表面超聲滾壓處理對高速列車車軸鋼疲勞性能的影響
2015-03-17 02:16:25任學沖陳利欽劉鑫貴林國標
材料工程 2015年12期
任學沖,陳利欽,劉鑫貴,項 彬,林國標
(1 北京科技大學 國家材料服役安全科學中心,北京 100083; 2 北京科技大學 材料科學與工程學院,北京 100083; 3 中國鐵道科學研究院 金屬與化學研究所,北京 100081)
?
表面超聲滾壓處理對高速列車車軸鋼疲勞性能的影響
任學沖1,陳利欽2,劉鑫貴3,項 彬3,林國標2
(1 北京科技大學 國家材料服役安全科學中心,北京 100083; 2 北京科技大學 材料科學與工程學院,北京 100083; 3 中國鐵道科學研究院 金屬與化學研究所,北京 100081)
對EA4T型高速列車車軸鋼棒狀旋轉彎曲疲勞試樣實驗段磨削加工后進行了表面超聲滾壓處理。觀察了處理前后試樣的表面形貌及表層微觀組織,測量了處理前后試樣的表面粗糙度、表層硬度及表層殘余應力。利用旋轉彎曲疲勞實驗得到處理前后試樣的疲勞極限。結果表明:表面超聲滾壓處理后,試樣的疲勞極限由352MPa提高到401MPa。疲勞極限的提高主要由于表面超聲滾壓處理后試樣表面粗糙度降低、表層強度及殘余壓應力增加。
車軸鋼;表面超聲滾壓處理;疲勞極限;表面粗糙度;殘余應力
隨著我國高速鐵路的快速發展,高速列車運行安全受到越來越高的重視。車軸是高速列車走行系統中最關鍵的受力部件之一[1],承受高周乃至超高周的旋轉彎曲交變載荷作用,其失效形式多為疲勞破壞[2,3]。因此提高車軸的疲勞性能,保證其運行安全,延長其服役壽命具有重要的經濟和社會價值。研究表明,疲勞裂紋主要萌生于車軸的表面[4],表面狀態對車軸的疲勞性能有著至關重要的影響。因此如何選用一種合適的表面強化方法,從而有效地改善材料的表面狀態以提高車軸的疲勞壽命,已經成為近些年來國內外學者的關注重點。日本新干線車軸采用中頻感應加熱淬火方法使表面產生殘余壓應力來提高車軸疲勞性能[5],其特點是殘余應力深度較大,可達數毫米,但對工藝及設備要求較高。目前我國對于提高車軸疲勞性能的技術及方法還沒有建立起相關規范和標準。
表面超聲滾壓處理(SURP)技術是將超聲沖擊和滾壓相結合,對金屬表面進行微幅高速撞擊和滾壓處理,使金屬表面產生塑性變形,從而改善金屬表面狀態的新技術[6]。與其他表面強化技術,如噴丸、滾壓等相比,SURP工藝簡單,加工效率較高;可獲得更好的表面光潔度[7]及深度更大且均勻分布的表層殘余應力及形變組織[8],這些特點對改善材料表面質量和提高材料疲勞性能方面具有獨特的優勢。近年來國內外學者對表面超聲強化機理及其應用開展了廣泛的研究[6,9-13]。Wang等[6]研究發現,超聲沖擊滾壓后表層產生納米尺寸的微觀結構,同時使材料的耐磨性明顯提高。Liu 等[10]通過有限元模擬,認為累積塑性變形是材料表層晶粒納米化的機制,也是表層硬度和殘余壓應力增加的主要原因。郭玉喜等[14]對車軸進行了表面超聲沖擊強化,發現超聲沖擊強化處理后表面粗糙度明顯改善,表面殘余壓應力得到很大提高。本工作利用SURP技術對高速車軸鋼表面進行處理,分析了處理后試樣的表面狀態,對比了未處理和處理后試樣的疲勞極限,為高速車軸疲勞性能的改善提供參考及依據。
