基于神經網絡的熱軋機各機架出口比例凸度預報
2015-04-09 12:36:24王文景侯建新王曉晨
重型機械 2015年6期
王文景,侯建新,楊 荃,王曉晨,何 飛
(1.北京科技大學冶金工程研究院,北京 100083;2.北京科技大學國家板帶生產先進裝備工程技術研究中心,北京 100083)
0 前言
板形質量是衡量帶鋼質量好壞的一項重要指標。熱帶鋼軋機進行板形預設定時,須遵循一定的調控策略。根據板形控制目標的不同,目前常用的板形調控策略有三種:以精軋出口凸度作為目標;以精軋出口平坦度作為目標;考慮凸度與平坦度之間的耦合關系及板形調控手段的多樣性,將精軋出口凸度與平坦度結合起來進行多目標優化控制,該策略應用較多。熱帶鋼軋機進行板形預設定的第一步就是各機架出口目標凸度分配,且目標凸度分配的原則決定了整個板形控制模型調控策略的主體思想[1]。
采用最多的就是基于Shohet 判別式的精軋機架比例凸度分配策略,即根據末機架所測得的帶鋼出口凸度和厚度,借助等比例凸度原則,分配每個機架的比例凸度值。由于考慮到帶鋼橫向流動的影響,上游機架可以在一定范圍內不遵循等比例凸度原則。最終,通過各個機架的凸度分配值計算所需的彎輥力,根據板形控制系統,達到凸度控制的目的。
但是Shohet 判別式也存在不足,如閾值的確定是根據大量的數據統計歸納得來,這能夠保證普通規格帶鋼的計算,但不適用于所有規格的鋼種。如果調整參數,需要很大的計算量,給現場造成很大麻煩。本文采用基于神經網絡的智能算法,只要給出好的樣本庫,就能得到準確的預報值,避免繁瑣的計算,從而提供出解決凸度分配問題的新思路。
1 傳統解析模型的比例凸度分配策略
在熱軋中,判別帶鋼是否出現外觀可見的浪形,常采用Shohet 判別式[2]如下:
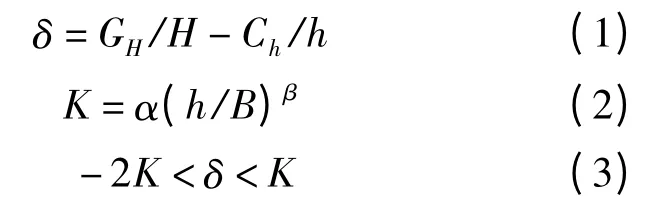
式中,CH/H為入口帶鋼截面的比例凸度,即入口凸度CH與入口厚度H 之比;Ch/h為出口帶鋼截面的比例凸度,即出口凸度Ch 與出口厚度h之比;δ為入口帶鋼比例凸度與出口帶鋼比例凸度的殘差;K為閾值;B為帶鋼寬度;α、β為常數,α=40,β=2[3]或1.86[4]。
當某機架中帶鋼出口與入口的比例凸度之差滿足式(3)時,則不會產生浪形。式(2)又稱為“平坦死區”,當δ >K 時,將出現中浪,當δ <-2K 時,將出現邊浪。如果能使出口帶鋼截面與入口帶鋼截面保持幾何相似,則出口帶鋼比例凸度與入口帶鋼比例凸度相等,此時δ=0,軋出的帶鋼將是完全平坦的。
由式(1)可知,隨著厚度h 的減小,要想不導致浪形,帶鋼比例凸度的可改變量越小,即“平坦死區”越來越窄。
在進行具體設定時,把精軋機組分成三個區間,分別為凸度調節、平直度保持以及平直度控制。對于七機架熱連軋來說,一般F1~F3為凸度調節階段,通過F1~F3 的凸度調節,并根據Shohet 判別式,使F3 出口達到目標比例凸度,同時又獲得較好的板形;F4~F6為平直度保持區段,嚴格保持比例凸度恒定。
