數(shù)控車床與車削中心功能安全設(shè)計方法的研究
2015-04-08 02:04:36周肇元
制造技術(shù)與機床 2015年7期
周肇元
(沈陽機床(集團)有限責任公司,遼寧 沈陽 110142)
隨著GB 22997-2008《機床安全 小規(guī)格數(shù)控車床與車削中心》與GB 22998-2008 機床安全 大規(guī)格數(shù)控車床與車削中心》兩個標準的實施,車類數(shù)控機床在其功能安全設(shè)計上進入了新的時代。本文將對這兩個標準進行深入的解讀。
1 概述
GB 22997-2008 標準是在歐洲標準EN 12415:2000 的基礎(chǔ)上等效修改而來,GB22998-2008 標準是在歐洲標準EN 12478:2000 的基礎(chǔ)上等效修改而來。這兩個標準大同小異,本文僅針對GB 22997-2008 標準進行分析。
國際上對機械電氣安全有兩套成熟的體系,一類是以IEC 61508 為基礎(chǔ)的IEC 62061,其對應(yīng)國標為GB 28526-2012《機械電氣安全 安全相關(guān)電氣、電子和可編程電子控制系統(tǒng)的功能安全》。另一類即是ISO 13849-1。
這兩套標準體系的側(cè)重點不同,IEC 62061 更適合用來評估比較復(fù)雜的電子系統(tǒng),其根據(jù)相關(guān)計算得出每個控制通道的PFH(每小時的危險失效概率)將元件或者系統(tǒng)分為了3 個SIL 等級,即SIL1 級、SIL2 級、和SIL3 級,但不僅是針對電子電氣系統(tǒng);當然它也參照了IEC 60204、ISO 12100 和ISO 13849 等,但主要是參照了其中對機械安全和電氣安全的要求。ISO 13849 則不然,它基本上還是傳承了EN 14121 和EN 954 的基本原則,側(cè)重于分析控制電路的結(jié)構(gòu),按照電路結(jié)構(gòu),將電路分成B、1、2、3、4 共5 個類別,再輔以適當?shù)腗TTF 值和DC 值,來達到預(yù)期的PL(performance level)等級a、b、c、d、e 這5 個等級。
由此可以看出,使用ISO 13849 對機床的安全電路進行評估,會比較方便,GB 22997-2008 中也確實是這么做的。
ISO 13849-1:2006 的等效國標為GB/T 16855.1-2008《機械安全 控制系統(tǒng)有關(guān)安全部件第1 部分:設(shè)計通則》,該標準是我們解讀GB 22997 的理論基礎(chǔ)。
2 風險評估
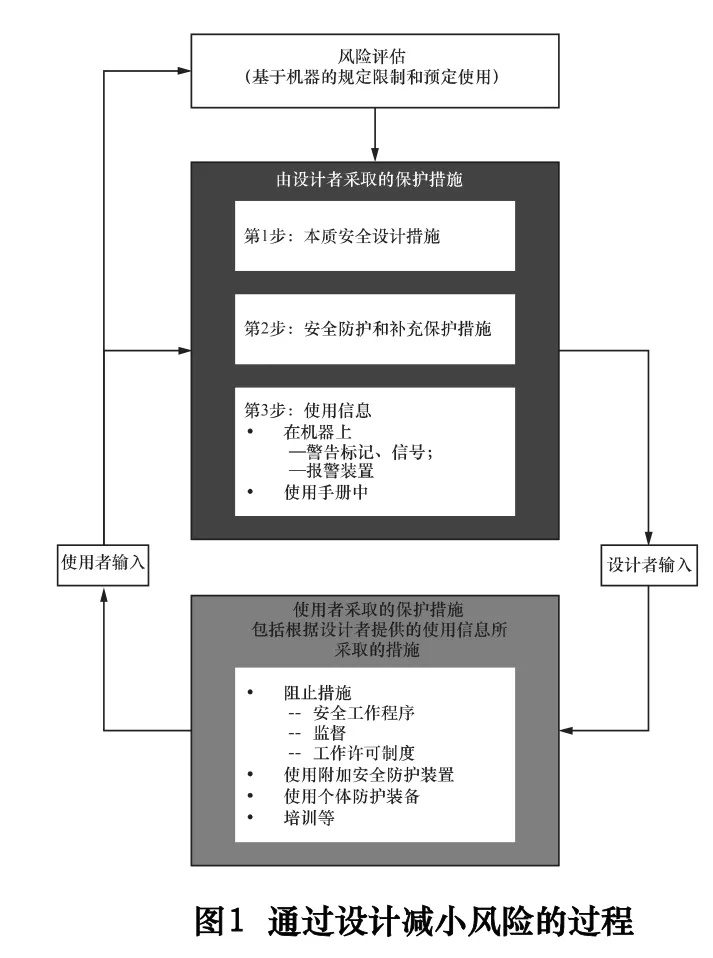
風險評估是以系統(tǒng)方法對與機械有關(guān)的風險進行分析和評價的一系列邏輯步驟,風險評估之后需要進行風險減小。為了盡可能通過采取保護措施消除危險或充分減小風險,有必要重復(fù)進行該過程。
保護措施是設(shè)計者和使用者根據(jù)圖1 所采取的措施的組合。在設(shè)計階段采取的措施優(yōu)于在試用階段由使用者采取的措施,而且通常更有效。
