動力刀塔的設計制造及應用研究
2015-04-08 02:04:12孫彥旭
制造技術與機床 2015年7期
孫彥旭 白 迪 王 欣 劉 斌
(山東魯南機床有限公司,山東 滕州 277500)
世界機床市場正朝著高速、復合、智能、環保方向發展。作為數控車削中心主要功能部件之一的動力刀塔,我國起步晚、生產廠家少、市場占有率低,一定程度上制約著機床廠家車削中心的發展。在世界機床制造和機械加工領域,復合加工技術正以其獨特的魅力被逐漸認識并應用于實踐中。動力刀塔和電主軸被譽為21 世紀數控機床發展方向,動力刀塔是車銑復合車削加工中心的關鍵功能部件,只有在數控車床上配有動力刀塔才能實現工件加工集約化,即一次裝夾實現工件的車、銑、鉆、攻、鏜、鉸等工序的加工。其優點一是明顯提高了復雜工件的加工精度,減少了半成品周轉時間和占地面積,縮短了整個工件加工的工藝流程;二是減少了不重要的繁瑣的重復性手工操作,減輕了操作者的勞動強度和緊張程度,勞動條件得到了相應的改善。同時減少了效耗,是綠色機床制造的發展方向。
1 刀塔的結構和工作原理
如圖1 所示為我公司自主研發設計制造的12 工位BMT65 動力刀塔結構圖,其轉位換刀流程是:當接到數控系統換刀指令后,首先內置伺服電動機(電主軸)旋轉,通過螺旋傘齒輪副帶動動力輸出軸旋轉并精確定向,等待指定的動力刀位;然后刀盤松開→刀盤旋轉到指令要求的刀位→刀盤夾緊并發出轉位結束信號給系統。該動力刀塔的夾緊與松開為液壓系統控制,刀盤的轉位與旋轉刀具共用1 臺內置電動機,其動力轉換靠氣缸控制的齒輪離合器完成,PLC 順序控制來實現。
圖1 中,電主軸的轉子5 是加熱收縮過盈裝配在轉子內套6 上的,待電動機轉子組件冷卻后,把轉子內套6 內孔加工到圖紙尺寸精度,整體裝在一端帶有花鍵的套筒7 上,通過鎖緊錐套28 壓配產生的摩擦力來實現扭矩的傳遞;轉子內套6 材料為20CrMnTi,左端套壁較薄,有較好的彈性;鎖緊錐套一端開有6 條均布的槽,通過鎖緊錐套的彈性變形收縮使轉子內套緊緊抱在套筒7 上,套筒與電動機轉子就成為剛性一體。同樣電動機定子外套2 加熱后,熱裝在定子4 上,待冷卻收縮后形成過盈裝配,再加工定子外套外圓到圖紙尺寸精度,與箱體1 內孔為小間隙配合。