根據Shohet 板形判別原理,在上游機架,由于帶鋼厚度較厚,帶鋼比例凸度的可改變量較大,即所謂的“平坦死區”范圍較大。因此在進行目標凸度分配時,在上游機架適度偏離等比例凸度相等的控制條件,充分發揮上游機架的凸度控制能力,形成所需要的出口帶鋼凸度;而在下游機架,嚴格按等比例凸度相等原則進行控制。通過這一策略,可使得凸度與平坦度得到兼顧控制。但在實際控制中,做到完全按等比例分配有些難度;另外,是通過K.N.Shohet 利用切鋁板的冷軋實驗數據和不銹鋼板的熱軋實驗數據,導出β 值,能夠作為大多數鋼種的判定依據,但對于極限規格鋼種,如集裝箱板SPA-H 等,所得的計算結果精度并不高,為此則需要通過不斷實測數據來調整β 值,這給現場造成了很大麻煩。
2 基于神經網絡的比例凸度預報模型
用神經網絡來預報比例凸度,其精度主要取決于樣本庫的大小。在實際應用中,神經網絡會每周訓練一次,將上周測得的實際值作為下一周訓練的樣本庫,這樣在日積月累的過程中,神經網絡會逐步完善,能夠適應不同規格,不同鋼種的輸入參數,并預報出和實際值誤差很小的預測值。
2.1 BP 神經網絡
誤差反向傳播網絡(Error Back Propagation Networks,簡稱BP 網絡)是目前使用最廣泛的一種人工神經網絡,對軋制過程進行數據分析時大多采用BP 網絡。它結構簡單,工作狀態穩定,是一種有導師監督學習的誤差反向傳播訓練算法的多層前饋神經網絡[5]。
BP 神經網絡是由一個輸入層、一個輸出層和一個或多個隱層組成,每一層有若干個節點,為多層映射結構。在3 層神經網絡結構中,輸入層樣本為Pi(i=1,2,3,…,m),輸出層目標為Tk(k=1,2,3,…,n),即為教師信號,實際輸出為Tk。Wji和Wkj,分別表示輸入層與隱層之間、隱層與輸出層之間的連接權,通常采用傳遞函數Sigmoid,即

當隱層神經元數目足夠多時,BP 神經網絡可以任意值精度逼近任何一個具有有限間斷點的非線性函數。BP 網絡利用均方誤差和梯度下降法來實現對網絡連接權值的修正。對網絡權值修正的目的是使網絡實際輸出與目標輸出之間的均方誤差(MSE)達到期望誤差范圍之內[6][7]。
2.2 RBF 神經網絡
RBF 網絡的結構與多層前向網絡類似,是單隱含層的前向神經網絡。輸入層由信號源節點組成;隱含層的單元數由所描述問題的需要而定;輸出層對輸入的作用做出響應。
RBF 神經網絡的主要功能在于能以任意精度逼近任意連續函數,由輸入到輸出的映射是非線性的,而隱層空間到輸出空間是線性的,從而大大加快了學習速度。RBF 網絡的輸出如式(5)所示

式中,n為隱層節點的個數;wk(k=1,2,…,n)為隱層節點與輸出層節點的權值;Xk為第k 個輸入向量;φ為高斯函數;Ck(k=1,2,…,n)為第k 個基函數的中心;σk決定了該基函數圍繞中心點的寬度;| | Xk-Ck| | 表示Xk與Ck之間的距離。
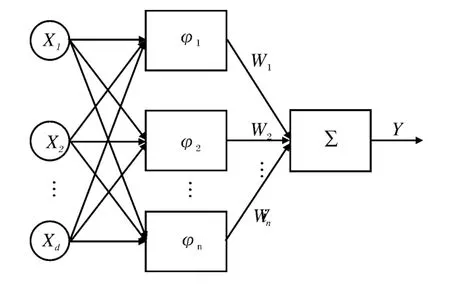
圖1 網絡結構圖Fig.1 Structure of Network
在板帶軋制過程中,為了滿足現場的實時性,要求預測模型的修正和控制量的求解是在線進行的。
在RBF 網絡中,輸入層節點到隱含層節點實現從X→αj(X)的非線性映射,而隱含層節點到輸出層節點是簡單的線性函數[8]。