對應(yīng)到數(shù)控車床的安全設(shè)計上,首先要按照GB/T 15706-2012 中第4 章和GB/T 16856.1-2008 的規(guī)定進行安全評估,最終形成危險一覽表。然后設(shè)計者應(yīng)根據(jù)圖1 所示流程分3 步采取保護措施:第1 步需要提高機械部分的本質(zhì)安全設(shè)計,比如在危險區(qū)域設(shè)置防護裝置等;第2 步開始進行功能安全設(shè)計,即是本文的宗旨;第3 步是在功能安全設(shè)計無法顧及的方面設(shè)置安全提示。
GB 22997-2008 標準中已將小規(guī)格數(shù)控車床上涉及的風險進行了詳細的評估,并已形成詳盡的危險一覽表,同時對各項危險指標給予了明確的安全要求和保護措施。本文將針對標準中涉及控制系統(tǒng)的幾項重要的功能安全部分進行詳細解讀。
3 控制系統(tǒng)相關(guān)功能安全設(shè)計
3.1 起動
GB 22997-2008 對該部分的要求除了要符合GB 5226.1-2008 的相關(guān)規(guī)定外,特殊做了下面的強調(diào),“起動和重新啟動應(yīng)符合GB/T 16855.1-2008 中規(guī)定的1 類要求”。
GB/T 16855.1-2008 即等效ISO 13849-1:2006,該標準的最終目的是要使控制電路的結(jié)構(gòu)達到其預(yù)期的PL 等級。而Cat.類別是計算PL 等級水平的結(jié)構(gòu)因素。
Cat.1 類結(jié)構(gòu)是一種單通道的系統(tǒng)(圖2),同時屬于1 類的SRP/CS 應(yīng)采用經(jīng)驗證的元件和經(jīng)驗證的安全原則來設(shè)計和構(gòu)造。在有關(guān)的應(yīng)用中,“經(jīng)驗證的元件”是指下列之一:
(a)在過去類似的應(yīng)用中取得了成功效果的元件。
(b)在有關(guān)安全的應(yīng)用中,采用證明了其實用性和可靠性的原則而制造的且經(jīng)過驗證的元件。
如果最新開發(fā)的元件和行程的安全原則滿足(b)中的條件,那么可認為其與“經(jīng)驗證的”等效。決定是否接收一個特殊元件作為“經(jīng)驗證的”元件取決于實際應(yīng)用。
每個通道的MTTFd(平均危險失效時間)應(yīng)是最高的。

綜上所述,起動回路的設(shè)計方法維持單通道即可,但需保證回路中的元件是“經(jīng)驗證的元件”。
對于起動的其他一些動作要求,參見GB 22997-2008 標準的5.1.3 中的規(guī)定執(zhí)行。
3.2 運行中停止
GB 22997-2008 標準中規(guī)定,在機床運行中停止時,除了需要符合GB 5226.1-2008 中9.2.2 規(guī)定的2 類停止要求,對于需保持動力的工件夾持主軸,應(yīng)配有主軸驅(qū)動監(jiān)視器。監(jiān)視器應(yīng)滿足GB/T 16855.1-2008 中規(guī)定的3 類要求。
GB 5226.1-2008 中關(guān)于停止功能的3 種類型規(guī)定如下:
0 類:用即刻切除機械致動機構(gòu)動力的辦法停車(即不可控停止);
1 類:給機械致動機構(gòu)施加動力去完成停車并在停車后切除動力的可控停止;
2 類:利用儲留動能施加于機械致動機構(gòu)的可控停止。
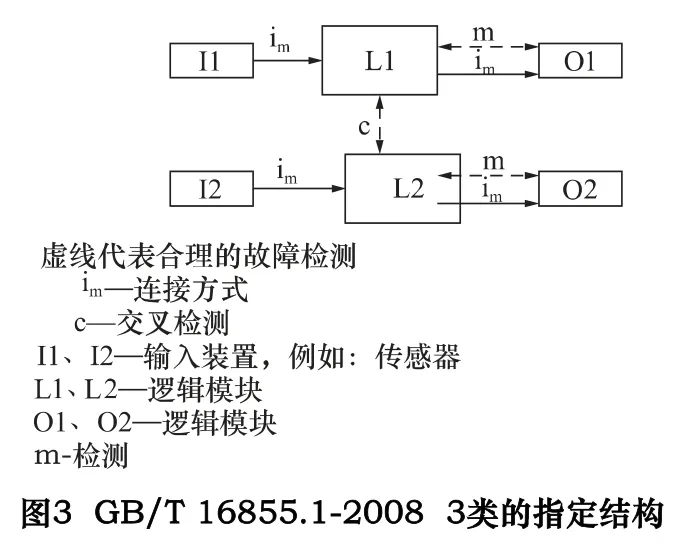
GB/T 16855.1-2008 中對Cat.3 類結(jié)構(gòu)要求:3 類的SRP/CS 的設(shè)計應(yīng)使得任何這些部件中的單一故障都不會導(dǎo)致安全功能喪失。只要合理可行,在有關(guān)安全功能的下一個指令發(fā)出時或發(fā)出之前應(yīng)檢測出單一故障(圖3)。
簡而言之,Cat.3 類結(jié)構(gòu)是一種雙通道冗余設(shè)計,符合3 類要求的電路具備在任意一個通道出現(xiàn)故障時,另一個通道可以檢測出故障并觸發(fā)相應(yīng)的安全保護功能。
根據(jù)標準要求,在車床工件主軸的功能設(shè)計時,對其停止時的零速監(jiān)控需要進行雙通道冗余設(shè)計,在數(shù)控系統(tǒng)與驅(qū)動系統(tǒng)的零速監(jiān)控基礎(chǔ)上,需額外附加一組獨立的電路用以確保主軸處于零速狀態(tài)。這里可以使用Pilz 等公司生產(chǎn)的速度監(jiān)控模塊來實現(xiàn)。
對于運行中的其他一些動作要求,參見GB 22997-2008 標準的5.1.4 中的規(guī)定執(zhí)行。
3.3 緊急停止
緊急停止功能是機床功能安全設(shè)計的一項十分重要的指標。GB 22997-2008 規(guī)定該功能應(yīng)符合GB 5226.1-2008 中9.2.2 規(guī)定的1 類停止要求,并符合GB 5226.1-2008 中9.2.5.4 和GB/T 16754-2008 的有關(guān)規(guī)定。
除此之外,標準中更是強調(diào)了緊急停止功能如果采用硬線控制,應(yīng)符合GB/T 16855.1-2008 中規(guī)定的1 類要求。對于其他情況(如軟件控制)應(yīng)符合GB/T 16855.1-2008 中規(guī)定的3 類要求。
換言之,緊急停止功能如果通過硬件線路實現(xiàn),即按下急停按鈕實現(xiàn)可控停止后,即將整個致動機構(gòu)的外部供電切斷,此時使用單通道的電路結(jié)構(gòu)即可符合要求。但是如果將緊急停止的信號接入運算部件(如PLC),通過軟件進行緊急停止,就需要對進行雙通道冗余設(shè)計方式。因此建議緊急停止功能應(yīng)盡量使用硬件線路,通過安全繼電器進行控制以實現(xiàn)標準中的要求。
對于緊急停止的其他要求,參見GB 22997-2008 標準中5.1.5 中的規(guī)定執(zhí)行。
3.4 模式選擇
GB 22997-2008 中規(guī)定機床必須設(shè)置兩種工作方式,即生產(chǎn)工作方式和調(diào)整工作方式,圖4 對兩種工作方式下的機床安全措施進行了解釋。對于這兩種工作方式必須設(shè)置工作方式選擇開關(guān),選擇開關(guān)在所選方式下能鎖住。同時按照GB 5226.1-2008 中9.2.3 的規(guī)定,應(yīng)采取合適的措施(如鑰匙開關(guān)、通路編碼)來防止工作方式選擇可能引起的險情。因此強烈建議該選擇開關(guān)使用鑰匙開關(guān)。