定子外套2左端用螺釘固定在箱體后端蓋上,下面用螺釘與箱體固定在一起,兩端都有O 型密封圈進行密封,定子外套內有環型密封油腔,用室溫同調油冷機對其冷卻。電動機的主軸就是轉子5、內套6、套筒7 剛性組合體,電主軸的箱體1 就是電動機座,這樣就構成了一種新型的電主軸系統。刀盤換位和旋轉軸的動力均用此電主軸。在套筒7 后部安裝有分辨率3600000脈沖/r、精度±4 s的齒盤分離式編碼器30,實時監測電動機的運動狀況,并把信息回傳給控制器,以實現對電主軸旋轉速度和位置角度精確控制。
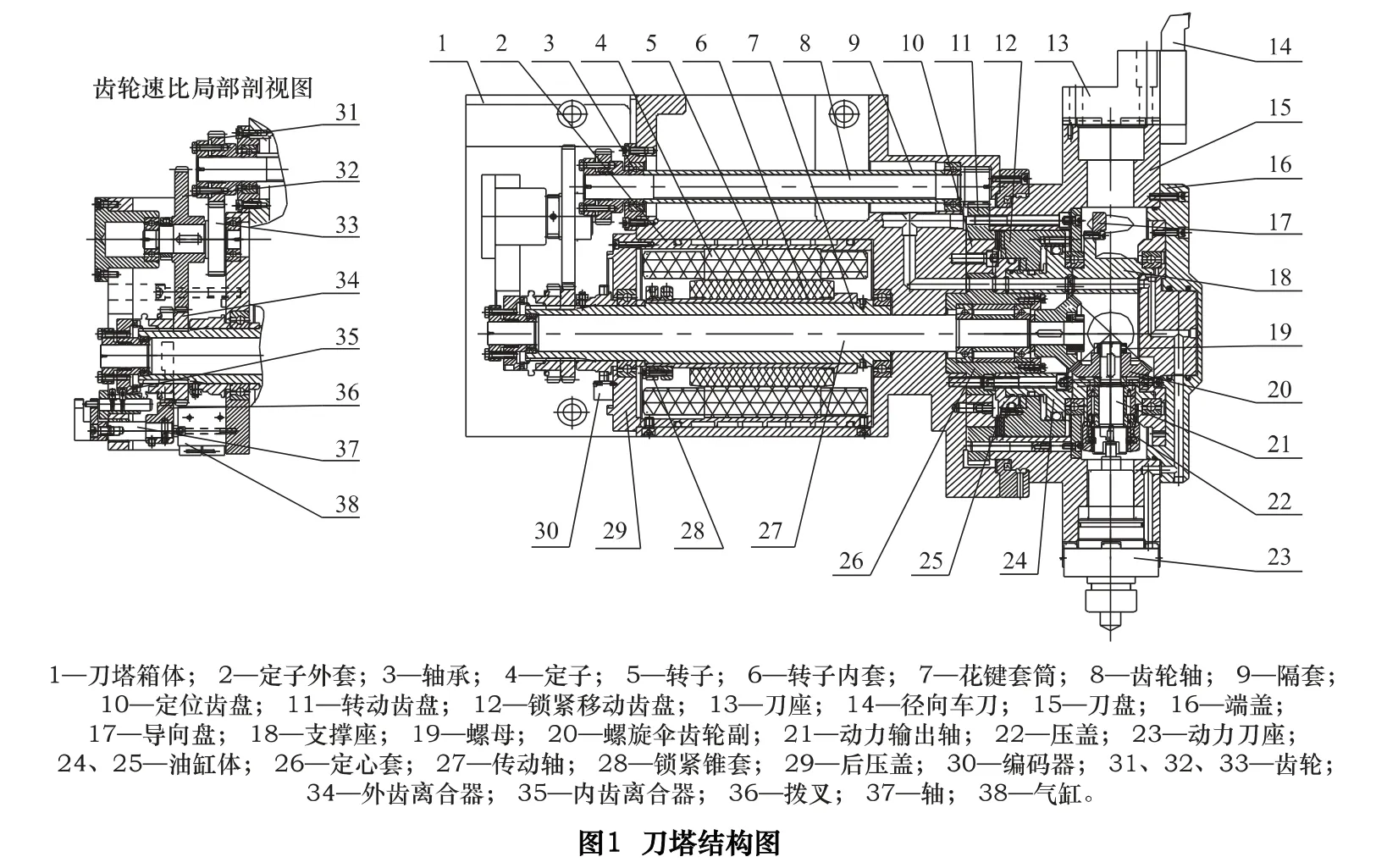
當刀盤15 需要轉位換刀時,依據數控系統的指令,首先薄型氣缸38 動作,帶動撥叉36 推動齒輪外齒離合器34 左移,與內齒離合器35 結合。因外齒離合器34 與套筒7 為滑動花鍵連接,內齒離合器35 與傳動軸27 用脹套固定連接,故伺服電動機轉子6 旋轉速度和位置角度通過套筒7、離合器34、35、傳動軸27、螺旋傘齒輪副20 傳到輸出軸21,等待指定的動力刀位,同時通過高精度分離式編碼器30 確保輸出軸21扁尾槽與刀盤15 端面平行,避免刀盤轉動時,與動力刀座聯動動力軸扁尾干涉。然后液壓站控制換向閥換向,油缸體24、25 左腔進油,推動鼠牙三齒盤(由鎖緊移動齒盤12、定位齒盤10、轉動齒盤11 組成)鎖緊移動齒盤12 右移,使其與定位齒盤10 轉動齒盤11 脫開,因轉動齒盤11 與刀盤15 用螺釘剛性聯固為一體,故刀盤15 松開(鼠牙三齒盤壓緊和松開有接近開關檢測,圖中未畫出)。同時薄型氣缸38 右移,帶動撥叉36 推動齒輪外齒離合器34 右移,與內齒離合器35脫開。伺服電動機轉子6 旋轉速度和位置角度通過套筒7、齒輪離合器34、齒輪31、32、33、齒輪軸8、轉動齒盤11,帶動刀盤15 轉動到指定的刀位,液壓站控制換向閥再換向,油缸體24、25 右腔進油,移動鼠齒盤12左移夾緊并精確定位。鼠牙三齒盤制造的定位精度±2″,重復定位精度±1″。
