色織小提花織物的生產
2015-03-24 07:17:35代帥成
紡織科技進展 2015年3期
陳 棟,周 祥,代帥成
(江蘇工程職業技術學院,江蘇南通226007)
色織小提花織物的生產
陳 棟,周 祥,代帥成
(江蘇工程職業技術學院,江蘇南通226007)
以精梳棉紗線和滌綸低彈絲為原料,采用多種色紗交織而成的色織小提花織物布面立體效果清晰,風格獨特,屬高檔服裝用面料。詳述了產品設計、織物生產工藝和技術措施,以及織造生產效率和織物質量水平。
色織;小提花織物;織物設計;生產工藝
隨著消費者消費觀念的不斷轉變,紡織品流行色彩、款式等也日新月異。生產企業要想提高市場競爭力,搶占市場先機和份額就必須開發出讓消費者滿意的紡織品。本院與企業合作開發了多款高檔色織面料,一投入市場就受到消費者青睞,尤其是以(JC12 tex +6×2 tex)×83.3 dtex/75 F 591×370 145.5規格的提花織物為最。下面就其織物設計和生產工藝作一總結介紹。
1 織物設計
1.1 織物規格
成品經密/緯密:591/370(根/10 cm);經紗:加白JC12 tex和大紅、粉紅、中藍、淺藍的JC6×2 tex;緯紗:原白、大紅、粉紅、中藍、淺藍的83.3 dtex/75 F滌綸低彈絲;成品幅寬145.5 cm,織軸寬度165.2 cm,每米經長1.08 m。
用紗量:16.912 4 kg/100 m,其中加白JC12 tex經紗為9.495 2 kg/100 m,大紅、粉紅、中藍、淺藍的JC6×2 tex經紗均為0.396 8 kg/100 m,經紗用量為11.082 4 kg/100 m;原白83.3 dtex/75 F低彈絲為4.664 kg/100 m,其大紅、粉紅、中藍、淺藍的83.3 dtex/72 F低彈絲均為0.291 5 kg/100 m;緯紗用量為5.83 kg/100 m。
織物地組織如圖1所示,邊組織為平紋。總經根數8 610根,其中邊紗70根×2,全副151花+14根,加白JC12 tex經紗為7 262根,大紅、粉紅、中藍、淺藍的JC6×2 tex均為302根。
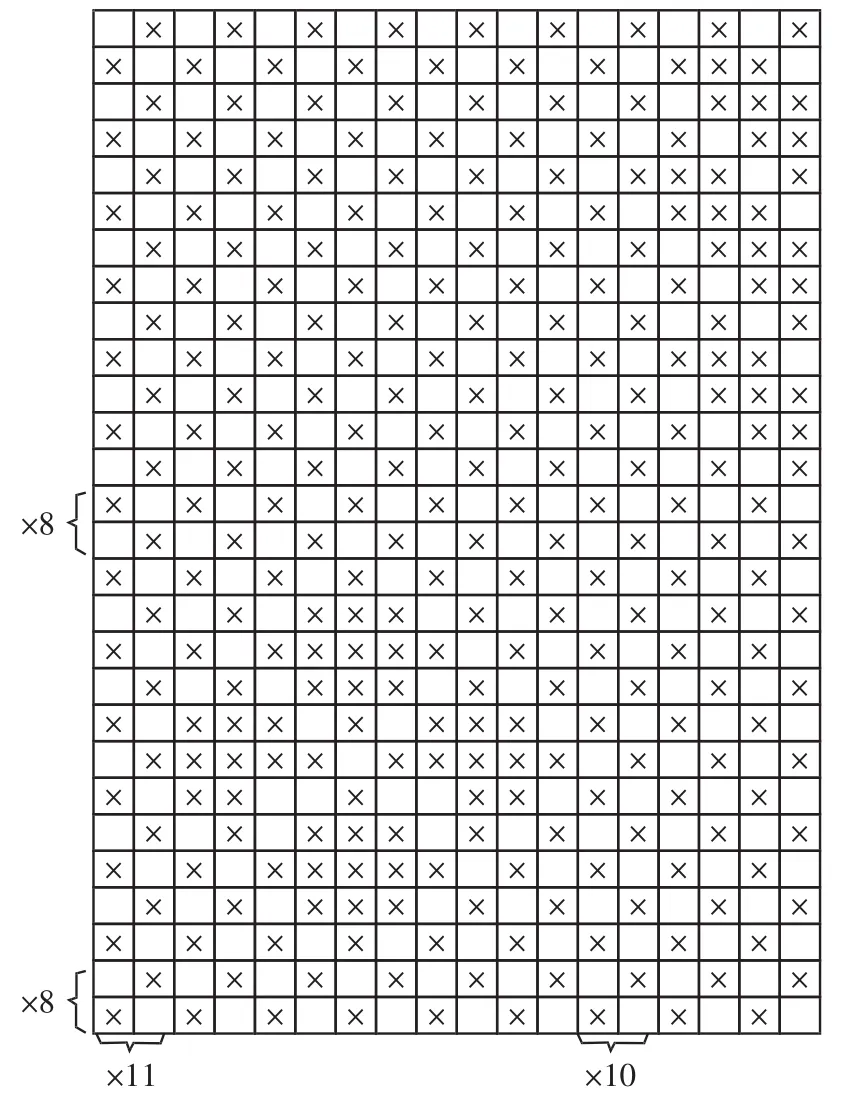
圖1 織物組織圖
1.2 織物風格
選用6種不同顏色的紗線,織物色彩豐富,花紋循環大格型小,立體感強,是用作高檔服裝的極佳面料。紗線配色排列如下:
