磁粉離合卷布裝置
2015-03-30 07:15:02孫亮
化纖與紡織技術 2015年2期
孫 亮
(廣東豐凱機械股份有限公司,廣東佛山528300)
卷布裝置是織機的一個重要組成部分,其作用是在布織好后將其有序收集起來。織物由卷取輥引離織口后,經導布輥卷繞到卷布輥上,形成織物卷裝。隨著織造的進行,布卷直徑會逐漸增大,為了保持對卷取織物的均勻張力,卷布輥的轉速應隨布卷直徑的增大而降低,以保持布卷圓周線速度的恒定。常用的摩擦驅動和中心驅動兩種驅動型的卷布裝置,當布卷直徑逐漸增大時為了使織物張力恒定,摩擦面之間會發生打滑現象。然而,織物的張力和布卷的松緊則是通過人手轉動調節螺母來改變的,所以,這兩種卷布裝置很難確保張力的恒定性,只適合使用在對張力要求不高的織物上。為了提高布卷表面線速度的穩定性,采用磁粉離合器來驅動卷布輥,這種裝置是一種能通過控制輸入電流改變輸出轉矩的自動化器件,它是通過控制電箱調節磁粉離合器電流大小來達到卷布輥織物的張力恒定這個目的。本文在此介紹了磁粉離合器卷布裝置的結構及工作原理,同時,與常用驅動型卷布裝置進行了比較。
1 常用的卷布裝置
目前驅動型卷布裝置在紡織企業中的應用正日益增加,卷布裝置按卷布輥的傳動方式,可分為摩擦驅動和中心驅動兩類[1]。
1.1 摩擦驅動型卷布裝置
摩擦驅動型卷布機構是依靠與布卷外周的摩擦,由卷取輥(糙面輥)直接傳動布卷,其結構較簡單。它分機內和機外卷兩種。
1.1.1 機內摩擦驅動卷布機構
摩擦驅動型卷布機構(如圖1 所示)是在加壓彈簧的作用下使布卷壓在刺毛輥的表面,這樣就保證了布卷表面與刺毛輥表面線速度始終保持一致,布卷表面的線速度不會因直徑的變化而變化,從而使織物張力前后一致。

圖1 機內摩擦驅動卷布機構
1.1.2 機外摩擦驅動卷布機構

圖2 機外摩擦驅動卷布機構
卷取輥將織物引出織造區,經過導布輥,在一對同向轉動的糙面卷布輥上形成布卷。如圖2 所示,其裝置采用雙糙面卷布輥。卷布筒直接放在兩個卷布輥上面,卷布筒與布匹自重與卷布輥產生摩擦力。兩個卷布輥緩慢轉動,帶動卷布筒緩慢轉動,實現卷布功能。由于布卷是受表面傳動,從而保證了從小卷裝到大卷裝的過程中具有恒定的卷繞線速度。糙面輥通常有力矩電機驅動,通過設定力矩電動機參數,輸出一恒定轉矩,以牽引織物和驅動織物卷裝回轉。當外力矩發生變化時,電動機將改變轉速,以便在新的條件下達到平衡。為了使織物卷裝與卷布輥之間的作用力不至于因卷裝重量的增加而發生變化,在一些場合,織物卷裝重量的改變由其他裝置(如液壓裝置)來平衡,卷布輥僅作驅動卷裝回轉之用,力矩電動機的轉速可根據織物的張力在設定值的附近變化,達到定扭矩卷繞的目的。
1.2 中心驅動型卷布機構
中心驅動型卷布機構(如圖3 所示)以摩擦力傳動卷布輥的軸心進行卷布,布卷不必壓緊在卷取輥上,當布卷直徑增大時,摩擦離合器的摩擦面之間會產生打滑現象,以維持織物卷繞線速度的恒定,這種形式中的布卷與卷取輥分離配置,可形成大卷裝;其結構簡單,因而得到廣泛應用[2]。

