基于鈦合金口蓋的超塑成形/擴散連接工藝研究
2015-04-03 06:51:32馬俊飛歐陽金棟劉慧慧
教練機 2015年4期
關鍵詞:工藝
馬俊飛,歐陽金棟,易 龍,劉慧慧,陳 龍
(中航工業洪都,江西 南昌 330024)
0 引 言
鈦合金的屈服極限與彈性極限比值較大,屈強比高,變形抗力和變形回彈量大,塑性較低,成型難度大,因此對鈦合金多采用熱成型方法[1-3]。超塑成形/擴散連接(SPF/DB)組合工藝是一種先進的塑性加工技術,屬于熱成形的一種,常用于按傳統方法難成形、形狀復雜的薄壁結構,一般有先SPF后DB、先DB后SPF及SPF和DB同時進行三種方式,哪種方式更好,視零件結構和工藝而定[4]。近年來,國內外正積極開展多層結構的超塑成形/擴散連接(SPF/DB)組合工藝研究[5],可廣泛應用于飛行器上的一些大型復雜的結構[6],如發動機艙門、口蓋、寬弦風扇空心葉片等,對提高飛行器的性能、減小質量、延長壽命、降低成本都具有傳統制造工藝無法比擬的優越性。鈦合金種類很多,其中,具有α+β型雙相組織的TC4屬Ti-6A1-4V系熱處理強鈦合金,是應用最廣的鈦合金之一,約占航天工業中鈦合金應用量的50%。鈦合金超塑成形/擴散連接組合工藝由美國洛克威爾公司于1970年發明,并以其獨特的優越性迅速發展為鈦合金結構件制造中舉世矚目的新技術。該技術的發展應用水平,現已成為衡量一個國家航空航天生產能力和發展潛力的標志。
口蓋是一種外形復雜的TC4鈦合金空心加強結構零件,應用于某飛行器的氣動結構件。本文在成形設備為800t和400t的熱成形機床上對雙層板口蓋結構進行試驗研究,通過超聲檢測設備、以及金相顯微設備、化學成分測試儀等檢測成形口蓋零件質量。本文研究的內容是在新一代航空武器裝備的研制和生產中不可或缺的關鍵制造技術,該研究及其成果的推廣應用將大大提高企業武器裝備關鍵構件的制造能力和水平,提升先進鈦合金SPF/DB制造工藝在我國的應用水平,從而提升我國制造業的核心競爭力,縮短與國外航空制造企業技術能力和制造工藝水平的差距,并可推廣應用于相關的軍民產品,具有好的市場和良好的社會、經濟效益。
1 試 驗
1.1 試驗方案
口蓋是一種外形復雜的TC4鈦合金局部空心加強結構零件,長約360mm,寬約250mm,弦高96mm,邊框厚度為3mm,“田”字形所圍部分厚度為1.6mm。如圖1所示。該口蓋邊框為三層 (0.8mm+1.4mm+ 0.8mm)結構形式,由上下面板及芯板通過擴散連接相結合,內部“田”字形所圍部分由兩層板(0.8mm+ 0.8mm)鋪疊而成,突出的“田”字框由兩層板(0.8mm+ 0.8mm)超塑成形而得。
口蓋作為某飛行器控制艙部位的重要部件,要求外部型面準確,表面光滑,零件整體具有良好的綜合性能。由于其邊框為三層結構,而“田”字形內腔為兩層結構的結構特殊性,目前在其制造過程中主要存在以下工藝難點:
1)為制出特殊的整體局部空心加強結構,形成口蓋內部的封閉減重空腔,必須采用擴散連接手段。

圖1 擬成形的口蓋模型
2)從零件結構上來說,口蓋內部“田”字邊框為空心區域,空心區域需通過超塑成形吹塑而成,其他部位為實心結構。
基于對口蓋零件外形特點和工藝難點的分析,本文規劃了如圖2所示的工藝路線,組合使用擴散連接、常規塑性成形和超塑性成形來進行兩層結構鈦合金TC4口蓋的制造。

