淺談《數控車床編程與加工技術》教學中的對刀技術
2015-03-27 07:18:50寧波市鄞州職業高級中學周魯江
電子世界 2015年24期
寧波市鄞州職業高級中學 周魯江
1 教學現狀分析
學生在零件加工時刀具經常撞上零件、做出來的零件尺寸偏大或者偏小、效率低等等。這些問題當中,零件尺寸偏大或者偏小,使得零件不符合生產練習要求,得分偏低。刀具撞上零件,小則刀具和零件都損壞,大則機床損壞以及人員受傷。刀具刀片損壞,增加了不少成本。機床維修也需要時間,導致幾個學生共用一臺機床,無法正常上課,嚴重影響上課的效率。
2 對刀技術是關鍵
所謂對刀,其實質就是側量程序原點與機床原點之間的偏移距離并設置程序原點在以刀尖為參照的機床坐標系里的坐標。零件尺寸誤差是難免的,但是在觀察中發現,很多同學做出來的零件尺寸偏差大,是因為對刀時太隨意,未仔細對刀,讀數誤差太大,導致后面零件加工出來后尺寸偏差較大。撞刀事件的發生,除個別程序輸錯外,其它都是因為未按照老師所教方法去對刀,才導致撞刀事件的發生。表面看是學生不夠細心,操作不夠熟練,其實在與他們交流之后發現,很多人對與對刀原理不了解,不明白這樣操作的原理,才導致撞刀事故的發生。
3 對刀原理是前提
要正確掌握對刀技術,必須先來了解下數控車床的工作原理,參見圖1所示。
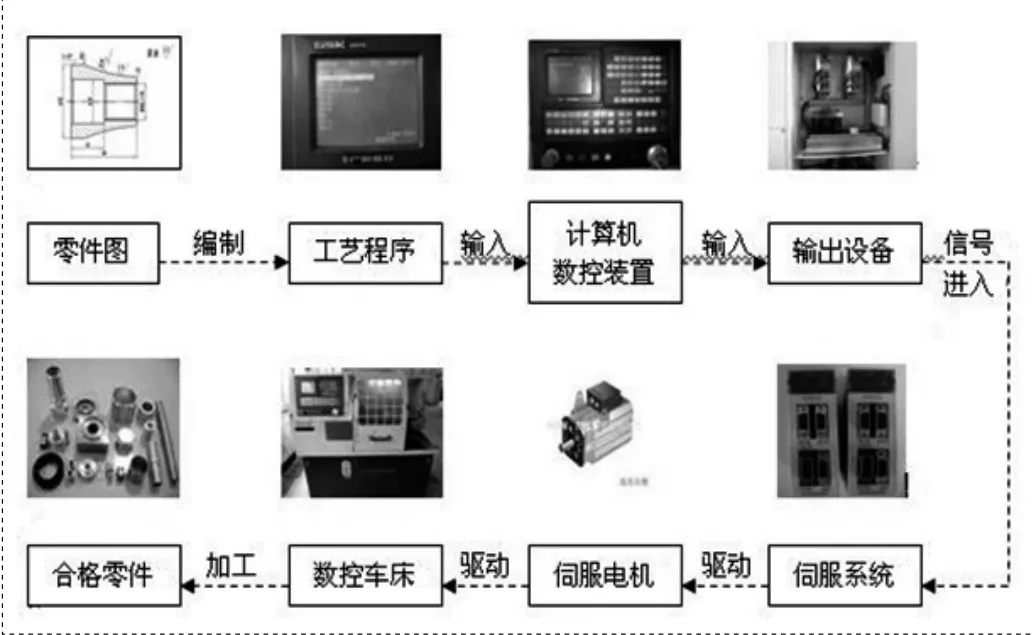
圖1
數控車床它是一種高精度的機床,刀架移動的速度、距離都是精密控制的,根據它所接收到的指令、數據做相應的動作,假如你輸入的指令是Z軸方向移動50mm,它就移動50mm的距離。
如果現在要將毛坯零件的一頭加工成Φ40X60mm的圓柱體,怎么樣確保刀具行進的軌跡剛好加工出Φ40X60mm的圓柱體呢?機床具有記憶功能,每次機床開機的時候,它都會記得上次使用時的參考點或者說是基準點,輸入指令G00 X10 Z10,刀架移動的位置跟上次的位置是一樣的,但是刀具伸出的位置不一樣,導致加工時的關鍵部位——刀尖位置不同。刀具裝在刀架上,每次裝夾的位置都不一樣,裝夾零件時,伸出的長度又不相同,所以用相同的程序、不同的裝夾方法,是加工不出相同的零件的。因此在這里需要重新設定這個基準點來限制刀具的位置,保證刀具行進位置與所要求的加工零件表面軌跡重合。
那怎么去設定這個基準點呢?這里要分清2個原點。根據圖紙把程序編寫出來,在這個過程中有一個很重要的環節,就是要選定一個方便編程的坐標系及其原點,我們稱之為程序坐標系和程序原點。程序原點一般選擇在零件端面與零件軸線的交點,如圖2所示。
對于數控機床來說,它本身也有個原點叫做機床原點。如果機床已經使用過了,那么它的原點就是上次對刀時所設定的原點。但是因為刀具換過了,這個原點已不能參考了。當數控車床通電后,須進行回零操作,其目的是建立數控車床進行位置統一基準,該點就是機床原點。由于機床回零后,刀具的刀尖處距離機床原點是固定不變的,因此,為便于對刀和加工,可將機床回零后刀尖的位置看作是機床原點。
在圖2中,O是程序原點,O’是機床回零后以刀尖位置為參照的機床原點。
