梳棉機喂棉箱分類及設計優化
2015-03-21 06:17:32付友民焦玉發
山東紡織科技 2015年4期
付友民,焦玉發
(青島紡織機械股份有限公司,山東 青島266042)
梳棉機喂棉箱分類及設計優化
付友民,焦玉發
(青島紡織機械股份有限公司,山東 青島266042)
文章介紹了當前梳棉機喂棉箱的分類、結構及作用原理,從優化設計角度對喂棉箱在實際生產過程中出現的缺陷加以改進。
清梳聯;梳棉機;喂棉箱
國內清梳聯經過近幾十年的發展,越來越成熟。梳棉機喂棉箱是開清梳聯合機的連接設備,置于梳棉機后部,借助梳棉風機的作用,將清棉機處理好的纖維均勻分配到各臺梳棉機,其輸出筵棉層穩定性對減輕梳棉機壓力,提高生條質量,起到了至關重要的作用。本文主要介紹梳棉機喂棉箱的分類、結構及對其在生產實踐中遇到的問題從設計方面加以改進,加強其適應性。
1 梳棉機喂棉箱分類
1.1 喂棉箱從氣壓原理上分類
從原理上分可分為純氣壓式、純振動式和氣壓加振動式。純氣壓式棉箱必須注重設備的密封性,若密封不好,各處漏風,勢必造成棉箱氣壓不穩,壓力傳感器檢測值變化較大,然后以錯誤的信號控制給棉系統,導致筵棉層厚度縱橫向差異較大,生條不勻率顯著增大,影響產品質量;純振動式和氣壓加振動式棉箱需要考慮下棉箱儲棉高度,其高度決定了筵棉層厚度能不能達到要求。
1.2 從喂入方式上分類
從喂入方式上分一是給棉板鋸齒羅拉形式,例如德國特呂茨勒公司的直接喂棉裝置DIRECTFEED棉箱,主要難點表現在選擇合適的給棉羅拉針布及羅拉材料,對于較長化學纖維,此種棉箱仍有纏花現象;二是雙羅拉喂入形式,此種棉箱問題主要表現在選擇合適的羅拉材料及羅拉兩端結構及密封性能上。
1.3 從隔距可調形式分類
首先是彈簧浮動加壓自動可調隔距式,即羅拉隔距隨著上棉箱纖維狀態即時改變,雙羅拉受力比較均勻,隨著時間的推移,會是近直線型,這是當前比較合理實用的一種形式,像青島宏大公司的JWF1171型喂棉箱,該棉箱經過十幾年各用戶廠家使用,普遍反映整體運行狀態良好;其次是手動可調隔距式。此種棉箱當羅拉隔距調整好后,不管上棉箱纖維狀態如何,隔距是恒定的,雙羅拉易受氣體輸送梳棉管道纖維狀態影響,易受力不均,呈現一種突變形式。如果隔距調整不到位,極易產生上棉箱纖維因厚度不均,受到雙羅拉擠壓,越積越多,纖維受熱凝固卡在雙羅拉之間,繼而產生打滑現象或者雙羅拉彎曲損壞,甚至把雙羅拉卡死,軸端羅拉堵頭與筒體破壞性分離,還有可能引起減速機傳動輪齒損壞現象,帶來各種不必要的損失。
以上是梳棉機喂棉箱的主要分類方式。各企業喂棉箱主要特征如表1所示。
2 喂棉箱主要結構及工作原理
2.1 喂棉箱結構
各廠喂棉箱主要結構大致相同,本文以青島紡機FA171A型喂棉箱為例(見圖1)。
2.2 喂棉箱原理
經開清聯合機開松、混合、除雜后的原棉,使用FT201B型梳棉風機通過梳棉管道分送到各臺棉箱的配棉頭,因上棉箱的擴散、排氣和自身重力作用而聚集到上棉箱中,形成一定體積密度的棉氣混合物,后經棉箱給棉羅拉握持擠壓成一定厚度棉層并向下順向喂入,再經過開松輥旋轉打擊開松成細小棉束,在風機產生的氣流作用下,在下棉箱下部堆積形成一定高度和密度的棉層(可通過調節下棉箱壓力控制棉層),然后經過輸出羅拉向梳棉機給棉羅拉同步輸出。此過程中有一定牽伸,牽伸比要控制在1.2~1.6,牽伸偏大,相應條干不勻率加大。
