保溫時間對鈦-銅擴散連接接頭界面組織的影響
2015-03-12 06:50:54柏洪武劉蒙恩白莉王懷建
電焊機 2015年8期
柏洪武,劉蒙恩,白莉 ,王懷建
(1.重慶工業職業技術學院 機械工程學院,重慶 401120;2.重慶工業職業技術學院 車輛工程學院,重慶 401120)
0 前言
鈦-銅異種材料連接形成的混合構件在工業中有著重要的應用。比如,在制作鈦靶材時,需要將鈦靶與銅制背板連接起來。在核能發電站的熱交換器制作過程中,也需要將耐腐蝕的鈦制部件與傳熱性能優良的銅制部件連接起來[1]。
但是,盡管鈦-銅復合構件有著廣泛的應用,鈦-銅之間的連接卻不易實現。一方面,鈦-銅之間的物理性能和力學性能均存在顯著的差異,二者熔點相差近600℃,線膨脹系數相差近3倍;另一方面,二者間相互固溶度很小,且在高溫下極易形成一系列的脆性金屬間化合物。當采用常規的焊接方法,如TIG焊來連接鈦-銅異種金屬時,由于母材熔融狀態下劇烈的冶金反應和復雜的溫度場、應力場分布,在接頭處極易出現大量的脆性相和明顯的應力集中,這使得常規的熔融焊接方法很難實現鈦-銅異種金屬的連接[2]。相比之下,固態的擴散連接可以有效地避免熔融焊接過程中出現的問題。在擴散連接過程中,母材均保持固態,其界面反應速度要遠低于熔焊過程中的冶金反應,因而界面組織更容易控制。此外,擴散連接溫度場更為均勻,殘余應力更小。由此可見,擴散連接更適用于鈦-銅的異種材料連接[3]。
在此采用Gleeble1500D熱模擬試驗機對純鈦和純銅進行了擴散連接。通過掃描電子顯微鏡對接頭的界面組織進行了微觀表征,研究接頭界面演變規律,為接頭性能的控制提供指導。
1 實驗材料及方法
實驗材料采用直徑均為12 mm的熱軋態純鈦和純銅棒材。在熱壓連接實驗前,實驗棒材均用線切割制成30 mm長度小樣。待焊表面采用SiC砂紙打磨并拋光。連接前所有試樣均在丙酮中超聲波清洗。在熱模擬試驗機上進行熱壓連接。升溫速度為5℃/s,連接溫度為850℃,連接壓力為10 MPa,焊后試樣直接冷卻至室溫。連接時間分別為30 s、60 s和90 s。
焊后試樣經線切割縱向剖開,研磨并拋光,在掃描電鏡下以BSE模式檢測界面物相組成。采用Photoshop圖像處理軟件采集和統計接頭反應層厚度。
2 實驗結果與討論
連接時間分別為30 s,60 s和90 s時接頭的微觀組織如圖1所示。由圖1a可知,當連接時間為30 s時,在鈦-銅界面上沒有觀察到反應層,但出現離散的顯微孔洞。當連接時間增加到60 s,在鈦-銅界面上,沒有顯微孔洞和不連續等連接缺陷,形成了完整的接頭。另外,界面上發生了明顯的擴散反應。在靠近鈦基體一側,出現了明顯有別于基體襯度,說明該區域發生了相互擴散。