1 實驗材料及方法
實驗材料為根據BS EN13261生產的高速列車用EA4T型車軸鋼,其化學成分如表1所示。車軸熱處理方式為表面淬火加高溫回火。從實物空心車軸軸身最外層取拉伸試樣,測得其屈服強度為620MPa,抗拉強度為774MPa,斷后伸長率為21%。

表1 車軸鋼的化學成分(質量分數/%)
從車軸軸身處最外表層采用線切割切取棒狀坯料,經車削加工成旋轉彎曲疲勞試樣,試樣長度方向與車軸長度方向一致,疲勞試樣實驗段長度為30mm,直徑為9.5mm。疲勞試樣分為兩組,一組試樣實驗段及過渡段為普通磨削處理,另一組試樣實驗段及過渡段經普通磨削處理后再進行表面超聲滾壓處理。采用HKUSM30HB型超聲滾壓設備,表面超聲滾壓處理工藝參數如表2所示。
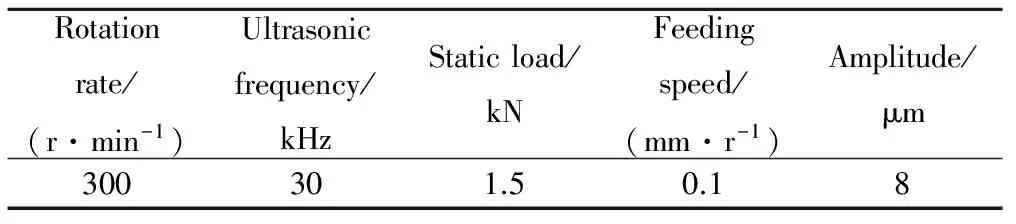
表2 表面超聲滾壓處理工藝參數
采用TR-200觸針式表面粗糙度儀分別對兩組疲勞試樣實驗段表面進行粗糙度測量,然后用Quanta 400掃描電子顯微鏡觀察試樣表面形貌。從兩組試樣的實驗段上取金相試樣,經鑲樣、磨制及拋光之后,用體積分數為4%的硝酸酒精溶液腐蝕,在Neophot-21金相顯微鏡下觀察試樣橫截面表層微觀組織。采用FM-7維氏顯微硬度儀測量試樣截面上表層硬度隨深度的變化,每個深度測量3次,加載力為1.96N,壓頭保持時間為10s。
為了獲得試樣表層不同深度處的殘余應力,運用Proto-LXRD 型X 射線應力分析儀測量殘余應力,采用同傾sin2ψ法,對應2θ為20°,ψ角±45°內優化設置13 站。采用Cr靶Kα輻射,V濾波片,校準管直徑為1mm,衍射晶面選Fe(211),管電壓和管電流分別為30kV和25mA。借助 Proto-8818型電解拋光機以及飽和NaCl 電解液進行電化學剝層,采用千分表測量電化學剝層深度。
旋轉彎曲疲勞試樣按照GB/T 4337—1984標準在PQ-1型旋轉彎曲疲勞試驗機上進行測試,實驗頻率為83.3Hz,溫度為室溫。用升降法測量其疲勞極限,應力比為-1,截止疲勞循環次數N為107周次。
2 實驗結果及討論
2.1 試樣表面粗糙度及微觀形貌
磨削試樣和SURP處理試樣的表面形貌如圖1所示。可以看出磨削試樣的表面具有明顯的磨痕,而經過SURP后的表面磨痕消失,變為細“鱗片狀”。測量結果表明:磨削試樣的表面粗糙度為0.92μm,經SURP處理后的表面粗糙度為0.21μm。
2.2 表層微觀組織
圖2為磨削試樣和SURP試樣表層微觀組織。從圖2(a)可知,磨削試樣表層微觀組織與內部相同,均為貝氏體+回火馬氏體,觀察不到塑性變形。而經SURP處理后的試樣,表層發生了明顯的塑性變形,變形程度從表面向心部逐漸減小,形成厚度約300μm的塑性變形層,如圖2(b)左圖所示。對比右側兩圖可以發現,SURP試樣表層塑性變形后微觀組織發生明顯的取向性,沿形變方向被拉長,同時微觀組織明顯細化,尤其是在表層20μm以內。