紗線配色:A(加白),B(大紅),C(粉紅),D(中藍), E(淺藍),F(原白)。色經排列:15A,1B,1C,9A,1C, 1B,15A,1D,1E,9A,1E,1D;經紗循環為56根,其中加白48根,大紅、粉紅、中藍、淺藍各為2根。
色緯排列:10F,1B,1C,6F,1C,1B,10F,1D,1E, 6F,1E,1D;緯紗循環為40根,其中原白32根,大紅、粉紅、中藍、淺藍各為2根。織物實物圖如圖2所示。
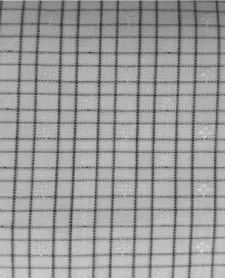
圖2 織物實物圖
2 主要生產工藝與措施
2.1 絡筒
使用Autoconer338型自動絡筒機,由于紗線細強力相對較低,絡筒速度應慢些。同時加強設備維護管理,定期對紗線通道及機臺內部進行清潔,檢查斷頭自停裝置、筒子錠管回轉狀況等。絡筒速度600 m/min,棉結300%,短粗節220%×2.0 cm,長粗節40%×40 cm,長細節為-35%×40 cm,筒子卷繞密度0.40 g/cm3。
2.2 整經
使用貝寧格ERGOTEC分條整經機。加強設備、運轉管理和環境溫濕度控制,車間濕度控制在55%-65%,溫度在20-32℃。每絞花數為11花,每絞經紗根數616根;整經絞數14絞,第1絞686根×13.16 cm,第2~13絞616根×11.82 cm,第14絞532根× 110.21 cm,整經張力7.1 c N,倒軸張力10.7 c N,斷頭率1.1根/(100根·104m)。
2.3 穿經
綜框15頁,第1~7頁綜絲152根,第8頁604根,第9~10頁302根,第11頁151根,第12頁1 581根,第13頁1 582根,第14~15頁1 512根。穿綜方法12,13,14,15,1,2,3,4,5,6,7,5×(13,14,15,12), 8,9,8,10,11,10,8,9,8,4×(12,13,14,15)。筘幅為160.2 cm;筘號91號,地組織和邊組織的插入數為3根/筘。
2.4 織造
由于緯紗顏色有5種且紗線細,因此采用GA708型噴氣織機制織,其織造工藝參數如表1所示。
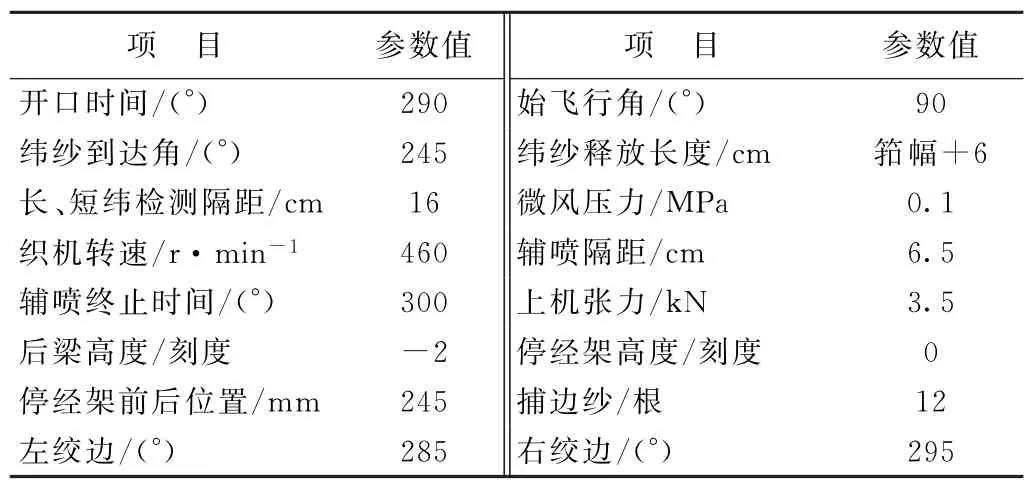
表1 織造工藝參數
常規品種微風壓力一般控制在0.08 MPa,但對該織物為防止緯紗回縮而脫離主噴,尤其是在斷緯、斷經后,微風壓力宜增加到0.1 MPa。
由于緯紗是83.3 dtex/72 F滌綸低彈絲,為防止被吹散,主噴壓力調在0.23 MPa附近,輔噴壓力在0.26 MPa。