表1 當前梳棉機喂棉箱主要特征
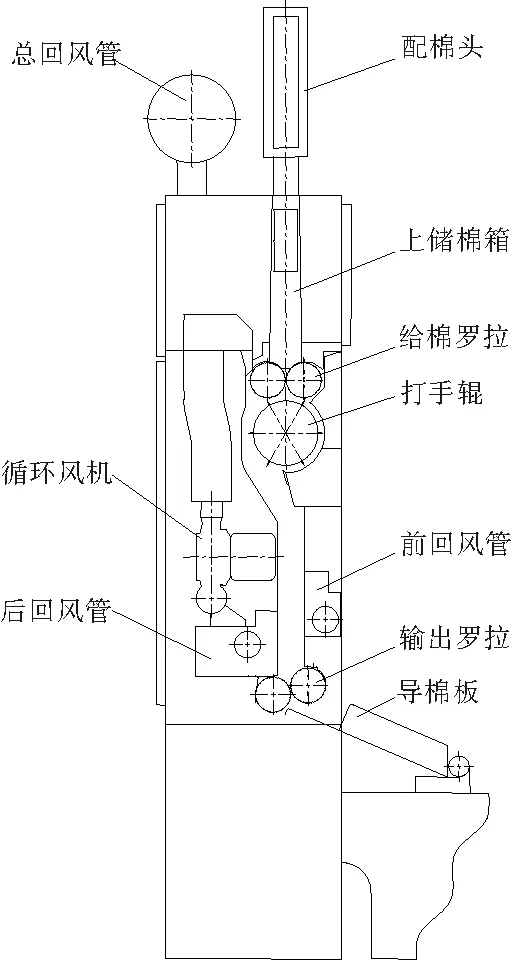
圖1 FA171A型棉箱
壓力傳感器檢測下棉箱當前氣壓后,將信號傳給自調勻整,自調勻整結合標準棉箱壓力設定及P.I.D,綜合計算后,輸出一個0~20 MA的直流電壓信號到給棉變頻器, 驅動給棉電機運轉,如果下棉箱氣壓高于設定上限,則給棉電機停止運轉。以此保證下棉箱始終保持一定高度的儲棉,從而保證喂棉的連續性。
3 生產實踐中出現的問題及解決措施
無論哪種喂棉箱,在生產實踐中,由于適紡原料的差異化,包括原料的細度、長度、力學性能、回潮率以及用戶車間溫濕度的保持情況不同等,對喂棉箱穩定性、適應性提出了很高的要求,生產實踐中難免會出現很多問題。
3.1 上給棉羅拉纏花、兩端塞花
傳統設計中,羅拉端面與墻板間隙小,通過環形細毛氈條密封,比較容易塞花,如圖2所示。
溝槽型給棉羅拉直徑為120 mm;墻板與給棉羅拉堵頭之間間距為1.5 mm;羅拉堵頭與軸連接處中間有凹槽;羅拉堵頭與墻板用環形窄條彈性細毛氈密封;套環較寬,大約30 mm。此種羅拉在長時間運行后,因發熱摩擦等因素,細毛氈磨損較快,受風力作用,纖維極易隨風嵌入到墻板與堵頭縫隙中,久而久之,越纏越多,最后形成羅拉兩端纏死現象,造成羅拉損壞,最壞的情況是造成減速機損壞,嚴重影響生產。此類羅拉有設計缺陷。
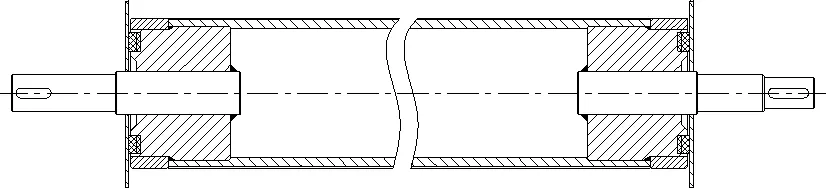
圖2 傳統型喂棉箱羅拉結構
給棉羅拉一種有效的改進方法,如圖3所示:墻板羅拉堵頭間距相應加大;堵頭與給棉羅拉連接處采用大圓弧過渡,防止尖角;取消毛氈密封;取消堵頭與軸中間凹槽。具體策略就是采取疏導的方式及時排除纖維,減小塞花概率。經用戶反饋應用效果比較好。防止羅拉中間纏花的最好的辦法是適當加大其直徑,并且羅拉隔距可調,最好是彈性加壓。
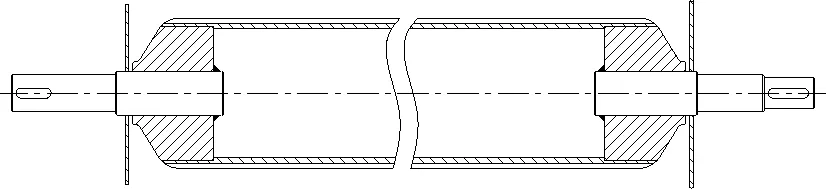
圖3 改進后的喂棉箱羅拉結構
3.2 給棉羅拉材料選擇不合適
當前給棉羅拉材料主要采用無縫鋼管和鋁合金兩種。
選用建議是:紡棉時,兩者均可;紡化纖時,如果車間濕度和纖維回潮率大最好是鋁合金羅拉。
3.3 棉箱通道材料選擇不合適
當前棉箱通道大部分采用噴粉件。為了減少摩擦和靜電,保障落棉的流暢性,建議采用不銹鋼材料,像1Cr17、1Cr13等光亮不銹鋼板,這樣,雖然成本有所增加,但是非常有利于落棉,有利于形成均勻穩定的筵棉層,最終顯著提高生條條干不勻率和重不勻。
3.4 下棉箱儲棉量太小
下棉箱儲棉量盡量大,最少達到200 mm。這就要求排風網眼高度至少大于200 mm,而且采用不銹鋼材料,沖孔方向由內向外,噴丸處理,網眼盡量小,網眼密度要大。
3.5 輸出羅拉選擇不合適
輸出羅拉采用鋁合金羅拉即可,也要注意軸端塞花問題。解決辦法是可以適當加大羅拉軸端與墻板之間間隙1.5 mm到3.5 mm左右,軸與堵頭之間不要有凹槽等改進措施。設計時羅拉輸出棉層方向與導棉板方向盡量一致。
3.6 開松輥速度選擇不合適