αj(X)選用高斯基函數,即

式中,Cj是第j 個基函數的中心點;σj決定了輸入變量圍繞該基函數中心的離散性,即標準差;‖X-Cj‖是向量X→Cj的范數,表示X 和Cj之間的距離;φj是一個徑向對稱的函數,它在Cj處有一個唯一的最大值。隨著‖X- Cj‖的增大,φj迅速衰減為零。對于給定的輸入X∈Rn,只有一部分中心靠近X 的處理單元被激活。
2.3 神經網絡結構設計
用BP 網絡和RBF 網絡進行預報的程序設計大同小異,主要步驟如下:1)載入訓練數據并歸一化;2)建立網絡并訓練;3)載入測試數據并歸一化;4)用建立好的網絡進行預報,輸出預測值;5)將測試數據的實際值和預測值進行對比,并畫出趨勢圖和離散點圖,并評價預報精確度。6)將測試數據的預報值進行反歸一化。
BP 網絡和RBF 二者需要確定的參數不同。其中,BP 網絡主要確定3 個參數:隱層節點數、學習速率、動量因子。而RBF 網絡主要確定的是寬度系數[9]。
本文中,BP 網絡采用單隱含層結構,網絡建立函數是newff,仿真函數是sim。其計算結果的精度評價是工具箱的函數mse,記為perf 值,其值越小,說明神經網絡的預報精度越高。方法是將600 個樣本十等分,每組60 個樣本,取一組用于測試,剩余九組用于訓練,這種方法稱為交叉驗證法,有利于神經網絡預報的穩定和精確。具體計算時,BP 網絡的節點數經過粗算,取值范圍最終定在[26,40],傳遞函數包括{'tansig','purelin'}、{'tansig',' logsig '}、{'logsig',' purelin '},學習速率介于[0.01,0.1],動量因子介于[0,1]。
由于有六個機架,因此設計了六個獨立的神經網絡來對各機架進行預報。六個機架參數設定情況具體見表1。

表1 BP 神經網絡最佳參數Tab.1 The best parameters of BP network
RBF 神經網絡由newrb 函數建立。由于newrb 函數屬于approximate 類型,所以不需要手動確定隱含層神經元的數量,RBF 神經網絡會在自適應過程中不斷增加神經元的個數,提高精度,最終收斂在目標誤差范圍之內。對于RBF網絡來說,我們需要確定的參數就是其spread值,即神經網絡的寬度系數。
從基函數原理我們可以知道,每一個RBF網絡都只有一個最優的spread 值,將goal 值設定為10-6,在迭代過程中逐漸增加隱層節點數,直到誤差低于goal 值則停止迭代。與BP 網絡相似,RBF 網絡也采用六個獨立的神經網絡進行預報。六個機架參數設定情況具體見表2。

表2 RBF 神經網絡各機架最佳分布密度Tab.2 The best width of RBF network in each stand
3 實驗結果及仿真
實際仿真結果是從現場采集的非樣本庫的60組數據,通過對這60組數據的預報值的分析來最終評價神經網絡的精度。
3.1 Shohet 判別式下設定值評價