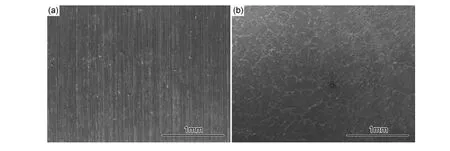
圖1 磨削試樣(a)和SURP試樣(b)的表面形貌Fig.1 Surface morphologies of grinded specimens(a) and SURP specimens(b)
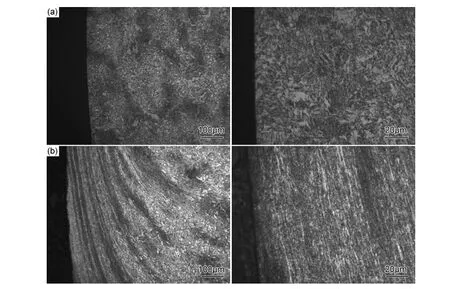
圖2 磨削試樣(a) 和SURP試樣(b)表層微觀組織Fig.2 Microstructures of surface layer in grinded specimens(a) and SURP specimens(b)
2.3 表層顯微硬度
圖3為經SURP處理試樣和磨削試樣表層顯微硬度平均值及平均絕對偏差隨深度變化的曲線。可見磨削試樣的表層硬度與內部沒有區別,其平均值為231HV,且其平均絕對偏差也較小;而SURP試樣距表面40μm處顯微硬度高,達到了328HV,提高了近40%,其平均絕對偏差較高,并且硬度由表面向試樣中心部位逐漸減小,當深度大于350μm時趨于穩定,這與圖2中觀察到的塑性變形層厚度基本吻合。這是由于塑性變形使表層材料產生加工硬化,從而使表層硬度升高。同時材料表層微觀組織細化也對硬度的升高有一定的影響。對特定的材料,其硬度與強度有一定的對應關系,硬度愈高,屈服強度越高。因此SURP試樣表層材料的屈服強度較磨削試樣高。
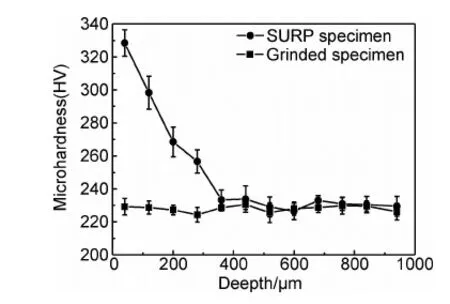
圖3 SURP試樣與磨削試樣顯微硬度分布Fig.3 Microhardness distribution of grinded specimens and SURP specimens
2.4 表層殘余應力
采用X射線衍射測得的SURP試樣與磨削試樣軸向殘余應力沿深度分布如圖4所示。可以看出,磨削試樣的最表層殘余壓應力值最大,為-230MPa,向試樣內部逐漸降低,當深度為100μm時基本減小為0。而經過SURP處理后,最外層殘余壓應力為-690MPa,殘余壓應力在深度50μm左右處出現最大值,為-826MPa。這是由于經SURP處理后,試樣表層材料發生嚴重塑性變形,同時微觀組織細化,在加工硬化和細晶強化的共同作用下其屈服強度和抗拉強度會大幅升高[15,16],使得殘余應力值高于原始材料的抗拉強度774MPa。之后,殘余應力逐漸減小,最終變為拉應力,殘余壓應力區深度約為650μm。
2.5 疲勞性能
采用旋轉彎曲疲勞實驗,截止疲勞循環次數為107周次,應力級差為7MPa。SURP試樣和磨削試樣的升降法疲勞實驗數據如圖5所示。根據圖5的數據可計算得到SURP試樣和磨削試樣的疲勞極限值分別為401MPa和352MPa。可見經過SURP處理后疲勞極限提高49MPa,提高幅度為14%。
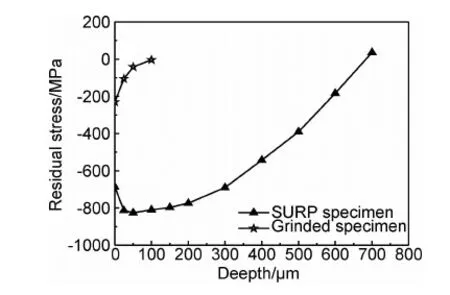