如刀位是普通刀具14,就可對工件直接進行加工;如是動力刀具還需薄型氣缸38 動作,帶動撥叉36推動齒輪外齒離合器34 左移,與內齒離合器35 結合。伺服電動機動力通過套筒7、離合器34、35、傳動軸27、螺旋傘齒輪副20 到輸出軸21,帶動動力刀具23旋轉,于是刀盤的整個轉位換刀循環完成。刀盤的轉位換刀精度靠伺服電動機的分離式編碼器和鼠齒盤雙層來保證。
2 刀塔的應用布局和特點
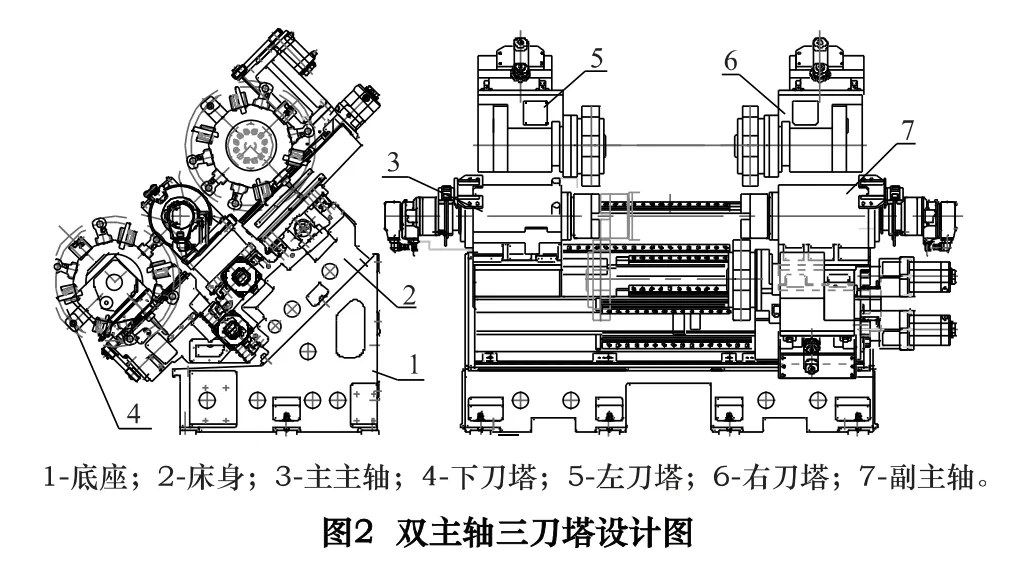
從研制開發動力刀塔始,就統籌考慮在機床上與主軸排列布局應用形式。如在斜床身上就有:單主軸單刀塔、雙主軸雙刀塔、雙主軸三刀塔及其有無獨立Y軸等12 種組合方式。圖2 為雙主軸三刀塔設計布局圖,主主軸固定,副主軸可來回移動(獨立可編程驅動軸),2 個上動力刀塔采用左右對稱布局型式,獨立的Y 軸結構,非合成軸,下動力刀塔配置在機床右下部,也可配Y 軸。
該刀塔的基本機型為星形式刀盤,刀座安裝在刀盤的圓周上,刀位數為12 個工位,每工位都可標準配裝BMT65 型刀座。星形式刀塔比盤式刀塔(刀座裝在刀盤的軸面上)有如下優點:無論車刀座還是旋轉刀座均安裝在刀盤的圓周上,呈星形分布,刀具之間相隔比較遠,干涉小,同等的刀盤直徑,可加工工件的直徑比盤式刀塔增大30%左右,適合完成副主軸上工件的背向加工。刀盤和刀座之間的接口為BMT 螺栓緊固方式,與傳統VDI 接口相比,剛性強、轉速高、扭矩大、重復定位精度高。根據結構和外形:動力刀座分為直柄、直角、直角后縮、其他特殊結構刀座。每個動力刀座能夠快速精確地實現鉆、攻絲、立銑、面銑、鉸、磨等功能的轉換,大大擴展了已有刀座的加工范圍,同時也使得動力刀座“一座多能”。如圖3 所示為刀塔刀座刀柄排列外觀圖。

3 模塊化,系列化
動力刀塔設計的基本要求,一是刀盤刀位數是鼠牙三齒盤端齒數的公約數;二是確保刀盤刀位數與換刀齒輪速比一致。設計之初,考慮到刀塔在機床上的應用配置和制造成本,采用模塊化設計方法,從刀塔功能結構和安裝方式,整體統籌機械結構、電氣、液壓、氣動以及電主軸冷卻回路、每個刀位冷卻液的液路等。以BMT65 刀塔為基型,劃分為三大模塊,一是刀塔箱體,二是箱體內部零件,三是內藏式電動機。如圖4,有Y 軸、無Y 軸刀塔內部零件關系圖,刀塔所有零件不變,只是改變刀塔內調整墊、支撐套、分液盤3 個零件的安裝位置角度,就可以形成有Y 軸無Y 軸兩種方式,安裝在機床上使用。再如刀塔安裝在機床上面,無Y 軸,無論左側還是右側,只需改變刀塔箱體(兩箱體成鏡像對稱關系),而其他內部零件不變即可,生產制造裝配調整方便。其余情況以此類推。