圖2 口蓋制造工藝路線示意
1.2 試驗材料與設備
根據超塑性變形機理,具有細小的晶粒度和高溫下的微細組織的穩定性是超塑性的材料的兩個基本特征。α+β型鈦合金是常用的三類鈦合金中最符合要求的一類,其本身具有細小的晶粒,晶粒尺寸為5~ 15 μm,并由于其為兩相組織,在高溫下兩相相互制約,使得晶粒難以長大,能夠保持為微細組織,利于超塑性成形[7-9]。
航空航天工業常用的TC4鈦合金即屬于α+β型鈦合金,具有比強度高、耐腐蝕等許多優良的性能。試驗材料采用厚度為0.8mm和1.5mm的TC4板材,TC4主要化學成分如表1所示。
試驗擴散連接設備采用FSP800t的熱成形機床,預彎和超塑采用FSP400t的機床,它由加熱系統,液壓系統,氣壓控制系統組成。可以很方便的控制爐內模具溫度及氣壓加載過程,如圖3所示。

表1 TC4鈦合金主要化學成分

圖3 熱成形機床
1.3 成形過程
綜合經濟和高溫環境及材料的性能等因素,模具材料統一選用1Cr18Ni9Ti。由于高溫環境下模具材料和零件材料的線膨脹系數不一致,為保證成形后毛坯零件的外形尺寸符合要求,需考慮材料的熱脹冷縮因素。模具型面的尺寸設計應考慮型面的縮放系數,具體的型面縮放系數可通過經驗公式計算獲得。圖4為設計加工好的擴散連接模具,結構較簡單。成形口蓋的邊框為三層(0.8mm+1.4mm+0.8mm)結構形式,由上下面板及芯板組成,內部“田”字形所圍部分由兩層板(0.8mm+0.8mm)鋪疊而成。擴散連接試驗前需先對板料進行酸洗,然后在“田”字邊框均勻涂上止焊劑,以防止該部位擴散連接上,最后對組坯進行周邊封焊。
口蓋毛坯直接超塑成形時,壁厚會出現極大的不均勻性,零件不能完全的貼模,為了提高零件的壁厚均勻性,先進行熱成形。根據口蓋的毛坯形式,調整成形參數,實現零件完全成形,型腔貼模具。由于口蓋為雙曲率外形,所以加工熱成形模具時要特別注意其外形的加工,同時注意熱成形模具溫度的控制及保壓時間,熱成形模具如圖5所示。