圖4 磨削試樣與SURP試樣表層殘余應力沿深度的分布Fig.4 Residual stress distribution of grinded specimens and SURP specimens along the depth
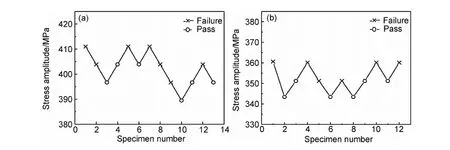
圖5 SURP試樣(a)和磨削試樣(b)的疲勞實驗數據Fig.5 Fatigue experimental data of SURP specimens(a) and grinded specimens(b)
研究表明,表面粗糙度[17]、表層強度[18]及殘余應力[19,20]是影響疲勞性能的主要因素。表面粗糙度高會使材料的疲勞性能降低,并且材料強度越高其對粗糙度的敏感性越高[21]。試樣表面加工痕跡形成的凹痕類似于缺口,起到應力集中的作用,因此加工痕跡的方向對疲勞性能也會產生影響[19]。試樣磨削形成的凹痕與試樣長度方向垂直,即與拉應力方向垂直,凹痕內部易形成應力集中,對疲勞形核起到促進作用,因此降低疲勞性能。SURP后試樣表面的粗糙度大幅降低,加工痕跡完全消失,對疲勞性能提高起到一定作用。
SURP 在試樣表層產生的塑性變形使材料發生加工硬化,同時塑性變形導致微觀組織沿形變方向被拉長以及位錯運動。隨著塑性變形量的增加,微觀組織拉長程度及位錯密度增加,形成位錯纏結和位錯胞,位錯胞內位錯密度增加到一定程度形成亞晶界,從而使微觀組織細化[22]。微觀組織細化及加工硬化共同作用使表層強度及硬度增加,進而提高材料疲勞性能。
SURP過程中材料表層不同深度處塑性形變量不同,外表層塑性變形量最大,向內部逐漸減小,塑性變形不協調導致表層殘余壓應力產生[23]。SURP后,試樣表面殘余軸向壓應力為-690MPa,而表層最大軸向殘余壓應力可達-826MPa。Gao等[24]的研究指出,材料表面的疲勞強度一般低于內部的疲勞強度,表層殘余壓應力的存在會抵消一部分由于加載產生的拉應力,降低材料表層所受到的實際拉應力,從而通過提高表面疲勞強度來提高材料的疲勞強度。表層殘余壓應力的產生是車軸材料疲勞性能提高的一個重要因素。
SURP處理后,試樣表面粗糙度降低、表層硬度和強度升高,同時殘余壓應力增加,這些因素使得材料的疲勞性能大幅提高。SURP處理工藝簡單,作為表面終處理工藝可與前道工藝同時進行,具有成本低、工作效率高等優勢,對疲勞性能的改善作用明顯。
3 結論
(1) SURP后試樣表面粗糙度由0.92μm降低到0.21μm,表層最大硬度由231HV增加到328HV,且高硬度層深度可達350μm,表層最大殘余應力為-826MPa。
(2)SURP處理后試樣的疲勞極限得到大幅提高,由磨削試樣的352MPa提高到401MPa。
(3)SURP處理后試樣疲勞極限的提高主要由于材料表面粗糙度的降低、表層強度及殘余壓應力的增加。
[1] 趙利華,張開林,張紅軍. 高速動車應力譜分析及疲勞壽命可靠性預測[J]. 交通運輸工程學報,2008,8(5):27-28.
