螺柱焊在船舶焊接卡馬中的應(yīng)用
2015-03-25 03:23:06張宏建夏文亞
廣東造船 2015年2期
關(guān)鍵詞:焊縫
張宏建,夏文亞 , 何 源
(1.廣東新中國船廠有限公司;2.中船黃埔文沖船舶有限公司,廣州 510775,廣州 510310)
1 前言
船舶建造過程中,板材或型材在進(jìn)行對接焊前,需要沿焊縫方向安裝定位卡馬(見圖1),以達(dá)到控制焊接變形、保證焊接質(zhì)量的目的。各船廠一直以來的做法是:用鋼材切割成長條型馬,垂直于焊縫安裝,卡馬在焊縫兩側(cè)與所焊板材或型材焊接固定。隨著單面焊雙面成型技術(shù)的發(fā)展,如陶瓷襯墊焊的使用越來越普遍,相比雙面焊接的方式其產(chǎn)生的角變形更大,因此對焊接卡馬的依賴程度更高。
一般中、小型船舶的船臺搭載需要使用1 000~3 000個(gè)卡馬,大型船舶則使用更多的卡馬。大量的焊接卡馬拆除后留下了大量的馬腳,需要火焰切割、碳刨、打磨和補(bǔ)焊處理,由此給船廠帶來了大量的批補(bǔ)磨工作。另一方面,普通焊接卡馬拆除后對船體母材造成一定程度的損傷,對板材油漆造成大面積的破壞,并且普通焊接卡馬使用完后重復(fù)利用程度低,造成材料的浪費(fèi)。

圖1 普通焊接卡馬
2 螺柱焊焊接工藝
螺柱焊是將螺柱一端與板材表面接觸,首先在焊接螺柱和母材之間引弧,待接觸面熔化后對螺柱施加一定壓力,將螺柱端浸入熔池,并將液態(tài)金屬部分?jǐn)D出接頭,形成再結(jié)晶的塑性連接或再結(jié)晶和重結(jié)晶混合連接接頭的焊接的方法。由于螺柱焊焊接時(shí)間短、焊接強(qiáng)度高、焊接能量集中、操作方便、焊接效率高及母材熱損傷小等特點(diǎn),被廣泛應(yīng)用于汽車、鐵路、鋼結(jié)構(gòu)建筑、造船等行業(yè)。按照操作方法的不同,將螺柱焊分為電容儲能式和拉弧式螺柱焊。
將螺柱焊應(yīng)用于焊接卡馬,為達(dá)到較深的熔池、足夠的焊接強(qiáng)度,須采用拉弧式螺柱焊機(jī)。拉弧式螺柱焊機(jī)采用整流器或變流器供電,為了使焊接過程穩(wěn)定,要求電源為直流下降特性,具有良好的動(dòng)特性。其空載電壓在70~100 V之間,最大焊接電流可達(dá)3 000 A。焊接時(shí),將螺柱通過焊槍直接焊接在母材上。在焊接過程中,不需要填充料,是一種焊接工藝簡單、焊接牢固度好、焊接成本低、焊接效率高的焊接方式。
拉弧式螺柱焊機(jī)其焊接時(shí)間在200 ms以上,焊接熔深一般大于0.3 mm,且在已焊接的螺柱周圍形成比較有規(guī)則的焊縫成型,大大增加了焊接強(qiáng)度。其可焊螺柱2~30 mm直徑,對板材表面的質(zhì)量要求較低,有鍍層、油污、銹蝕、底漆等都不影響焊接。
拉弧式螺柱焊焊接過程見圖2。
(1)將焊接螺柱插入焊槍的夾頭中,配上瓷環(huán),抵在工件的焊接位置a);(2)焊接開始時(shí),提升焊接螺柱,先導(dǎo)電流在焊接螺柱和工件之間激發(fā)出電弧b);(3)在焊接螺柱和工件之間觸發(fā)主電弧c),螺柱和焊接母材表面熔化;(4)焊接螺柱被提升到最高點(diǎn)后,開始回落并插入熔池,焊接電流隨即終止d);最后完成情況見e)。
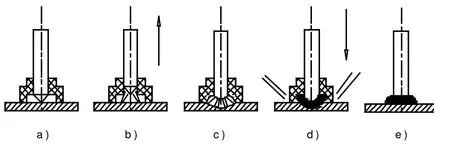
圖2 陶瓷環(huán)保護(hù)拉弧式螺柱焊焊接過程
3 螺柱式焊接卡馬
3.1 螺柱式焊接卡馬形式
國外一些先進(jìn)船廠使用了一種新型焊接卡馬——螺柱式焊接卡馬,如圖3所示。該種卡馬使用螺柱進(jìn)行固定,通過拉弧式螺柱焊將螺柱焊接在板材焊縫的兩側(cè),用螺母緊固卡馬,從而達(dá)到替代傳統(tǒng)電弧焊式焊接卡馬的目的。
螺柱式焊接卡馬使用鋁材或鋼材通過鑄造或沖壓成型。為了減輕重量,其內(nèi)部鏤空,并在螺柱的安裝位置開孔,同時(shí)在卡馬的一側(cè)開有過焊孔,螺柱穿過孔的位置和數(shù)量可根據(jù)實(shí)際情況確定,如圖4所示。參照普通焊接卡馬,整個(gè)卡馬的長度一般在300~1 000 mm之間。