GB 22997-2008 中還規(guī)定選擇功能應(yīng)符合GB/T 16855.1-2008 中的1 類要求(見3.2)。
3.4.1 生產(chǎn)工作方式
在生產(chǎn)工作方式下,當活動式防護裝置脫開時,機床部件應(yīng)停止運動,下列情況除外:換工件時,工件夾具的脫開和閉合運動;主軸運轉(zhuǎn)由自復(fù)位命令裝置(瞬時開關(guān))控制,轉(zhuǎn)速≤50 r/min。
只有當聯(lián)鎖的活動式防護裝置閉合時,才允許其他的運動。
標準中對這部分的講解,簡單來說即是在生產(chǎn)工作方式下,當機床主防護門打開時,機床各軸均應(yīng)停止運動。此時僅允許執(zhí)行卡盤松卡的動作,并且主軸僅允許點動操作,同時速度限制為最高50 r/min(對應(yīng)大型數(shù)控車床及車削中心,此項參數(shù)有區(qū)別,具體參見GB 22998-2008)。
3.4.2 調(diào)整工作方式
在調(diào)整工作方式下,當活動式防護裝置脫開時,機床部件的運動,應(yīng)在下列條件下進行:
(1)軸線運動最高速度≤2 m/min。只允許用自復(fù)位命令裝置(瞬時開關(guān))(符合GB/T 16855.1-2008 中規(guī)定的3類要求)控制,移動距離≤6 mm。
(2)工件主軸和/或刀具主軸的轉(zhuǎn)速≤50 r/min,并且運動由自復(fù)位命令裝置(瞬時開關(guān))控制。
(3)只有當操作者的雙手處在危險之外時,才允許刀架轉(zhuǎn)動/分度。如采用GB/T 19671-2005 中6.2 規(guī)定的II 行或IIIB 型雙手操縱開關(guān),或采用同使能裝置一起使用的自復(fù)位命令裝置(瞬時開關(guān))。
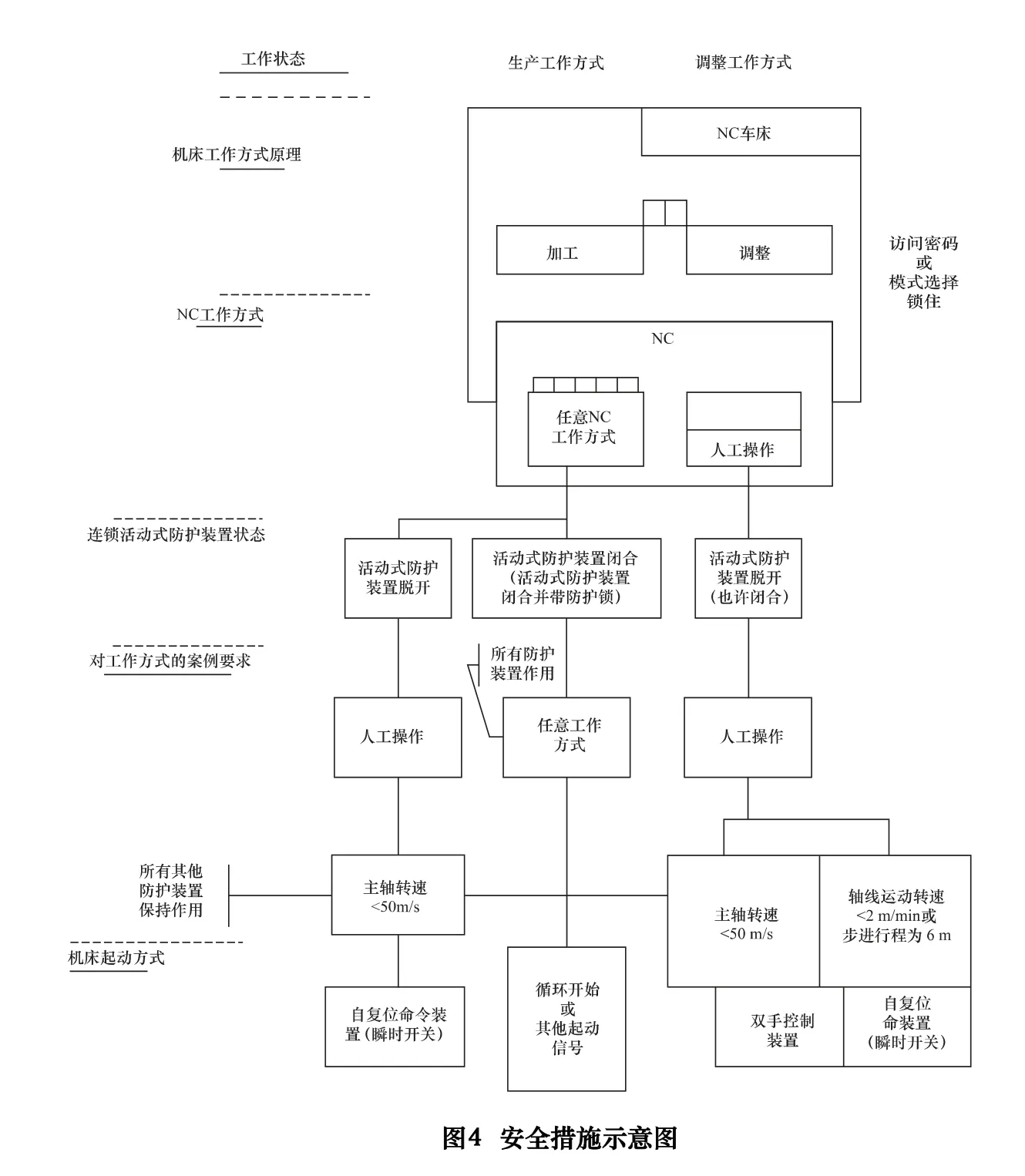
(4)尾座套筒的操作,有自復(fù)位命令裝置(瞬時開關(guān))控制。所采用的安全裝置和措施,如在自復(fù)位命令裝置(瞬時開關(guān))控制下,降低刀具、主軸和軸線運動的運行速度;采用雙手操縱開關(guān)或同使能裝置一起使用的自復(fù)位命令裝置(瞬時開關(guān)),轉(zhuǎn)動/分度轉(zhuǎn)塔刀架,僅應(yīng)在調(diào)整方式下進行。
標準中對這部分的講解,簡而言之即在調(diào)整工作方式下,軸向運動的機床軸只能點動操作(該點動按鍵回路必須為雙通道冗余控制,如數(shù)控系統(tǒng)具備相關(guān)認證,可使用系統(tǒng)自帶按鍵操作,如果系統(tǒng)不具備相關(guān)認證,必須自行設(shè)計控制回路予以實現(xiàn)),并且速度限制為最高2 m/min。主軸也僅允許點動操作運行,同時速度限制為最高50 r/min(對應(yīng)大型數(shù)控車床及車削中心,此項參數(shù)有區(qū)別,具體參見GB 22998-2008)。
