改進喂絲機聯(lián)鎖控制
2015-03-14 09:36:32劉永鋼
人間 2015年29期
關(guān)鍵詞:信號
劉永鋼
(河北白沙煙草有限責任公司保定卷煙廠,河北 保定 071000)
改進喂絲機聯(lián)鎖控制
劉永鋼
(河北白沙煙草有限責任公司保定卷煙廠,河北 保定 071000)
隨著企業(yè)精細化生產(chǎn)的不斷深入,對制絲各個生產(chǎn)環(huán)節(jié)要求日益嚴格,本文就是從喂絲機著手,著力解決其在向卷接包車間供絲問題,找出影響喂絲機工作的幾個因素,并提出改進方法,通過網(wǎng)絡(luò)信號控制,達到預(yù)定的目標,從而杜絕喂絲機非正常工作,此方案的改進對其他的卷煙廠家也具有借鑒意義。
喂絲機;負壓開關(guān);光纖;聯(lián)鎖控制;
一、現(xiàn)狀調(diào)查
喂絲機是通過風力管道,將制絲車間生產(chǎn)合格的煙絲送到卷接包車間,以供其卷成成品卷煙。煙草行業(yè)喂絲機種類繁多,我廠使用的是天津茂林XZWS旋轉(zhuǎn)喂絲機 ,該機具有噪音低,占地面積小等優(yōu)點,但使用中發(fā)現(xiàn)煙絲造碎多,供絲穩(wěn)定性差等問題。隨著企業(yè)推行生產(chǎn)精細化,喂絲機不正常動作引起我們的注意,,杜絕此類現(xiàn)象成為我們研究的重點。
二、原因分析
喂絲機的工作過程:當吸絲口產(chǎn)生風力負壓進,喂絲機上的負壓開關(guān)的托盤下移,使得微動開關(guān)閉合,傳給PLC,PLC讓電機轉(zhuǎn)動,使旋轉(zhuǎn)鼓旋轉(zhuǎn),煙絲不斷的向吸絲口喂料,煙絲在風力負壓的帶動下,通過管路傳送到卷接包車間,就這樣連續(xù)不斷地供料。
負壓開關(guān)實物結(jié)構(gòu)圖如下:
經(jīng)過現(xiàn)象觀察,負壓開關(guān)不靈敏是造成喂絲機不正常動作的原因,主要有以下幾個因素:一是復(fù)位彈簧變形;二是移動拉桿與托架之間間隙變大,磨擦力變大;三是移動拉桿與微動開關(guān)之間松動。
經(jīng)過長時間,高頻率地動作,復(fù)位彈簧很容易發(fā)生變形扭曲,回不到原狀。移動拉桿與托架發(fā)生磨擦,使的間隙變大,磨擦力變大,移動拉桿變澀,移動不暢。移動拉桿與微動開關(guān)之間的固定出現(xiàn)松動,使得拉桿滑動,負壓開關(guān)失效。
三、制定對策實施改進
思路:卷接包車間的風力送絲系統(tǒng)是由SIEMENS PLC300控制風機,喂絲機也是由SIEMENS PLC 400控制,考慮將兩者通過網(wǎng)絡(luò),將風吸信號傳遞過來,來控制喂絲機動作,從而取代機械式負壓開關(guān),來保證信號的無損傳輸。實施過程如下:實施一:選擇正確的控制信號,喂絲機只有在負壓產(chǎn)生時動作,通過觀察,發(fā)現(xiàn)卷接吸絲口活門氣缸在一側(cè)時,才產(chǎn)生負壓信號,所以將此位置檢測作為控制信號,用作控制信號。實施二:選擇安裝以太網(wǎng)光纖網(wǎng)絡(luò),將兩車間的PLC物理連接,選擇光纖,主要考慮光纖具有速度快、抗干擾優(yōu)點,采用戶外型來增加機械強度。實施三:建立PLC數(shù)據(jù)通訊,編寫通訊程序。考慮到安全性,只在PLC400這邊,采用單邊編程、組態(tài),不更改另一方的程序。使用SIENENS SFB14、SFB15來進行數(shù)據(jù)的接收和發(fā)送。實施四:編寫基于S7_400PLC編寫控制程序,建立10臺卷接與六臺喂絲機的對應(yīng)點。示意圖如下:
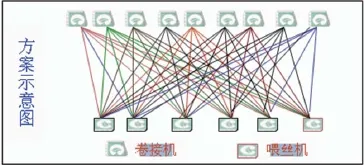
為適應(yīng)以后選擇的靈活性,在程序中實現(xiàn)任意一臺卷包機可以選擇任意一臺喂料機。實施五:編寫基于IFX監(jiān)控技術(shù)臺的操作畫面,以供操作人員方便控制選擇喂絲機。這樣卷接氣缸信號——>plc——>光纖——> plc纖——>電機就完成了整個工作過程。
四、效果檢查
所有對策實施后,對喂絲機進行跟蹤統(tǒng)計,喂絲機工作靈敏,在工作期間無一故障現(xiàn)象發(fā)生,煙絲造碎也有很大的下降,圓滿地完成了改進目標。隨著以太網(wǎng)技術(shù)應(yīng)用越來越廣泛,信號穩(wěn)定、維護方便等優(yōu)點越來越突顯,此方案的實施,對于其它廠家喂絲機控改造也具有很大的借鑒意義。
[1]廖常初,大中型PLC應(yīng)用教程,機械工業(yè)出版社,2007(1)。
[2劉藝柱,GE智能平臺自動化系統(tǒng)實訓教程,天津大學出版社, 2005(2)。

S226.8
:A
:1671-864X(2015)10-0125-01
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
媽媽寶寶(2019年10期)2019-10-26 02:45:34
中國生殖健康(2019年3期)2019-02-01 06:12:26
鐵道通信信號(2018年11期)2019-01-19 01:15:08
電子制作(2018年11期)2018-08-04 03:25:42
鐵道通信信號(2018年2期)2018-04-18 12:18:10
鐵道通信信號(2016年11期)2016-06-01 12:11:32
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
中國病理生理雜志(2015年8期)2015-12-21 12:38:06