開松輥必須有合適的速度,在保證剝棉順利、不返花的情況下,不宜過高,降低棉結增長率。同時,開松輥與給棉羅拉之間隔距要可調。目前,國內喂棉箱開松輥速度都在600~900 rpm之間。國內某棉紡廠對喂棉箱開松輥在不同速度下對筵棉質量的影響進行了試驗,結果見表2。

表2 開松輥不同速度對筵棉質量的影響
由表2可以看出,當打手輥速度下降時,棉結、雜質、短絨增長率均向好的方向發展,所以,當前各公司喂棉箱開松輥的實際運轉速度偏高,應根據實際情況做適當調整。當然也可以通過減少針密度和排數的做法減少開松輥對纖維的損傷。比如,青島紡機股份有限公司曾經為某公司專門制作了三排針開松輥,客戶反映使用狀況良好。
3.7 喂棉箱密封性能不好
喂棉箱的密封性能好壞是檢驗棉箱能否穩定輸出筵棉的一個很重要的方面。如果密封性能不好(特別是下棉箱),處處漏風,那么必然會出現掛花現象,越掛越多,進而導致掛花處棉層顯著變薄,輸出筵棉達不到設定要求,影響條干。當前處理棉箱的密封問題主要有兩種方法:一種是中間棉花通道零件與墻板之間加毛氈密封;另一種是直接用特殊密封膠粘接堵死縫隙。兩種方法效果均可。
3.8 開松輥兩端塞花
增大開松輥與墻板之間間隙,例如1.5 mm加大到5 mm;開松輥兩端面是光面,不要出現凹槽;光面增加2~4件L型小折邊當做風扇,即可有效解決開松輥端面塞花。
4 結語
4.1 上述喂棉箱設計的各個方面最終目的是在達到開松要求的基礎上盡量減少纖維損傷,減少雜質,保證下棉箱壓力穩定,提高棉層縱橫向均勻度,使喂棉箱輸出符合要求的筵棉層,從而改善和提高生條質量。
4.2 為保證實現棉箱喂棉的連續性,穩定性的要求,還需要優化上棉箱排氣濾網面積、保證梳棉管道具有合適的壓力、保證氣壓式棉箱下棉箱合適的壓力、自調勻整的應用、控制好空調濾塵系統等。
[1] 李妙福,蘇馨逸.清梳聯工藝設備與管理[M].上海:東華大學出版社,2006.
[2] 蔣耀興,馮岑.紡織概論[M].北京:中國紡織出版社,2005.
[3] 劉孝虎.傳統清梳流程的清梳聯改造[J].棉紡織技術,2013,41(1)::33—35.
[4] 王莉.清梳聯喂棉箱的設計要點與創新[J].山東紡織科技,2010,51(5):25—27.
Optimal Designs on Chute Feeder and Its Classification
FuYoumin,JiaoYufa
(Qingdao Textile Machinery Co.,Ltd.,Qingdao 266042,China)
Classification of chute feeder was introduced,as well as the structure and working principle .The improvements on defects frequently appeared in practice were shown to meet the requirement from the perspective of design.
blowing-carding machinery;carding machine;chute feeder
2015-05-08
付友民(1981—),男,山東青島人,工程師。
TS112
B
1009-3028(2015)04-0017-05