3.5 速度控制
GB 22997-2008 中規(guī)定對于監(jiān)控共建主軸和刀具主軸速度的控制系統(tǒng)安全部件,應(yīng)符合GB/T 16855.1-2008 中規(guī)定的3類要求(見3.2);對于監(jiān)控軸線運動速度的控制系統(tǒng)安全部件,應(yīng)符合GB/T 16855.1-2008 中規(guī)定的2 類要求。
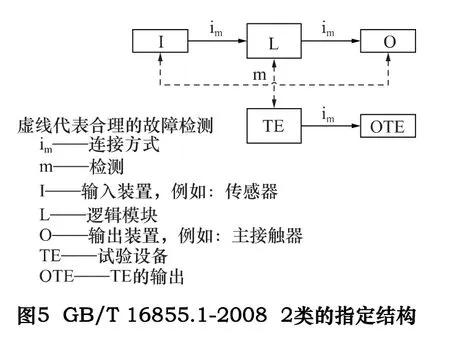
GB/T 16855.1-2008 中對Cat.2 類結(jié)構(gòu)要求:
2 類的SRP/CS 的設(shè)計應(yīng)使其功能按照適當?shù)臅r間間隔通過及其控制系統(tǒng)進行檢查(圖5)。安全功能的檢查應(yīng)在以下情況下進行:在機器啟動時,或某種危險狀況發(fā)生之前,例如新周期開始時、其他運動開始時、和(或)如果風險評價和操作類型表明是有必要的,周期性定期運行期間。
該檢查可能是自動進行的。安全功能的任何檢查應(yīng)做到如果沒有檢測到故障,允許運行;或者如果檢測到故障,產(chǎn)生觸發(fā)適當控制動作的輸出。
只要可能,這種輸出應(yīng)產(chǎn)生一種安全狀態(tài)。安全狀態(tài)應(yīng)保持到故障清除為止。當不可能產(chǎn)生安全狀態(tài)時(例如終極開關(guān)裝置中的觸點焊合),該輸出應(yīng)發(fā)出危險警告。
簡而言之,Cat.2 類結(jié)構(gòu)是一種單通道有監(jiān)控的設(shè)計,因此軸向運動的機床軸應(yīng)確保配置全閉環(huán)控制系統(tǒng),同時數(shù)控系統(tǒng)應(yīng)具備相應(yīng)的認證。
4 結(jié)語
GB 22997-2008《機床安全 小規(guī)格數(shù)控車床與車削中心》與GB 22998-2008《機床安全 大規(guī)格數(shù)控車床與車削中心》標準的實施代表了我國在機床功能安全設(shè)計方面與國際接軌的決心。同時為了適應(yīng)及過渡,國標中并沒有執(zhí)行ISO 13849-1:2006 的核心性能等級PL,而是使用了EN954 時代的結(jié)構(gòu)等級(B、1、2、3、4 等5 類)標準。國內(nèi)的機床廠家應(yīng)及早對各自的產(chǎn)品進行結(jié)構(gòu)上的改進,以免落后于時代的潮流。
[1]中華人民共和國國家質(zhì)量監(jiān)督檢驗檢疫總局,中國國家標準化管理委員會.GB 5226.1-2008,機械電氣安全 機械電氣設(shè)備第1 部分:通用技術(shù)條(IEC 60204-1:2005,IDT)[S].北京:中國標準出版社,2009.
[2]中華人民共和國國家質(zhì)量監(jiān)督檢驗檢疫總局,中國國家標準化管理委員會.GB/T 15706-2012,機械安全 設(shè)計通則 風險評估與風險減小(ISO 12100:2010,IDT)[S].北京:中國標準出版社,2013.
