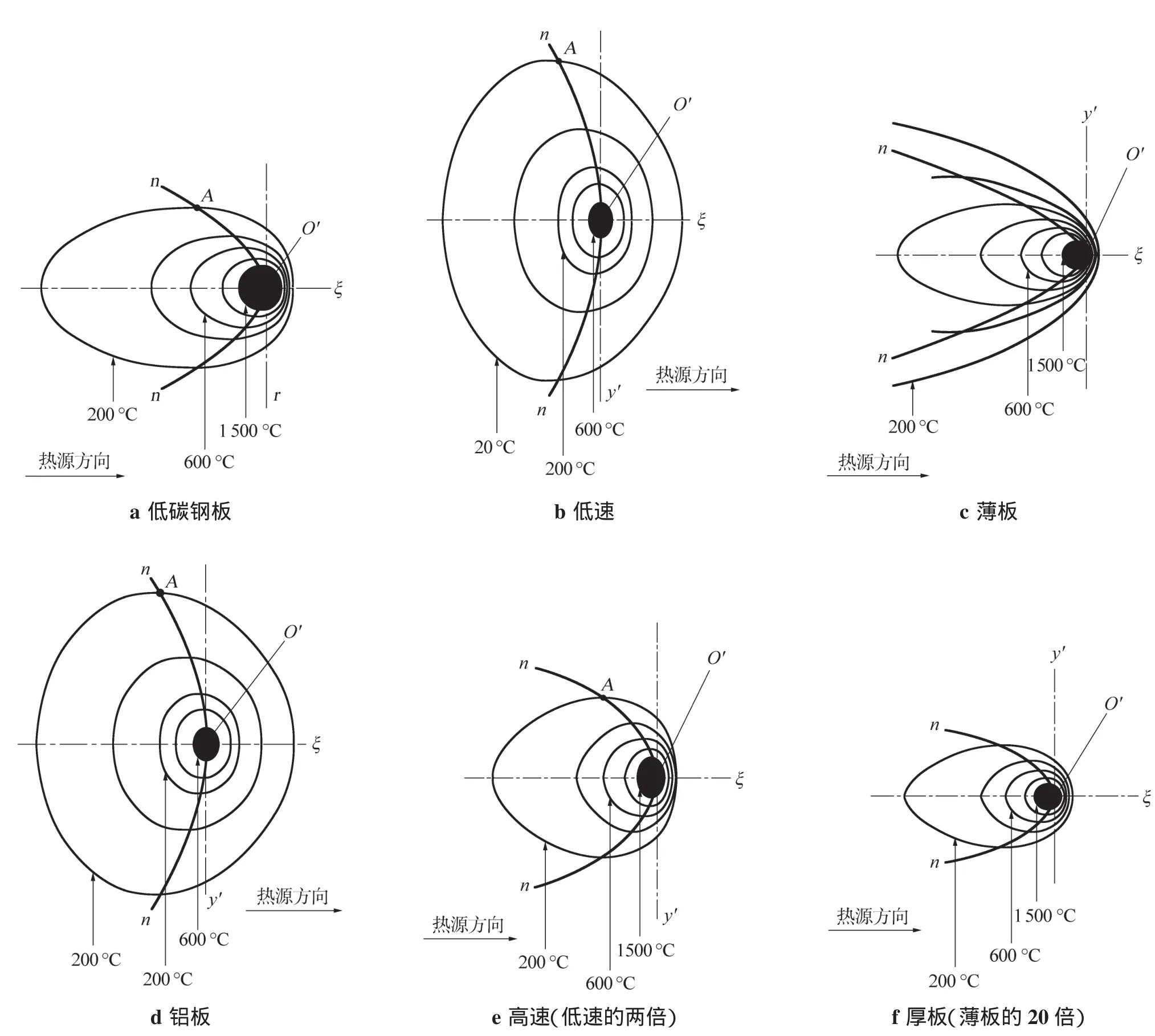
圖4 溫度分布
5 冷卻率
激光加工時出現(xiàn)的熱量和流體流動影響微觀結(jié)構(gòu)(通過顆粒結(jié)構(gòu)和形成的相階進行觀察),殘余應(yīng)力(通過不同應(yīng)力引起的熱應(yīng)力)以及形成過程中的變形。這些反過來也影響機械性能和加工過程。
當(dāng)材料被加熱到足夠高的溫度時,它的冷卻速度決定了它的顆粒結(jié)構(gòu)和形成的階段。這些反過來影響機械性能,如強度和延展性。如冷卻速率高可導(dǎo)致顆粒結(jié)構(gòu)更精細,增加了材料強度,但降低了材料的延展性。但這對鋁沒有意義,如冷卻速度永遠是高的。一般來說,就時間而言,通過微分方程式(12)就能獲得任何時候任何位置的冷卻速度。
在三維情況下,厚材料中心線的冷卻速率與初始溫度基礎(chǔ)上升高度數(shù)的平方成正比。

對于薄板,中心線冷卻速度由式(16)給出:

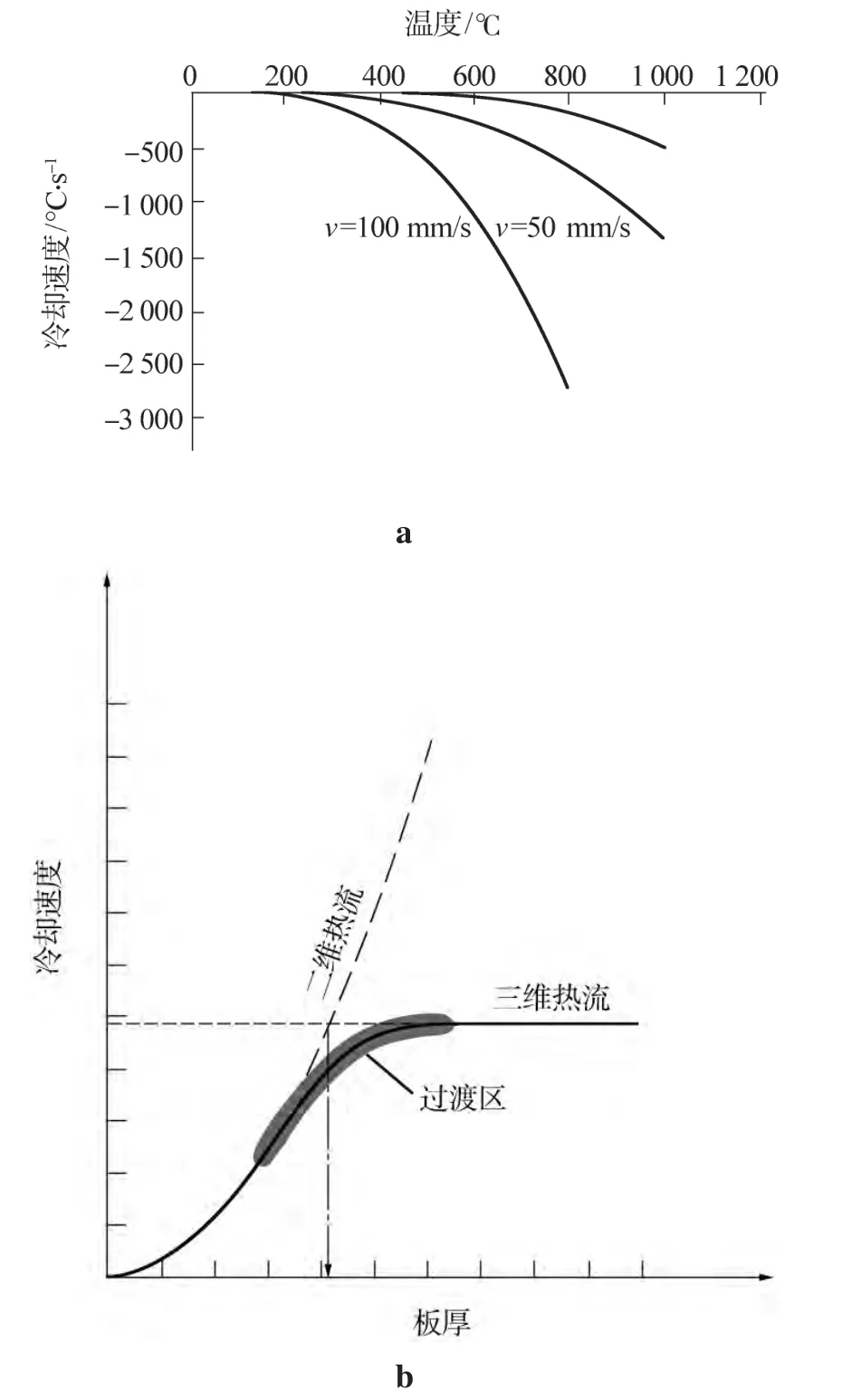
圖5 冷卻速率對透傳速度的依賴性和冷卻速率方程代表的區(qū)域
通過式(15)和式(16)可以得出以下推論:
(1)增加熱輸入來降低冷卻速率,同時提高透穿速度來增加冷卻速率。
(2)增加工件的初始溫度(或預(yù)熱)來降低冷卻速率,比增加熱輸入或降低透穿速度更有效。
(3)冷卻速率隨板材厚度的增加而增加。
(4)傳導(dǎo)性越高的材料(如鋁),冷卻速率越快。