現場的凸度儀都安裝在末機架,因此測量的都是末機架的出口凸度和厚度。根據等比例凸度的原則,下游機架嚴格保持等比例凸度,再用Shohet 判別式來判斷是否能夠保證在“平坦死區”內,如果能夠滿足,則說明判別式良好;如果不能,但又沒有出現外表可觀的浪形,則說明β 值的設定存在問題,不能夠滿足現場要求。(-2k,k)的區間范圍和殘差如圖2 所示。
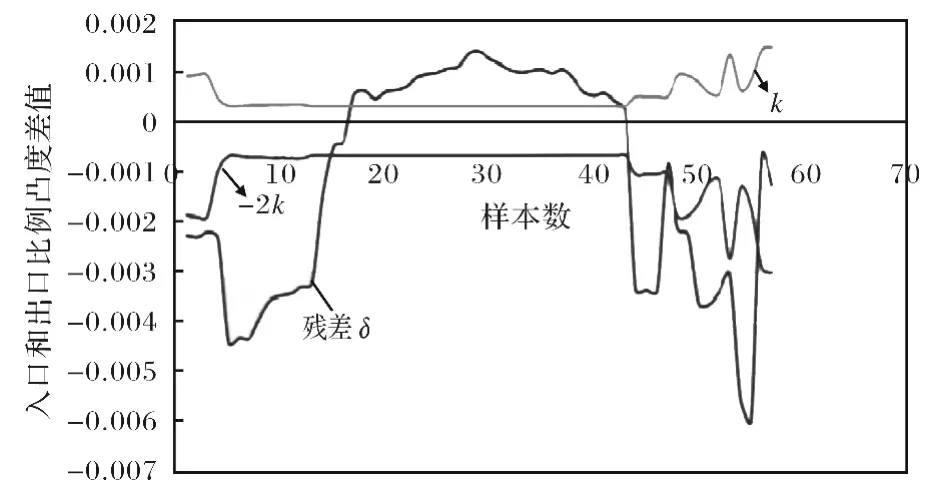
圖2 F6 機架平坦死區與實際比例凸度殘差對照圖Fig.2 Comparsion of the flat area and the actual proportion crown residual error in F6 stand
從圖2 中可以看出,殘差δ 位于(-2k,k)之間的帶鋼數很少,經計算得知只有12%。但是現場所實測的這些鋼卷的平直度命中率都在90%以上。這說明了用Shohet 判別式來進行比例凸度分配并不符合現場實際情況。
3.2 基于神經網絡的比例凸度預報
本文的神經網絡預報是用BP 網絡和RBF 網絡分別進行比例凸度預報,比較二者的預報結果。根據BP 網絡局部最優和RBF 網絡全局最優的特點,取二者計算的均值作為最終計算結果。樣本庫采用在進行神經網絡預報之前要進行樣本庫的篩選,剔除其中的異常點。具體方法是根據“3σ 原則”和現場實際情況。其中“3σ 原則”是使用Excel 自帶函數average 計算各組輸入量的平均值作為其期望值E,然后使用stdevp 來計算其標準差σ,然后確定3σ 范圍,即(E-3σ,E+3σ),以此為依據剔除所有區間外的點。
接下來便是確定神經網絡的輸入和輸出參數。在研究了影響機架出口比例凸度的影響因素后,最終確定神經網絡的輸入參數有帶鋼出口寬度、帶鋼出口厚度、中間坯凸度、精軋出口目標凸度、各機架的綜合輥縫凸度、各個機架的壓下率、各個機架的軋制力等共22 個參數。而輸出參數是F1~F6 各機架的出口比例凸度等6 個參數。
3.3 仿真結果
為了證明訓練好的神經網絡精度能夠滿足實際應用要求,需要采集不同于樣本庫的未知數據來進行擬合對比驗證。共采取了60組數據,由于篇幅限制,計算結果如圖3 所示。
圖3a為BP 網絡擬合的結果,圖3b為RBF網絡擬合的結果。從圖中可以看出,對于同一組測試樣本的預報,BP 網絡和RBF 網絡的預報結果趨勢大體相當,擬合精度上BP 網絡略高于RBF 網絡。但就具體情況,能否滿足現場實際要求,還需要進行分析。
3.4 結果分析
從圖3 看出,曲線頭部誤差較大,這是因為這三組鋼卷厚度超過了10 mm,神經網絡訓練數據不足,造成預報精度不高。剔除起始3組厚度超過10 mm 的鋼卷,從剩余57組測試數據中取出所需要的參數,分別用已經訓練到最優的BP和RBF 進行預報,并求出兩種網絡預報結果的平均值。然后將BP 預報值、RBF 預報值和平均值等三組仿真值分別與實測值進行對比,求各自均方差平方和,取誤差最小值作為最終預報結果,從而能夠找出最合適的參數來進行實際數據的預報。這種方法與神經網絡工具箱函數mse,即均方誤差性能函數對應,記為perf,perf 值越小,則說明神經網絡的預報精度越高。
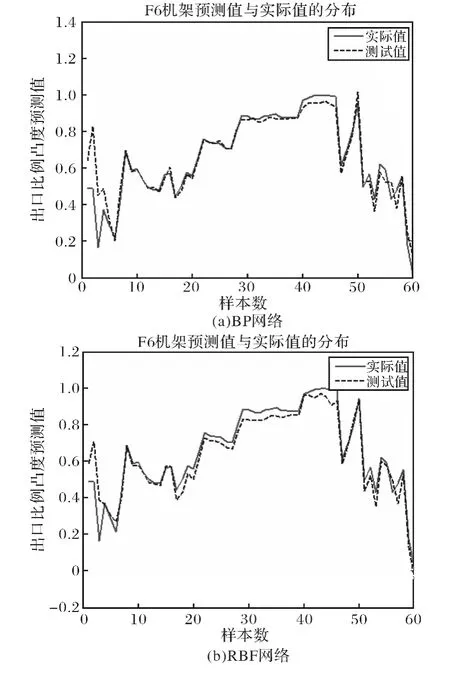