[3]中華人民共和國國家質(zhì)量監(jiān)督檢驗檢疫總局,中國國家標準化管理委員會.GB/T 15760-2004,金屬切削機床 安全防護通用技術(shù)條件[S].北京:中國標準出版社,2005.
[4]中華人民共和國國家質(zhì)量監(jiān)督檢驗檢疫總局,中國國家標準化管理委員會.GB 16754-2008,機械安全 急停 設(shè)計通則(ISO 13850:2006,IDT)[S].北京:中國標準出版社,2008.
[5]中華人民共和國國家質(zhì)量監(jiān)督檢驗檢疫總局,中國國家標準化管理委員會.GB/T 16855.1-2008,機械安全 控制系統(tǒng)有關(guān)安全部件 第1 部分:設(shè)計通則(ISO 13849-1:2006,IDT)[S].北京:中國標準出版社,2008.
[6]中華人民共和國國家質(zhì)量監(jiān)督檢驗檢疫總局,中國國家標準化管理委員會.GB/T 16856.2-2008,機械安全 風險評價 第2部分:實施指南和方法舉例(ISO/TR 14121-2:2007,IDT)[S].北京:中國標準出版社,2009.
[7]中華人民共和國國家質(zhì)量監(jiān)督檢驗檢疫總局,中國國家標準化管理委員會.GB 22997-2008,機床安全 小規(guī)格數(shù)控車床與車削中心(EN 12415:2000,MOD)[S].北京:中國標準出版社,2009.
[8]中華人民共和國國家質(zhì)量監(jiān)督檢驗檢疫總局,中國國家標準化管理委員會.GB 22998-2008,機床安全 大規(guī)格數(shù)控車床與車削中心(EN 12478:2000,MOD)[S].北京:中國標準出版社,2009.
[9]中華人民共和國國家質(zhì)量監(jiān)督檢驗檢疫總局,中國國家標準化管理委員會.GB 28526-2012,機械電氣安全 安全相關(guān)電氣、電子和可編程電子控制系統(tǒng)的功能安全(IEC 62061:2005,IDT)[S].北京:中國標準出版社,2012
[10]張建國.淺談機械安全-E/E/PE 控制系統(tǒng)的功能安全標準IEC 62061[J].中國儀器儀表,2009(5):49-55.
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
當代工人(2020年8期)2020-05-25 09:07:38
制造技術(shù)與機床(2019年12期)2020-01-06 03:17:48
當代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
小溪流(畫刊)(2017年12期)2018-01-10 16:07:29
制造技術(shù)與機床(2017年4期)2017-06-22 11:18:05
科技知識動漫(2016年8期)2016-07-29 20:40:09
專用汽車(2016年4期)2016-03-01 04:13:43
兒童故事畫報·發(fā)現(xiàn)號趣味百科(2015年12期)2016-01-25 00:41:49