ZHAO L H, ZHANG K L, ZHANG H J. Stress spectrum analysis and fatigue life prediction about wheel axle of high speed power car[J]. Journal of Traffic and Transportation Engineering,2008,8(5):27-28.
[2] 周建斌. 機車車軸疲勞問題分析及對策[J]. 電力機車與城軌車輛,2008,31(2):5-7.
ZHOU J B. Analyses and counter measures of locomotive axle fatigue[J]. Electric Locomotives & Mass Transit Vehicles,2008,31(2):5-7.
[3] 黃重國, 董紅磊, 袁清華,等. XCQ16和20Mn2車軸用鋼疲勞失效微觀機理[J].北京科技大學學報,2009,31(8):988-994.
HUANG Z G, DONG H L, YUAN Q H, et al. Microscopic mechanism of XCQ16 and 20Mn2 axle steel fatigue failure[J]. Journal of University of Science and Technology Beijing,2009,31(8):988-994.
[4] 鐵道部運輸局,鐵道科學研究院金屬及化學研究所. 鐵路貨車輪軸典型損傷圖冊[M].北京:中國鐵道出版社,2006.74-81.
[5] MAKINO T, KATO T, HIRAKAWA K. Review of the fatigue damage tolerance of high-speed railway axles in Japan[J]. Engineering Fracture Mechanics,2011,78(5):810-825.
[6] WANG T, WANG D P, LIU G,et al. Investigations on the nano-crystallization of 40Cr using ultrasonic surface rolling processing[J]. Applied Surface Science,2008,255(5):1824-1829.
[7] 王婷, 王東坡, 沈煜,等. 超聲表面滾壓加工參數對40Cr表面粗糙度的影響[J]. 天津大學學報,2009,42(2):170-171.
WANG T, WANG D P, SHEN Y,et al. Effect of ultrasonic surface rolling processing parameters on 40Cr surface roughness[J]. Journal of Tianjin University,2009,42(2):170-171.
[8] YANG X J, ZHOU J X, LING X. Study on plastic damage of AISI 304 stainless steel by ultrasonic impact treatment[J]. Materials and Design,2012,36:477-481.
[9] BERG P A. Fatigue strength improvement by ultrasonic impact treatment of highly stressed spokes of cast aluminum wheel[J]. International Journal of Fatigue,2011,33(4):513-518.
[10] LIU Y, WANG L J, WANG D P. Finite element modeling of ultrasonic surface rolling process[J]. Journal of Materials Processing Technology,2011,211:2106-2113.
[11] FAN Z, XU H,LI D,et al. Surface nanocrystallization of 35#type carbon steel induced by ultrasonic impact treatment (UIT)[J]. Procedia Engineering,2012,27:1718-1722.
[12] MORDYUK B N, PROKOPENKO G I. Fatigue life improvement of α-titanium by novel ultrasonically assisted technique[J]. Materials Science and Engineering:A,2006,437(2):396-405.
[13] ZHU K Y, VASSEL A, BRISSET F, et al. Nanostructure formation mechanism of α-titanium using SMAT[J]. Acta Materialia,2004,52:4101-4110.
[14] 郭玉喜, 于維, 李玉嬋,等. 車軸關鍵區域表面超聲波沖擊強化技術應用研究[J]. 鐵道車輛,2012,(5):15-18.
GUO Y X, YU W, LI Y C,et al. Reasearch on application of the supersonic impulse intensification technology on surface of key regions of alxes[J]. Railway Vehicles,2012,(5):15-18.
[15] 蓋秀穎,李家寶,康增橋,等. 60Mn鋼噴丸表面的力學性能[J]. 金屬學報,1996,32(6):605-610.