圖3 神經網絡測試值和實際值比較Fig.3 Comparison of Test Value and Actual Value
表3為BP 網絡與RBF 網絡和二者預報結果均值相比,BP 誤差小,因此選用BP 網絡的預報結果作為最終輸出結果。誤差結果如圖4所示。

表3 測試值和實際值誤差平方和Tab.3 The import parameters of the 10 data bases
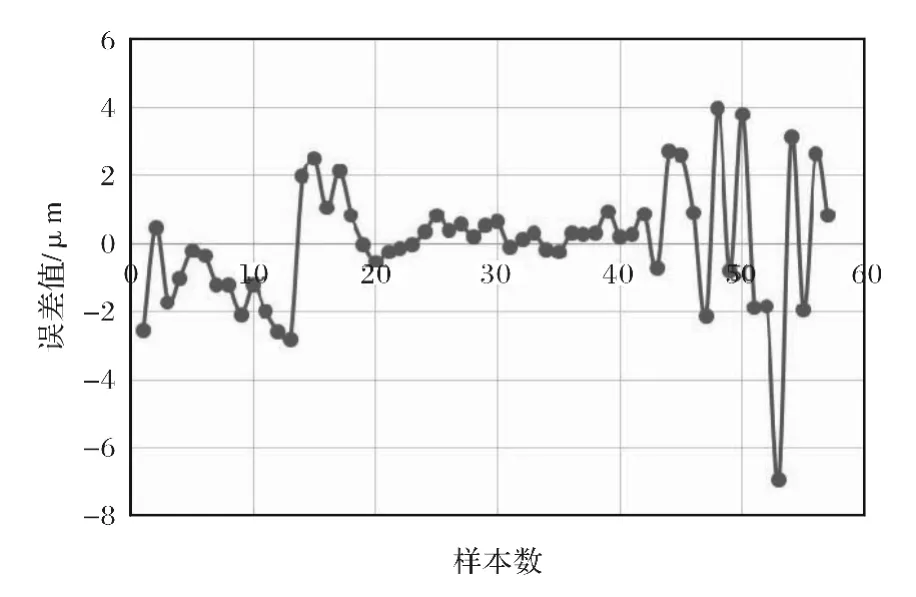
圖4 BP 網絡出口凸度值預報誤差分布圖Fig.4 Error Distribution of BP network
神經網絡輸出結果是各機架的出口比例凸度,因此要乘以各自機架出口厚度才能得到出口凸度。從圖4 中可以看出:在厚度介于2~6 mm的所有鋼卷,處于±4 μm 的誤差范圍內的鋼卷數達到了98%。并根據該鋼廠的習慣,凸度公差一般均為±15 μm,充分說明了神經網絡預報值完全滿足實際需要。
在實際應用中,神經網絡每周訓練一次,上周根據預報值計算出的實際值會作為下一周神經網絡訓練的輸入樣本,隨著軋制的深入,神經網絡會隨著樣本庫的增加而逐漸提高精度。
4 結論
本文給出了以下兩個結論:
(1)通過對基于Shohet 判別式的凸度分配策略的驗證,發現在沒有出現外觀可見的浪形的條件下,末機架入口和出口比例凸度殘差能夠保證在“平坦死區”內的比例只有12%,充分說明了判別式不能夠作為該現場的計算依據。
(2)在BP 網絡、RBF 網絡和二者均值的預報結果的比較中,BP 網絡的預報精度最高。結果表明,厚度在2~6 mm 的鋼卷,均能夠保證在誤差范圍之內,能夠滿足現場要求。
[1]郭德福.熱帶鋼軋機板形控制模型在線數值求解方法研究[D].北京:北京科技大學,2012.
[2]姜麗麗.熱連軋板形設定模型優化與控制[D].沈陽:遼寧科技大學2012.
[3]K.N.Shohet,N.A.Townsend.“Flatness control in plate rolling”[J].Journal of the Iron and Steel In stitute,1971(10):769.
[4]Robert R.Somers et al,“Verification and applications of a model for predicting hot strip profile,crown and flatness”[J].Iron and Steel Engineer,1984(9):35.
[5]劉東東.基于神經網絡的熱連軋精軋機組預報模型研究[D].濟南:濟南大學,2007.
[6]張繼先.神經網絡及其在工程中的應用[M].北京:機械工業出版社,1998.
[7]李實,喬愛民,葉乃威,等.[A].基于BP 神經網絡的不銹鋼軋制力預報模型研究.2007 年全國多輥冷軋技術研討會[C].北京:北京科技大學,2007.
[8]張秀玲,陳麗杰,逄宗朋,等.RBF 神經網絡的板形預測控制[J].智能系統學報,2010,5(1):70.
[9]張敬偉.基于智能算法的熱連軋板形設定模型的研究[D].北京:北京科技大學,2007.