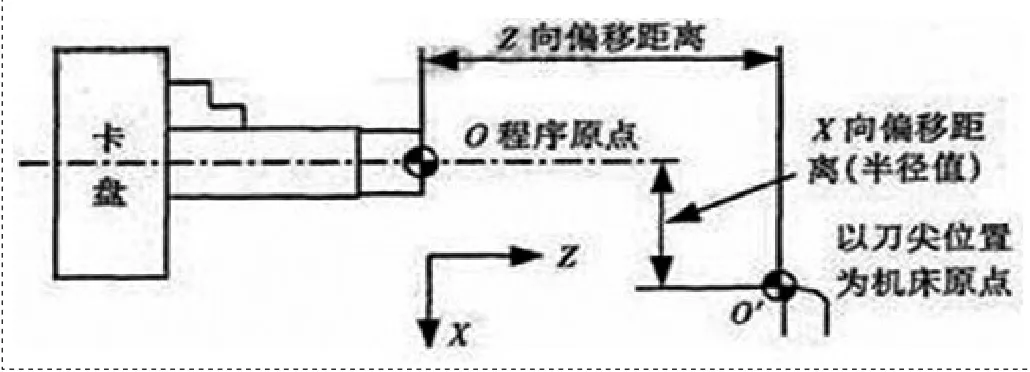
圖2
我們在編程的時候是按程序坐標系中的坐標數據編制刀具(刀尖)的運行軌跡。由于刀尖的初始位置,也就是機床原點與程序原點存在X向偏移距離和Z向偏移距離,使得實際的刀尖位置與程序指令的位置有同樣的偏移距離,因此,必須將這兩偏移距離消除掉,這樣才能保證實際刀尖加工移動的位置與程序指令的位置相同,從而得到對應的零件。
4 對刀步驟要合理
對刀的方法有很多種,試切對刀是最根本的對刀方法。下面以實訓工廠的數控車床——廣數980TD為例,說明對刀步驟。
試切法對刀步驟如下:
①零件及刀具裝夾,主軸正轉600r/min;
②刀架移動,沿著X軸方向車平零件端面;
③刀具沿著+X軸方向退出到安全位置;
④在編輯模式下,選擇刀補,將光標移動到與刀位號相對應的位置后(如:T01,一號刀具),輸人Z0;
⑤移動刀架,車削零件外圓,然后沿+Z軸方向退出到安全位置并保持X坐標不變;
⑥主軸停轉,用游標卡尺測量外圓直徑,將讀數輸入到刀補,XA(讀數);
⑦檢查對刀是否準確,輸入程序:
G99 T0101 M03 S500;
G00 XB(毛坯零件直徑)Z5;
G00 X100 Z100;
M30;
按下復位鍵,使下光標移到程序起點處。
為了安全,先設置快速倍率為25%。自動模式下,按單段鍵,循環啟動鍵,程序開始單段運行,然后再繼續按循環啟動鍵,直到刀具靠近零件,觀察刀尖與零件的距離,目測距離端面5mm左右,說明對刀正確,反之對刀出錯,重新對刀。
這種方式具有易懂、操作簡單、編程與對刀可以完全分開進行等優點。但在實際教學過程中發現,學生往往犯同樣的錯誤,即刀具沿著X軸或者Z軸方向退出的時候,經常會改變Z坐標或者X坐標,這樣就使得對刀不準確,嚴重的就會撞上零件。
5 結語
小課堂,大智慧。《數控車床編程與加工技術》的對刀技術不但要講清操作過程中的每一個環節,更要強調其中的細節,并讓學生明白這樣操作的原理,只有知道了原理,才不會機械性操作、盲目操作。在此基礎上,督促學生多加練習,真正掌握對刀這門項技能,掌握加工精髓,提高教學效果與效率。
[1]浙江省教育廳職成教教研室.數控車床編程與加工技術[M].高等教育出版社,2011.
[2]謝智寶.淺談數控車床對刀操作[J].企業技術開發,2015,09期.
猜你喜歡
制造技術與機床(2019年12期)2020-01-06 03:17:48
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
制造技術與機床(2017年4期)2017-06-22 11:18:05
環球時報(2017-03-30)2017-03-30 06:44:45
中國衛生(2015年3期)2015-11-19 02:53:32
制造技術與機床(2015年10期)2015-04-09 07:05:42
裝備機械(2015年1期)2015-02-28 22:19:52
政治與法律(2014年11期)2014-03-01 02:20:40