圖3 中心驅動卷繞方式
2 驅動型卷布裝置存在的問題
不論是摩擦驅動方式的卷布機構還是中心驅動方式的卷布機構,這兩種裝置均存在不足。這里以中心驅動型卷布機構為例,如圖4 所示,離合片支座8 與傳動軸13 用平鍵11 聯接,鏈輪14 與支座9 用6 個螺釘聯接,鏈輪14 與傳動軸13 之間裝有兩個含油軸承12,可相對轉動。離合片6 嵌在離合片支座8 中,離合片7嵌在離合片支座8 中,離合片間隔裝入4 個來令片5。離合片支座8 與凸離合盤4 間裝有兩個圓柱銷3 定位,當離合片支座轉動時,凸離合盤隨之轉動。裝入凹離合盤2 和壓簧10,旋入軸桿1。當凸離合盤4 的凸臺與凹離合器的凹臺錯位時,由于壓簧10 的作用,離合片和來令片被壓緊。當鏈輪轉動時,帶動離合片座,由于離合片與來令片被緊壓,產生磨擦傳動。離合片6 被離合片7 帶動,使軸桿1 也隨之轉動,從而帶動傳動軸運動,而傳動軸與卷布輥聯接來完成卷布動作[3]。此機構(圖3)當布卷直徑逐漸增大時,其表面的線速度會隨之增加,然而織物是由卷取輥恒線速度輸給的,即布卷表面的線速度是不能改變的,引起織物張力增大,這時因傳動軸轉速過快,離合片與來令片之間打滑,傳動軸空轉使布面速度降低,布面張力劍桿織機摩擦驅動卷布機構設計減小,從而保證布面的線速度恒定,此過程中是通過調節螺母來改變織物的張力及布卷的松緊。
設計此機構時,應使卷布輥的線速度略大于卷取輥圓周表面的線速度。當摩擦力大于布匹被拉緊產生的張力時,卷布運動正常運行。當摩擦力小于布匹被拉緊產生的張力,傳動軸空轉,這時離合片與來令片之間有一定的打滑來維持布卷張力恒定。然而,通過在織布過程靠手動轉動螺母調節打滑力度的方法是很難讓布卷表面的線速度保持穩定。針對此,可采用磁粉離合卷布裝置來取代驅動型的卷布裝置,就可克服上述卷布裝置存在的不足。

圖4 卷取離合器
3 磁粉離合器卷布裝置
3.1 磁粉離合器卷布裝置的結構
磁粉離合器卷布裝置的結構如圖5 所示,包括卷布輥、磁粉離合器和控制電路。卷布輥是用于收卷織物的,卷布輥通過磁粉離合器與織機傳動連接,磁粉離合器固定在機架上。

