車床夾具設計及誤差分析探討
2015-03-22 00:54:35代麗華
太原城市職業技術學院學報 2015年3期
關鍵詞:設計
代麗華
(山東煙臺職業學院,山東煙臺264607)
車床夾具設計及誤差分析探討
代麗華
(山東煙臺職業學院,山東煙臺264607)
隨著現代化工業的發展,人們對于機械加工的精度要求越來越高,作為機械加工的一類,車床夾具對于車床精度也有著重要影響。因此,注重車床夾具設計,做好其誤差分析,才能找準關鍵環節,滿足車床加工的實際需要。
車床;夾具;設計;誤差
車床夾具主要是為了固定車床上的加工對象,確保其能夠占據正確加工位置的一種設備。其作用主要是用于定位工件,這樣才能夠獲取正確的車床以及刀具的位置,并且可靠地夾緊工件。所以,在機械加工中,車床夾具是核心的組成部分,直接關系到零件的加工精度。
一、車床夾具的主要類型
1.車床主軸上的夾具
在車床主軸上安裝夾具除開花盤、三爪卡盤、四爪卡盤、前后頂針等通用的夾具之外(一般來說,這一部分夾具都是作為機床的標準化附件,如果需要,只需要購買即可,不必重新設計),車床還需要使用專用夾具。具體如下:
(1)花盤式
如果在通用的花盤上完成這一道工序的安裝,是無法滿足工件實際的加工精度要求的,因此,只有針對性地設計,才能滿足需求。圖1為一種花盤角鐵式車床夾具,用以鏜車瓦座工件的內孔、油槽及端面等。由于工件具有較穩固的安裝平面,故車床夾具采用帶90°角鐵的花盤來裝夾工件。
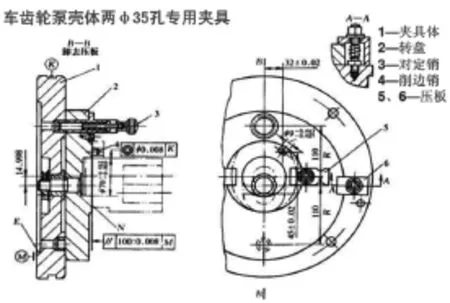
圖1 花盤角鐵式車床夾具
(2)角鐵式夾具
如圖2所示,工件通過一面兩孔作為定位的基準,然后在夾具傾斜的定位支撐板以及一個菱形銷和圓柱銷上進行定位,通過鉤形壓板,做好夾緊處理。需要加工的表面為端面和孔,為了滿足加工端面尺寸以及被加工孔與定位基準面的角度,在靠近加工面處,需要做好測量基準面以及工藝孔的設計。
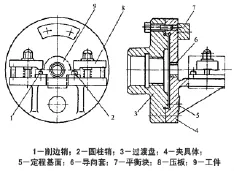
圖2 角鐵式夾具
2.在車床拖板上安裝夾具
如果設備有限,與箱體形狀相類似的零件,因為其尺寸限制,想要設計安裝在車床主軸上存在諸多不便,可以拆除拖板上的刀架,然后在拖板上安裝工件和夾具。在加工時,主運動依靠車床主軸上的刀具來完成,工件只進行進給運動,這樣就能將車床實際的應用范圍擴大。
二、車床夾具定位誤差
所加工的零件的允差δk與加工誤差△j以及在工藝系統當中其余因素所引起的加工誤差△g應該遵循:

上式當中與夾具有關的加工誤差△j組成為:

其中,△dw表示定位誤差;△jj表示夾緊誤差;△di表示引導誤差;△az表示機床安裝誤差;△jm表示磨損誤差。
在V形定位塊中進行定位時的定位誤差,我們可以根據具體的情況來分析。如下圖3所示,在V形定位塊中,軸類零件以外圓柱面進行其上部平面的定位加工。在軸類零件中,在V形塊中定位外圓H面時,V形塊具備定中的作用,也就是工件存在直徑加工誤差,但是在定位軸心之后,工件可以保持在V形塊的中心對稱面之上,這樣就滿足了定位之后X方向的“0”定位誤差。但是對于垂直Z向,在進行零件加工時,其直徑大小存在基準不重合誤差以及定位副制造不準誤差。當然,兩相誤差也不一定就同時存在。
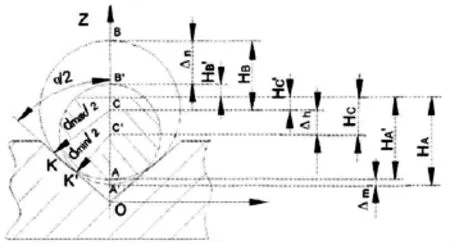
圖3 V形塊上軸件以外圓定位其加工平面
通過相關的分析后發現,定位誤差主要是因為基準不重合以及定位副制造不準誤差所引起的。其中,具體的定位誤差:第一,因為基準的不重合而產生誤差。在零件圖上,對于某一尺寸與位置的確定基準就稱之為設計基準。在車床工件加工中,需要對夾具定位進行合理的選擇,這稱之為定位基準。但是如果所選擇的夾具定位與設計基準不相符,就可能出現誤差,影響到工件的加工質量。第二,因為定位的副制造不準確而產生誤差。在使用夾具定位元件時,無法做到百分之百的準確定位,其實際的尺寸是允許在規定的范圍內出現變動的。由夾具定位元件和工件定位面共同組成定位副,但是因為定位副之間出現了間隙,或者是因為定位副制造出現偏差,就可能導致工件位置出現較大的變動,影響到工件的加工質量。
三、車床專用夾具
1.車床專用夾具的設計要求
第一,任何車床夾具都應該滿足工件加工質量這一要求,合理地選擇夾具方案,采取針對性的設計,做好道具的引導,就能夠避免工件質量受到影響。如果加工需要,還應該做好誤差分析。第二,將勞動強度降低,才能滿足使用安全要求,方便操作。利用油壓或者是氣動等方式,就能實現工人勞動強度降低的目標,并且也可以提高夾具夾緊力的掌控度。另外,在設計夾具時,還應該考慮到安全系數與作業習慣,所以,安全保護裝置不可少。第三,滿足生產綱領要求,才能降低成本,提高生產效率。如果工件需批量生產,就應該在滿足功能要求的前提下,讓夾具設計盡量滿足批量生產,做到安裝與拆卸的方便,將輔助時間減少。同時,本身設計盡可能貼近簡單、方便,如此也有利于夾具制造成本的控制。第四,確保良好的工藝結構。在夾具設計時,應該考慮到其安裝、裝配、制造和維修的整體結構。第五,有利于清理。在進行工件的批量生產時,難免會有切屑存在于夾具之中,這樣會對夾具的定位產生影響。同時,因為夾具產生的熱量會導致工件變形,所以如果存在嚴重堆積切屑的情況,還可能對刀具產生損壞,造成工傷。
2.專用夾具設計分析
專用夾具設計實例:在鉸、鉆定位銷孔的夾具設計,主要是用于大頭端面定位銷孔的加工,在船舶曲軸以及車床曲軸中,定位銷孔的作用不可忽視。就好比套圈下蛋,只有確保其符合標準設計,才能確保后續加工的位置差和精度。就定位銷孔而言,對形位公差與精度的要求偏高,就如曲軸的咽喉。因此,其保證必須依靠良好的工裝來支持。為了節約實際的成本開支,鉆床最好是能選擇ZC40型號,鉆夾頭可以選擇鉆石牌的高精度夾頭;考慮到工裝的耐磨性和互換性以及整體的穩定性,需合理選擇裝夾力;觀察工裝夾具零部件熱處理、加工工藝是否切實可行;觀察鉸刀的跳動與錐度以及鉆夾頭的跳動;觀察裝配校基準、工裝夾具裝配基準的精度。
3.車床夾具加裝的計算
在整個工序之中,切削力和夾緊力是最主要的參數,在車床夾具的定位銷孔的鉆、鉸削時,應以鉆削和鉸削作為切削力的基準,然后根據《切削用量簡明手冊》,就可以得到下述的表達:
其中do=3mm,f=0.1mm/r。根據《切削用量簡明手冊》

在定位銷孔加工時,按照夾具加裝工序,工件主軸頸1.5可以放在兩個V形塊上,并且主軸頸的三個端面均由支撐塊,另外有一個固定的定位點處于連桿軸頸。那么F=Ff=677.8N
4.確定定位元件
第一,車床的曲軸需要進行大批量的生產,使用手動夾緊的夾具,不僅其本身的結構簡單,其在生產中的應用也非常廣泛。此外,手動夾緊操作方式的運用,可以確保原始夾緊力本身可持續的作用下去,并且其夾緊可靠,方便實用。曲軸作為軸類零件,在定位該工序的夾具元件時,還應采取兩個V形塊,其中的一個支撐板用于定位曲軸軸向的方向,可以結合一個靠山作為角度方向的定位。第二,V形之上盡量采用抗磨塊,主要因為零件本身屬于線接觸,很容易讓一處被磨損,因此,可以利用熱處理之后擁有較高硬度的材料。通過實踐研究證明,T10A的材料是最容易出現磨損的,為了滿足節約成本的目的,可以根據白鋼耐磨與低成本的特點,使用白鋼鑲嵌的方式。第三,曲軸角度靠山。由于曲軸定位銷孔本身只允許±0.05mm的角度差,要求較高,所以,在實際操作中可以選擇與V形線相互接觸的方式,盡量選擇抗磨塊,如此操作就能夠保證精度尺寸的前提下,滿足耐磨與操作方便。第四,支承板。對于曲軸定位銷孔,其兩個方向垂直度應滿足10:100mm的要求。所以,這對支承板的要求較高,需要做好經常磨損部位的熱處理工作,并且與軸頸R像不能出現相互的干涉,確保在裝夾過程中不會有地處點的存在。第五,夾具體的支承座。對于這一部分,主要是選擇HT200材料,在通過失效處理后,HT200材料擁有良好的穩定性,并且不容易出現變形,具備加工操作方便、利用價值高的多項優點。在設計中,支承座的背部與底部應做好相應的工序處理,以避免因為加工平面過大,導致平面度無法達標的情況出現。第六,設計鉆套與鉸套。這一部分工序需要通過多次加工才能滿足圖紙設計尺寸,所以,最好采取活動鉆套和鉸套。
四、結語
通過本文對車床專用夾具設計,再配合上具體的思路與方法,對設計與誤差進行了有關的說明。在進行機械零件加工時,夾具不僅需要滿足零件加工質量的要求,而是還可以提高實際的生產效率,降低整體的勞動強度,同時夾具的設計還應該盡量考慮到結構的簡單及操作的方便靈活。在日常的生產中,我們要多多總結,不斷積累經驗,對存在的問題進行思考,這樣才能夠設計出更好、更優質的夾具。
[1]許自英.車床專用夾具設計的分析與加工[J].硅谷,2012(12)130-131.
[2]楊洪建.車床零件的夾具設計分析[J].裝備制造技術,2011(5):54-55+58.
[3]詹愛民,楊加春,姚拴科.深孔加工車床夾具設計[J].金屬加工(冷加工),2013(15):44-45.
[4]金魁.車床夾具設計及應用研究[J].機械工程師,2014(7):89.
T
A
1673-0046(2015)3-0189-03
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