圖4 擴散連接毛坯組坯

圖5 熱成形模具
通過熱成形得到超塑成形毛坯后,將進行超塑成形工藝。超塑成形模具與熱成形模具一樣,在模具開始加熱前,對毛坯先抽真空防止氧化,同時爐內也要一直抽真空;當到達溫度后,向毛坯內沖入一定壓力的氬氣進行超塑成形;成形后溫度降到550°C時取出零件,然后進行數控銑切得到最后的口蓋形狀。
COMAND控制單元(圖6)位于中央控制臺中,是駕駛室娛樂和通信系統的主控單元和網關,通過CAN總線和MOST總線進行數據傳輸和接收。
2 試驗結果與討論
2.1 擴散連接質量
對擴散連接質量的影響因素主要有溫度、時間、壓力和材料表面光潔度。壓力是影響擴散連接質量的一個重要因素,連接表面宏觀上看起來比較平整光亮,微觀上則呈凹凸不平狀,為了提高連接接頭的強度,通常需要施加一定的連接壓力。連接壓力的作用主要為三方面:一是促使微觀不平的連接表面達到緊密接觸,同時產生適量的塑性變形,并將表面致密的氧化膜及污物加以破壞或排除;二是激活界面區的金屬原子,使原子擴散速度加快,有利于消除和彌補接頭界面的空洞;三是有利于消除因異種材料間化學成分差異引起原子擴散速度不同而在界面區形成的擴散空洞。時間在擴散連接中不是一個獨立的因素,而與溫度和壓力這兩個因素有著密切的聯系。對擴散連接而言,溫度越高,壓力越大,則時間可相應縮短;反之溫度越低,壓力越小,則擴散連接所需時間要相應加長。連接時間的增加有利于材料原子擴散更加充分,從而使接頭成分和組織更加均勻。但連接時間過長,容易造成接頭區域組織粗大,晶粒長大,使接頭性能下降。反之,若連接時間過短,則容易造成接頭區域擴散連接不充分,使接頭性能下降。
通過實驗發現,當擴散連接溫度為910°C、壓力為1.5MPa、時間為60min時,擴散連接的質量最好。在常溫、無強光、無高噪聲的環境下,采用S314005對擴散連接后毛坯進行超聲檢測,焊合區不小于90%,單個焊合面積不大于50mm2,相鄰兩個擴散連接未焊合缺陷的間距不小于其中較大缺陷軸長度。采用Leica DM6000M金相顯微鏡觀察擴散連接后材料的顯微組織,如圖6所示。從圖中可以看出其組織為等軸相+晶間β相,相等軸晶粒度級別指數大于9級,較原始組織沒有發生太大變化。
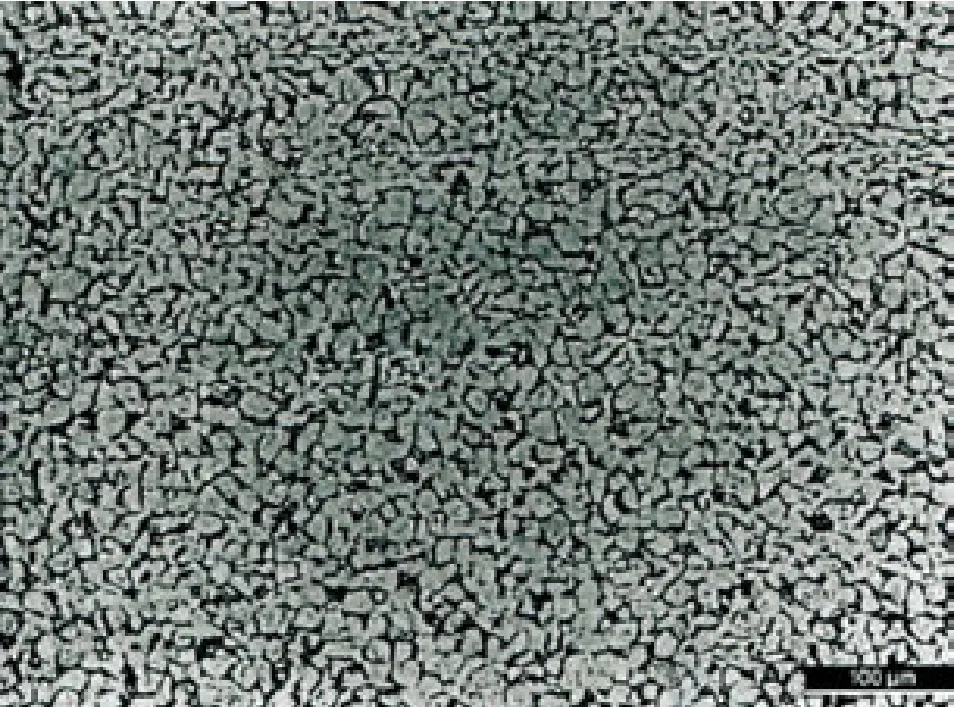
圖6 擴散連接后材料微觀組織
2.2 熱成形質量
口蓋預彎熱成形最關鍵的因素就是零件能否貼模,也就是成形后回彈對零件型面的影響。彎曲回彈是指當成形力釋放時產生的彈性回復過程,對零件成形精度有重要影響。成形溫度和變形速率對彎曲回彈量及材料的成形性能影響很大。溫度的升高使材料的動態回復和動態再結晶軟化作用加強,隨著溫度的升高,合金動態再結晶的形核率和長大速率均增加,進而使動態再結晶軟化作用加強,從而使材料塑性更好,但是當溫度超過一定程度時,材料微觀組織將會發生很大的變化,晶粒尺寸長大導致材料的性能很差,因此,依據TC4鈦合金力學性能試驗發現,750°C是熱成形的最佳溫度[10]。變形速率對流變應力的影響,主要取決于在塑性變形過程中發生的硬化與軟化這一矛盾的統一結果,液壓機控制最佳速率為10mm/min。金屬內部所保壓時間對熱成形的質量影響很大,根據TC4鈦合金的熱變形行為可知,保壓時間控制在15min為最佳。按照這些參數預彎熱成形后,零件貼模良好,回彈基本忽略不計,表面質量良好。
2.3 超塑成形后零件質量
通過實驗發現,當超塑成形溫度為910°C、壓力為1.5MPa、時間為40min時,超塑成形的質量最好。圖7是超塑成形后,再經過數控銑切加工并吹砂后的最終口蓋零件。尺寸外形通過三坐標測量,與數模進行對比發現基本一致,表面不存在劃痕、裂紋、金屬夾渣等缺陷;對口蓋邊線切除的材料進行力學性能試驗,得到室溫抗拉強度≥830MPa,屈服強度≥780MPa,斷后伸長率A≥10%;化學成分檢測出氫含量不大于0.015%,氧含量不大于0.2%。