相應的能譜分析顯示,該區域 w(Ti)含量約為 94%,w(Cu)含量約為6%。根據Ti-Cu二元相圖,這是β-Ti成分。但是,室溫下Cu在Ti中的固溶度要遠小于測量值。在本實驗中,之所以會存在室溫下Cu合金化的β-Ti,主要是因為Gleeble熱模擬試驗機在實驗結束后的冷卻速度極快,過飽和的β-Ti來不及發生共析轉變,其β-Ti形態得以保留到室溫。在靠近銅基體一側,形成了一系列的反應層[4]。
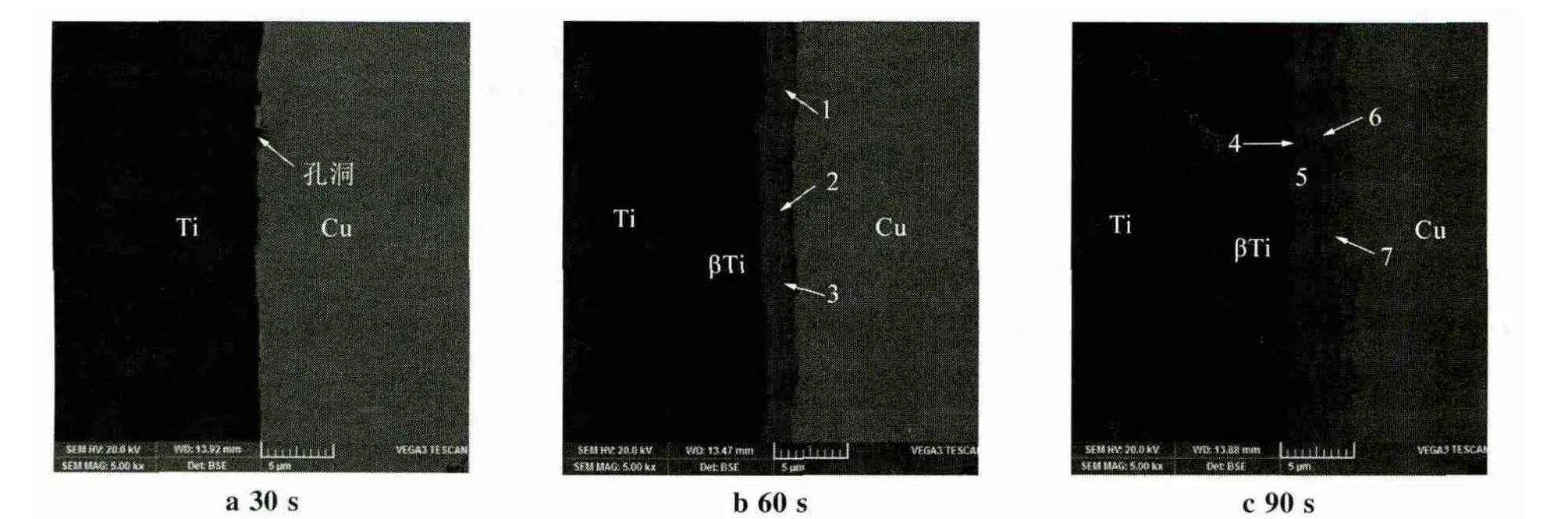
圖1 不同連接時間的接頭微觀組織Fig.1 Interfacial microstructure of the joint bonded
當擴散連接時間進一步延長至90 s,接頭界面的微觀組織與60 s時的接頭顯微組織很相似。在鈦基體一側形成了β-Ti固溶體,其形成機理與連接時間為60 s時一致,但厚度明顯增加,說明隨著時間的延長,Cu向鈦基體發生了更為顯著的擴散。同樣,在銅基體一側,也形成了多個反應層。與連接時間為60 s時相比,各個反應層的厚度都明顯增加。并且在連接時間為90 s時,還產生了另外一個反應層。
圖1中相應各點的能譜分析結果如表1所示。通過能譜分析得到的各點含量,并結合Ti-Cu二元合金相圖,可以推斷各反應層的物相。由表1可知,當連接時間為60 s時,在接頭界面依次生成了Ti2Cu,TiCu和Ti3Cu4三種金屬間化合物。當連接時間增加至90 s時,在靠近Cu基體一側明顯多出一個反應層。根據能譜分析結果,在這一連接時間下,接頭處分別生成了 Ti2Cu,TiCu,Ti2Cu3+Ti3Cu4的混合層以及Cu4Ti相。在鈦-銅擴散連接界面,金屬間化合物的生成是通過界面元素的反應擴散來實現的。所以,在界面首先形成Ti2Cu相,Ti2Cu中的Ti繼續向Cu中擴散,形成TiCu相,通過Ti在TiCu與Cu之間的擴散形成Ti3Cu4+Ti2Cu3相,最后形成Cu4Ti相。
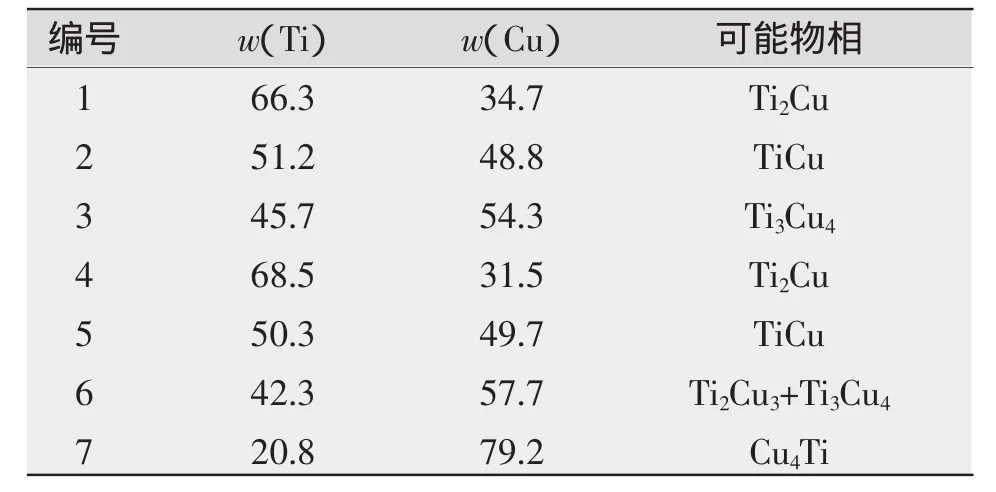
表1 圖1中各點能譜分析結果Tab.1 EDS results of the analyzed areas in Fig.1%

圖2 不同連接時間下接頭的反應層厚度Fig.2 Total thickness of the reaction layer of the joint bonded for different time