圖5 磁粉離合器卷布裝置結構圖
3.2 磁粉離合器卷布裝置的工作原理
磁粉離合器卷布裝置(如圖6 所示)其卷取輥通過傳動鏈條,經與卷布輥同軸的磁粉離合器傳動卷布輥。磁粉離合器的動力輸入端與織機傳動連接,磁粉離合器的動力輸出端通過聯接裝置與卷布輥傳動連接,磁粉離合器與織機控制電箱電線連接,控制電箱通過分段控制電流大小來調節磁粉離合器輸出轉速。磁粉離合器是通過控制輸入電流,達到改變輸出轉矩的自動化器件。當線圈通電時,若通過電磁鐵線圈中的電流愈大,那么磁鏈的數目就愈多,而且磁鏈也愈強。當磁鏈多且強時則磁粉離合器傳遞扭矩的能力就愈大[4]。因此,當布卷增大時,磁粉離合器通過控制電箱調節輸入電流,使電流減小,那磁鏈的數目相應減少,磁粉離合器的傳遞扭矩也跟著減小,從而降低卷布表面的線速度來達到張力恒定。
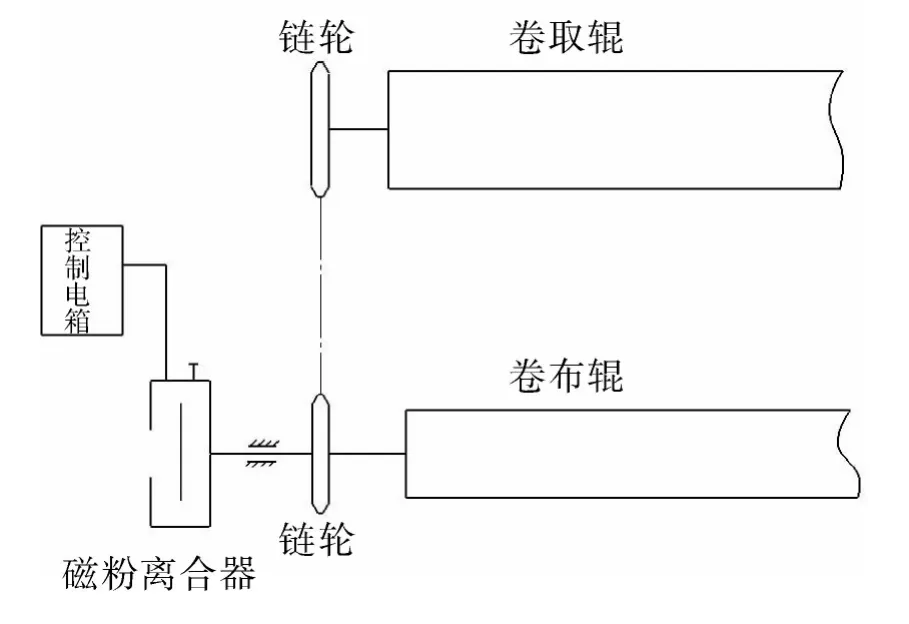
圖6 磁粉離合器卷布裝置卷繞方式
4 驅動型卷布裝置與磁粉離合卷布裝置的分析對比
摩擦驅動型和中心驅動型卷布裝置都是通過調節螺母來改變摩擦片之間摩擦力矩的大小,以此來影響因布卷直徑增大時,布面張力增大而使摩擦離合器內的摩擦面發生打滑來降低布面速度,從而使張力恒定。這種在織布過程中通過手動調節壓簧壓力來控制打滑力度的方式,很難確保張力的恒定性,這樣卷布輥卷出來的布面就會出現不平整的現象,所以這種卷布裝置對玻纖或者其他對布面平整度要求高的織物來說很難達到要求。然磁粉離合器卷布裝置的卷布輥則是通過磁粉離合器與驅動電機傳動,由于磁粉離合器的力矩是可以改變的,所以可以使得卷布輥上織物的張力維持恒定。而且磁粉離合器織機卷布裝置的控制電箱會根據用戶設定的數據,在卷布輥卷布過程中,分時間段對磁粉離合器的電流大小進行調節,從而在不改變織機驅動電機轉速的情況下改變磁粉離合器輸出端的轉速,以此來達到控制卷布張力平衡的目的,實現自動化控制。所以對卷布平整要求高的織物來說,磁粉離合器卷布裝置可以很好地控制布卷表面的線速度,使張力恒定。
5 結語
隨著社會的發展,織物品種的不斷增加,為了滿足不同的市場需求,對于織機的織造水平要求也越來越高。磁粉離合器卷布裝置能有效地控制卷布表面的線速度來達到張力恒定,特別對于卷布平整度要求比較嚴格的織物能夠起到很好的效果,未來具有很大的市場空間。
[1]夏金國,李金海.織造機械[M].北京: 中國紡織出版社,2003: 182-185.
[2]陳元甫,洪海滄.劍桿織機原理與使用[M].北京: 中國紡織出版社,2005: 146-153.
[3]王友釗,周香琴,黃靜,陳漢偉.織機卷布機構的力學分析及其張力控制系統[C].紡織學報,2013: 82-85.
[4]王玉艮.磁性材料及器件[J].中文科技期刊,2004(1): 67-71.