(5)冷卻速率隨著距焊接中心線距離的增加而下降。
除非考慮到冷卻速率隨著溫度降低而下降并且隨著到焊接中心線距離的增加而下降(由式(12)得出)這一事實。否則,最后一點可能不會立刻顯現(xiàn)出來。
式(15)和式(16)嚴(yán)格給出了位于平面上勻速直線移動的點或線熱源之后的中心線冷卻速率,并且是在明顯低于熔化溫度時的最精確溫度下得到的。幸運的是,冶金專業(yè)的冷卻溫度,特別是對鋼而言,遠低于工件的熔點(Tm)溫度,用這些方程式估算的結(jié)果是合理準(zhǔn)確的。此外,比較中心線的冷卻速率與熱影響區(qū)的冷卻速率,前者比后者高出約10%,所以這些方程也很好地代表了冶金行業(yè)的區(qū)域冷卻速率。
6 熱循環(huán)
圖6顯示了溫度隨著距融合邊界不同距離的三個時間點的變化而變化,可以通過將τ=ξ/ux帶入式(12)求得。這將得到以時間作函數(shù)的溫度方程。
(1)峰值溫度隨著離中心線距離的增加而迅速下降。
(2)達到峰值溫度所需的時間隨著離中心線距離的增加而延長。
(3)加熱速率和冷卻速率都隨著離中心線距離的增加而下降。
由于預(yù)測的結(jié)果在工件的固體部分更準(zhǔn)確,所以認為熱流只存在于工件的固體部分。
7 結(jié)論
就離焊接中心線的距離而言,隨著溫度場分布的縮減,材料的冷卻速率降低。顆粒生長率依賴于溫度場分布。溫度的升高增加熱振動能,這樣會促進小晶粒或粗晶粒邊界區(qū)原子的凈擴散。溫度下降減緩了邊界區(qū)擴散,但不會使它反轉(zhuǎn)。