圖7 成形出的口蓋
2.4 存在工藝問題分析
口蓋屬于復雜曲面,成形過程中容易產生褶皺、溝槽、階差等表面質量缺陷,裝機后會大大影響飛行器的隱身性能。所有表面缺陷均與超塑成形工藝過程及工裝設計制造有關,因此,應嚴格控制工藝操作、優化工藝參數,以保證表面無溝槽、劃傷等缺陷;通過采用有限元分析的方法輔助工藝分析,預測、預防溝槽、褶皺等表面質量缺陷的發生。
口蓋研制過程中,階差主要存在外蒙皮表面,如圖8中所示。階差產生的原理是由于模具上局部有高點,致使模具配合間隙增大,變形區板料變形高度增加,與非變形區板料產生階差,其原理示意如圖9所示。
階差主要存在于外蒙皮表面而影響表面質量,針對階差預期采取以下解決措施:
1)嚴格控制模具的設計制造精度,盡量避免階差的發生。
2)仔細梳理工藝流程和工藝參數,查找對零件研制有決定性影響的原因,分析所出現的大幅度階差與原兩層構件研制情況的不同之處。
3)通過測量板料厚度等方法,分析模具與零件的適配性,尤其是擴散連接后的超塑成形毛坯與模具的適配性。
4)在周期允許下,當已產生微量階差時,則可以返修模具,即研合凸凹模具,通過反復修模和進行工藝試制,幾次循環后可基本消除外蒙皮表面的階差現象,當模具達到匹配狀態后再進行驗證件的生產。模具尺寸較小時,需要研合修配的面積較小,可采取手工方式研合。模具尺寸較大時,需要研合修配的面積也較大,若采用手工方式研合全部配合面積存在很大難度,因此,可采用精加工和手工研磨相結合的方法返修模具。

圖9 階差產生的原理示意圖
3 結 論
1)采用擴散連接+超塑成形的方法可以實現口蓋的研制,經檢測,零件表面質量、外型尺寸、顯微組織、氫氧含量、擴散連接質量、力學性能、焊縫質量等均能滿足要求。
2)通過工藝試驗,確定了擴散連接主要工藝參數:擴散溫度為910°C,擴散壓力為1.5MPa,保壓時間為1h;預彎熱成形主要工藝參數:溫度為750°C,保溫時間為15min;超塑成形主要工藝參數:溫度為910°C,最大壓力為1.5Mpa,保壓時間為40min。
3)口蓋在研制過程中,由于模具上局部有高點,使模具配合間隙增大,導致外蒙皮表面存在階差。在后續的研究中,可以通過控制模具加工精度、改進工藝參數、優化毛坯與模具的適配性等來控制階差的高度。
[1]Prasad Y V R K,Seshacharyulu T,et al.Titanium alloy processing[J].Advanced Materials& Processes,2000,6:85-89.
[2]Semiatin S L,Delo D P.Equal channel angular extrusion of difficult-to-work alloys[J]. Materials& Design,2000,21(4):311-322.
[3] Kaibyshev O A. Grain refinement in commercial alloys due to high plastic deformations and phase transformations [J]. Journal of Materials Processing Technology,2001,117(3):300-306.
[4]Li Z Q,Li X H.The application of SPF/DB combined welding technologies[J].Materials Science Forum,2007,511/512:49-54.
[5]Larry D H.Innovation in the superplastic forming and diffusion bonding process[J].Materials Engineering and Performance,2008,17(2):178-182.
[6]李志強,郭和平.超塑成形/擴散連接技術在航空航天工業中的應用[J].鍛壓技術,2005,30(1):79-81.
[7]李梁,孫建科,孟祥軍.鈦合金超塑性研究及應用現狀[J].材料開發與應用,2004,19(6):34-38.
[8]吳詩惇.金屬超塑性變形理論[M].北京:國防工業出版社,1997:13-18.
[9]丁樺,張凱鋒.材料超塑性研究的現狀與發展[J].中國有色金屬學報,2004,14(9):1059-1067.
[10]王清,李中華,孫東立,武高輝.TC4鈦合金的熱變形行為及其影響因素 [J].材料熱處理學報, 2005,26(4):56-60.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