圖3 國外某船廠螺柱式焊接卡馬

圖4 螺柱式焊接卡馬
3.2 專用螺柱與瓷環(huán)
螺柱為低碳鋼材質(zhì),其前端需要鑲嵌小鋁球用于焊接時(shí)的引弧。為滿足焊接卡馬的使用強(qiáng)度要求,根據(jù)船體結(jié)構(gòu)板厚,應(yīng)使用M10以上螺柱。螺柱焊焊接時(shí),由于溶池較深,氣體保護(hù)對溶池的塑形能力較差,并且較易受到電弧偏吹影響,因此在焊接M12以上螺柱時(shí),需要采用瓷環(huán)保護(hù)焊接,螺柱與瓷環(huán)的安裝方式如圖5所示。
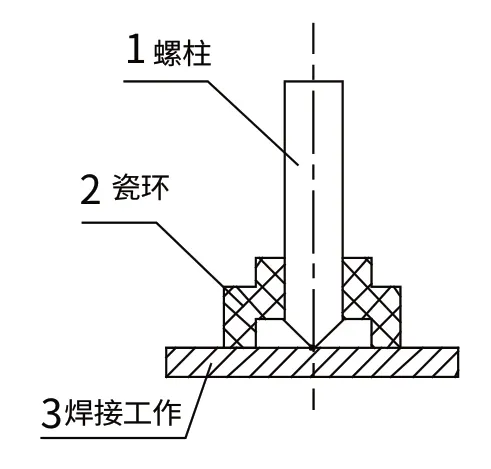
圖5 螺柱與瓷環(huán)的連接示意圖
3.3 螺柱式焊接卡馬優(yōu)點(diǎn)
螺柱式焊接卡馬與普通的焊接卡馬相比,其主要優(yōu)點(diǎn)如下:
(1)螺柱式卡馬改變了普通卡馬的安裝和拆除方式,采用螺栓緊固,安裝便捷,也節(jié)約了普通焊接卡馬工裝材料;
(2)螺柱式卡馬焊接操作使用專用的螺柱式焊機(jī),操作簡單,不需要專門焊工操作,一般裝配工即可操作;
(3)螺柱式卡馬的焊接量少,切割后僅留下數(shù)個(gè)圓形焊點(diǎn),手尾打磨補(bǔ)焊工時(shí)減少,且保證了母材表面的質(zhì)量;
(4)對外板油漆破壞少,減少了后期涂裝打磨、油漆的工作量;
(5)應(yīng)用專用的陶瓷保護(hù)環(huán)保證焊縫成型和滅弧,操作人員可在無防護(hù)面罩等保護(hù)的情況下進(jìn)行焊接工作,焊接時(shí)只有微量煙塵,不需要防弧光,工人施工環(huán)境得到改善;
(6)螺柱式卡馬與外板不直接焊接,安裝、拆除后不會損壞卡馬,能夠長期重復(fù)利用。
4 實(shí)船應(yīng)用
為檢驗(yàn)螺柱式焊接卡馬在實(shí)船施工中的使用效果,我們選取了兩家船廠兩個(gè)不同船型的分段合攏進(jìn)行試驗(yàn)比較,分別是黃埔船廠的3 000 t海監(jiān)船及南沙新船重工的40 m拖輪分段制作和船臺搭載施工,采用螺柱式焊接卡馬替代普通焊接卡馬,均取得良好效果。
其安裝的主要工藝流程如下:現(xiàn)場根據(jù)螺柱式焊接卡馬不同的長度規(guī)格,確定專用螺柱的安裝位置,安裝位置有面漆的,打磨螺柱安裝位置直徑范圍30~50 mm內(nèi)的油漆,然后進(jìn)行螺柱焊焊接;焊接時(shí)確保焊槍和母材垂直,檢查焊釘安裝位置是否牢固,對于焊釘焊接歪斜或者不牢固的,拆卸下來重新進(jìn)行焊釘?shù)陌惭b,之后進(jìn)行螺柱式焊接卡馬的安裝,使用螺母和墊片緊固。通過螺母的上緊,調(diào)節(jié)對接縫邊緣的錯(cuò)變量。
螺柱式焊接卡馬和普通焊接卡馬拆除后,母材表面的質(zhì)量對比差距明顯,普通焊接卡馬批補(bǔ)磨工作量大,如圖6所示。
5 綜合成本分析
結(jié)合生產(chǎn)實(shí)際,在工效和成本方面,對普通卡馬和螺柱式卡馬的裝配效率、焊接效率、拆除打磨補(bǔ)焊效率以及卡馬成本、焊材成本、裝配工時(shí)、打磨補(bǔ)焊工時(shí)等進(jìn)行對比分析,得到如表1的數(shù)據(jù)。

圖6 螺柱式卡馬和普通卡馬拆除后母材表面質(zhì)量對比

表1 普通卡馬和螺柱式卡馬的綜合成本對比
從表1可以看出,螺柱式卡馬相比普遍焊接卡馬,使用成本相當(dāng),但工效提高了約1倍。工效的提高節(jié)縮短了船舶建造船臺占用的總周期,從而節(jié)省了船臺費(fèi)用。
6 結(jié)束語
螺柱焊應(yīng)用于焊接卡馬,充分利用了其焊接時(shí)間短、焊接痕跡小、焊接強(qiáng)度高、操作簡便等優(yōu)點(diǎn),并顯著減少了卡馬的拆除和批補(bǔ)磨工作量,具有較好的推廣價(jià)值。結(jié)合船廠實(shí)際需求,開發(fā)輔助的工裝工具,將螺柱焊的應(yīng)用進(jìn)一步擴(kuò)展,如船體裝配定位、船體結(jié)構(gòu)加強(qiáng)、舾裝件安裝等,實(shí)現(xiàn)造船降本增效,是現(xiàn)階段具有研究價(jià)值的新課題。
[1]中國機(jī)械工程學(xué)會焊接學(xué)會編.焊接手冊(第3版)[M].北京:機(jī)械工業(yè)出版社.
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07