因此,焊接接頭的硬度在結(jié)合處較高,并隨著到焊縫中心的距離而下降。相似或不同的材料其焊縫連接的微觀結(jié)構(gòu)可以通過粒子聚結(jié)(有時稱為奧斯特瓦爾德熟化)而改變,這可以直接與顆粒生長相比較。由于非常高的溫度可以易化擴散,并且在過冷范圍內(nèi),較高的溫度會增加冷卻速率(驅(qū)動力),引起微觀結(jié)構(gòu)透過共晶體或共析反應(yīng)分布,導(dǎo)致沉淀和粗晶粒的形成。焊接線附近區(qū)域經(jīng)歷了峰值溫度和劇烈的熱循環(huán)就會產(chǎn)生不均勻塑性變形和殘余應(yīng)力。有關(guān)任何固體材料的熱流分析模型和結(jié)果預(yù)測可直接適用于激光焊接過程,但在無熔化發(fā)生的區(qū)域是有限制條件的。

圖6 距融合邊界不同距離的三個時間點的溫度變化
[1]周秋菊.殷鋼薄板材料激光焊接試驗研究[D].遼寧:大連理工大學(xué),2007.
[2]譚成光.高強度鍍鋅鋼與普通鋼的激光拼焊試驗研究[D].湖南:湖南大學(xué),2007.
[3]謝元峰.基于ANSYS的焊接溫度場和應(yīng)力的數(shù)值模擬研究[D].湖北:武漢理工大學(xué),2006.
[4]羅宇,鄧德安,江曉玲,等.熱變形的固有應(yīng)變預(yù)測法及實例[J].焊接學(xué)報,2006,27(5):17-21.
[5]高志國,吳毅雄,黃堅,等.船用大功率激光焊接技術(shù)[J].電焊機,2006,36(5):55-58.