3 結語
該織物的設計生產有一定難度,尤其是紗線排列較復雜,需要采用分條整經;同時經紗細織造難度很高。但通過調整和優化工藝,織造效率明顯提高達到90%以上,下機一等品率為93%,入庫一等品率達到97%。
[1]馬順彬,瞿建新.劍桿織機織疵的成因及解決措施[J].紡織導報,2009,(12):36-38.
[2]馬順彬,蔡永東,葛龍德.滌綸包覆紗緯彈色織面料的生產技術要點[J].棉紡織技術,2011,39(3):60-62.
[3]馬順彬.提高細特高密高彈雙層織物織造效率的探討[J].上海紡織科技,2009,37(1):50-51.
Production of Yarn-dyed Dobby
CHEN Dong,ZHOU Xiang,DAI Shuai-cheng
(Jiangsu College of Engineering and Technology,Nantong 226007,China)
The yarn-dyed dobby had clear three-dimensional effect and unique style woven by a variety of colored yarn and using combed cotton yarn and polyester textured yarn as raw materials,and it was a high-end apparel fabrics.The fabric design,fabric production processes and technical measures,as well as weaving productivity and fabric quality level were detailed.
yarn-dyed;dobby;fabric design;production process
TS106.5
:B
:1673-0356(2015)03-0041-02
2015-03-09;
:2015-04-29
江蘇省高等學校大學生創新創業訓練計劃《多色經紗小樣搖紗機研制》(201410958005Y);2014年度高校“青藍工程”科技創新團隊《現代織造技術及產業用紡織品研發》[蘇教師(2014)23]
陳 棟(1958-),男,江蘇南通人,教師,主要從事紡織專業教學工作,E-mail:mashunbin@163.com。