在刀塔系列化方面,一般常用刀盤刀位數有8 工位、10 工位、12 工位、16 工位。BMT 聯接動力軸規格有BMT55、BMT65、BMT75、BMT85 等。統籌兼顧刀塔的可靠性和使用慣例,刀盤刀位數較多者,使用BMT聯接動力軸規格較小的,即刀塔16 刀位,使用動力軸BMT55 的刀座,反之亦然。刀塔在機床上無論怎么安裝變換,箱體只有2 種。換刀齒輪速比為3 級6 對齒輪,對不同的刀位數,只需改變圖1 中34 號與32 號齒輪(保持中心距不變)齒數模數即可,其余2 組齒輪齒數模數始終不變。例如刀塔為12 工位,配動力軸BMT65 刀座,鼠牙三齒盤端齒數24 齒,換刀齒輪速比為40/60×30/30×14/112=1/12;16 工位刀塔換刀齒輪速比為33/66×30/30×14/112=1/16;8 工位刀塔換刀齒輪速比為50/50×30/30×14/112=1/8;10 工位刀塔換刀齒輪速比44/55×30/30×14/112=1/10。動力刀具速比為1:1。不同的刀盤,配不同的刀位數和不同的BMT 動力刀座,以及相應的換刀速比齒輪,與鼠牙三齒盤端齒數的規格參數見表1。表中編號為圖1 中零件的號碼。

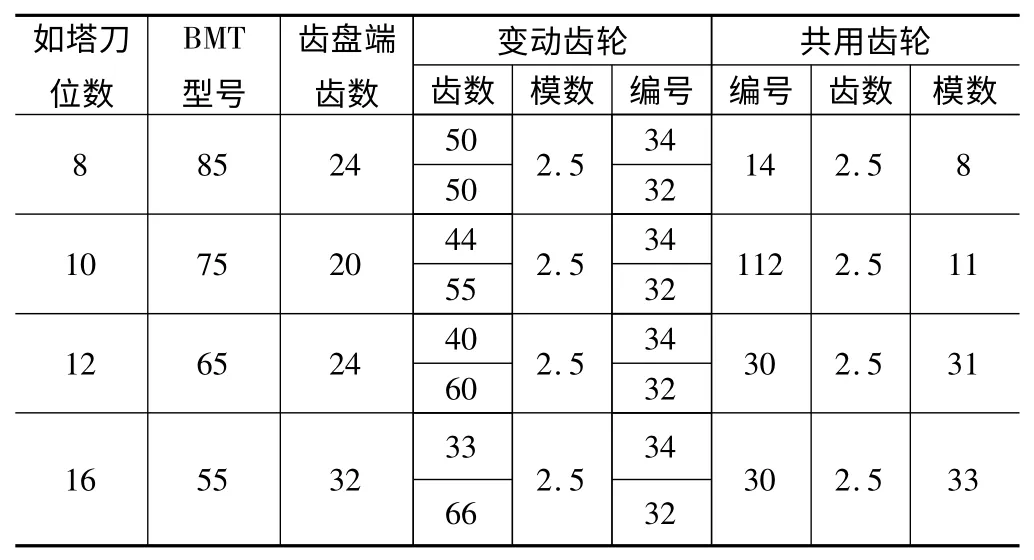
表1 規格參數表
4 結語
介紹了動力刀塔產品結構模塊化、系列化的設計方法,為相關同仁研究和廠家生產配套應用提供參考。該產品部分主要技術指標優于國際同類產品,鄰刀換刀時間0.35 s,定位精度15 s,具有極大的性價比優勢,完全可以替代國外進口,填補了國內空白。2010年11 月被國家知識產權局授于發明專利(專利號200910017805.6)。該動力刀塔的批量生產,滿足了高檔數控車床功能部件國產化的要求,進而提高了國產車削中心及相關裝備的整體制造水平,推動了國產數控刀塔功能部件的發展和提高。