反應層厚度隨連接時間的變化曲線如圖2所示,隨著連接時間的延長,反應層厚度不斷增加。當連接時間為60 s時,反應層的總厚度僅為2 μm。而當連接時間增加到90 s時,反應層厚度增加到5 μm。結合圖1c和Ti-Cu二元合金相圖可以看出,在連接時間為90 s時,金屬間化合物的形核過程已經完成。而當形核完成,高溫條件下,在Ti濃度梯度的驅動下,Ti-Cu之間的互擴散將導致金屬間化合物不斷長大,從而導致反應層厚度的不斷增加。文獻已有報道,在異種材料擴散連接中,界面金屬間化合物的過度長大往往不利于接頭強度,因此,有必要優化工藝參數,控制接頭金屬間化合物的生長[5]。
3 結論
(1)通過850℃,10 MPa壓力下的擴散連接可以實現鈦-銅之間的連接。
(2)當連接時間為30 s時,在接頭處有未完全焊合的顯微孔洞,界面沒有金屬間化合物生成。
(3)當連接時間為60 s時,在界面生成了Ti2Cu,TiCu和Ti3Cu4三種金屬間化合物;而當連接時間增加到90s時,接頭界面組織演變為Ti2Cu,TiCu,Ti2Cu3+Ti3Cu4的混合層以及Cu4Ti相。
(4)反應層厚度隨連接時間的增加而明顯增加。當連接時間為60 s時,反應層厚度僅為2 μm,連接時間為90 s時,反應層厚度增加到5 μm。
[1]郭夏陽,林建平,孫博.擴散焊技術的研究進展[J].熱加工工藝,2014,43(17):15-20.
[2]秦倩,杜雙明,陳應科.銅夾層Ti-6Al-4V/AZ31B異種金屬的擴散連接[J].熱加工工藝,2015,44(7):51-59.
[3]陳思杰,朱春莉.鈦及鈦合金先進連接技術研究[J].熱加工工藝,2015,44(3):18-24.
[4]Cao R,Feng Z,Lin Q,et al.Study on cold metal transfer welding brazing of titanium to copper[J].Materials&Design,2014(56):165-173.
[5]Aydin K,Kaya Y,KahramanN.Experimentalstudyofdiffusion welding/bonding of titanium to copper[J].Materials&Design,2012(37):356-368.
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
當代陜西(2020年13期)2020-08-24 08:22:02
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
制造技術與機床(2017年5期)2018-01-19 02:49:17
金秋(2017年4期)2017-06-07 08:22:16
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