GAI X Y, LI J B, KANG Z Q,et al. Mechanical properties of shot peened surface for steel 60Mn[J]. Acta Metallurgica Sinica,1996,32(6):605-610.
[16] NAG S, SARDAR P, JAIN A,et al. Correlation between ferrite grain size, microstructure and tensile properties of 0.17wt% carbon steel with traces of microalloying elements[J]. Materials Science and Engineering:A,2014,597:253-263.
[17] 高玉魁,殷源發,李向斌,等.噴丸強化對0Cr13Ni8Mo2Al 鋼疲勞性能的影響[J]. 材料工程,2001,(12):46-48.
GAO Y K, YIN Y F, LI X B,et al. Influence of shot peening on fatigue property for 0Cr13Ni8Mo2Al steel[J]. Journal of Materials Engineering,2001,(12):46-48.
[18] WANGER L. Mechanical surface treatments on titanium, aluminum and magnesium alloys[J]. Materials Science and Engineering:A,1999,263(2):210-216.
[19] CHOI Y. A study on the effects of machining-induced residual stress on rolling contact fatigue[J]. International Journal of Fatigue,2009,31(10):1517-1523.
[20] GAO Y K, YAO M, LI J K. An analysis of residual stress fields caused by shot peening[J].Metallurgical and Materials Transactions A,2002,33(6):1775-1778.
[21] SCHIJVE J. Fatigue of Structures and Materials[M]. 2nd ed. Sturtz GmbH Wurzburg:Springer,2009.89-102.
[22] WU X, TAO N, HONG Y, et al. Microstructure and evolution of mechanically-induced ultrafine grain in surface layer of Al-alloy subjected to USSP[J]. Acta Materialia,2002,50(8):2075-2084.
[23] SUHA C M, SONG G H, SUHA M S,et al. Fatigue and mechanical characteristics of nano-structured tool steel by ultrasonic cold forging technology[J]. Materials Science and Engineering:A,2007,443(1):101-106.
[24] GAO Y K, LI X B, YANG Q X, et al. Influence of surface integrity on fatigue strength of 40CrNi2Si2MoVA steel[J]. Material Letters,2007,61(2):466-469.
Effects of Surface Ultrasonic Rolling Processing on Fatigue Properties of Axle Steel Used on High Speed Train
REN Xue-chong1,CHEN Li-qin2,LIU Xin-gui3,XIANG Bin3,LIN Guo-biao2
(1 National Center for Materials Service Safety,University of Science and Technology Beijing,Beijing 100083,China;2 School of Materials Science and Engineering,University of Science and Technology Beijing, Beijing 100083,China;3 Metals & Chemistry Research Institute, China Academy of Railway Sciences,Beijing 100081,China)
The rotating bar bending fatigue testing specimens made from EA4T high speed axle were grinded. Some of the grinded specimens were surface ultrasonic rolling processed (SURP). The microstructures in surface layer and surface morphologies of the grinded specimens and the SURP specimens were observed. Micro-hardness and residual stress in surface layer and surface roughness of the grinded specimens and the SURP specimens were measured. Fatigue limits of the grinded specimens and the SURP specimens were tested using rotational bending testing method. The results show that fatigue limits of the grinded specimens and the SURP specimens are 352MPa and 401MPa respectively.The increase of fatigue limit of the SURP specimens is mainly due to the decrease of surface roughness and the increase of strength and residual compressive stress in surface layer.
axle steel;surface ultrasonic rolling processing;fatigue limit;surface roughness;residual stress
10.11868/j.issn.1001-4381.2015.12.001
TG172
A
1001-4381(2015)12-0001-05
國家自然科學基金資助項目(U1234207);北京高等學校青年英才計劃資助項目(YETP0420)
2014-07-23;
2015-06-16
任學沖(1978-),男,博士,副研究員,主要從事金屬材料疲勞與斷裂方面的研究工作,聯系地址:北京市海淀區學院路30號北京科技大學國家材料服役安全科學中心(100083),E-mail:xcren@ustb.edu.cn