數(shù)控車(chē)床液壓卡盤(pán)上實(shí)現(xiàn)軸管內(nèi)形定位的夾緊方法
2015-04-09 13:14:24河南英威東風(fēng)機(jī)械制造有限公司南陽(yáng)473000
金屬加工(冷加工) 2015年7期
關(guān)鍵詞:數(shù)控車(chē)床
河南英威東風(fēng)機(jī)械制造有限公司 (南陽(yáng) 473000) 王 湛
1.設(shè)計(jì)思路
我公司是制造汽車(chē)輪轂軸管的專業(yè)廠家。最近在加工一種外貿(mào)汽車(chē)輪轂軸管時(shí),我們遇到一種情況,該軸管如圖1所示。根據(jù)需要圖樣中尺寸未完全標(biāo)出。作為汽車(chē)上的一種保安件,該輪轂軸管由熱鍛造沖壓成形,內(nèi)形不需要機(jī)械加工,保持沖壓毛坯狀態(tài)。各外圓及大、小端面需要經(jīng)過(guò)車(chē)削加工,達(dá)到圖樣的各尺寸要求。其中要求在大端內(nèi)形φ73mm基準(zhǔn)圓A處,控制軸向壁厚尺寸(31.7±0.15)mm,公差要求較嚴(yán)格。這個(gè)壁厚尺寸是從毛坯內(nèi)形到外圓平面,不能使用游標(biāo)卡尺或其他量具進(jìn)行直接測(cè)量,需要加工完畢后在專用量具上進(jìn)行測(cè)量。該軸管產(chǎn)品的其他尺寸要求較易保證。如何才能在加工時(shí)準(zhǔn)確保證這個(gè)軸向壁厚尺寸,成為比外貿(mào)軸管加工的最大難點(diǎn)。

圖1
在設(shè)計(jì)加工工藝時(shí),通常安排軸管各外圓在數(shù)控車(chē)床上最后一次精車(chē)完成。在精車(chē)各外圓時(shí),如果我們能實(shí)現(xiàn)以φ73mm基準(zhǔn)圓A為軸向定位基準(zhǔn),使(31.7±0.15)mm尺寸測(cè)量基準(zhǔn)與定位基準(zhǔn)相重合,同時(shí)在編制精車(chē)外圓程序時(shí),以軸管E平面與軸管中心線交點(diǎn)作為程序原點(diǎn)來(lái)編制精車(chē)外形程序,從而使每個(gè)軸管在外圓車(chē)削時(shí),E平面都能相對(duì)于定位基準(zhǔn)車(chē)至同一位置,這樣就能在精車(chē)外形時(shí)直接保證該壁厚尺寸。
2.實(shí)際加工過(guò)程
常見(jiàn)的數(shù)控車(chē)床液壓卡盤(pán)前端結(jié)構(gòu)如圖2所示。液壓卡盤(pán)本體中心處是封閉的,不像普通自定心卡盤(pán)中心處是有孔的。不能利用在主軸前端內(nèi)孔處插入頂尖的辦法來(lái)實(shí)現(xiàn)內(nèi)形定位。
如果只使用數(shù)控車(chē)床上配置的液壓卡盤(pán),我們就只能實(shí)現(xiàn)夾緊工件。而不能同時(shí)實(shí)現(xiàn)既夾緊工件,又以φ73mm基準(zhǔn)圓為軸向定位基準(zhǔn)進(jìn)行加工,如圖3所示。
工作時(shí),先使定位軸D面與夾爪C面嚴(yán)密貼合,然后開(kāi)起液壓卡盤(pán)開(kāi)關(guān),使液壓卡盤(pán)卡爪向內(nèi)夾緊定位軸,即卡爪B面與定位軸A面貼合。然后將件4軸管如圖所示壓在定位軸上,并使用件5尾座頂尖將軸管沿軸向頂緊,使軸管φ73mm基準(zhǔn)圓與定位軸φ73mm基準(zhǔn)圓重合,即將軸管頂緊在定位軸端面上,定位軸又頂緊在卡爪端面上,從而實(shí)現(xiàn)了軸管沿軸向可靠定位,并且壁厚測(cè)量基準(zhǔn)與定位基準(zhǔn)一致。
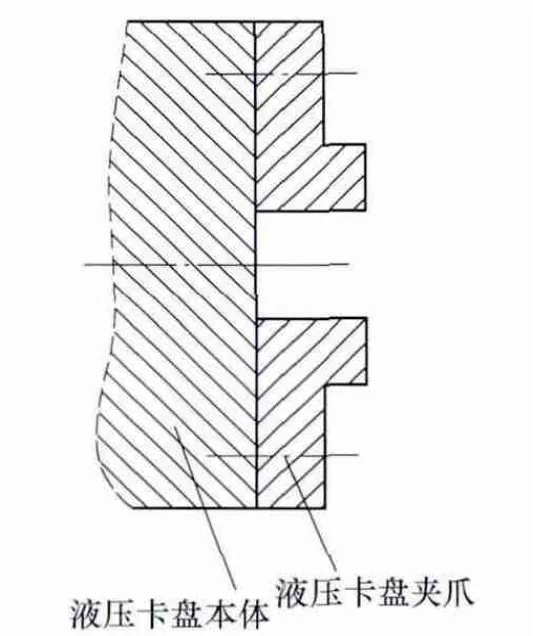
圖2
然后,如圖4所示轉(zhuǎn)換液壓卡盤(pán)開(kāi)關(guān),使液壓卡盤(pán)卡爪向外撐緊軸管大端內(nèi)形,即卡爪B面與定位軸A面分開(kāi),從而實(shí)現(xiàn)對(duì)軸管大端的夾緊。
這時(shí),因?yàn)?個(gè)卡爪同時(shí)向外均勻移動(dòng),并且定位軸被尾座頂尖向前的作用力壓緊在軸管φ73mm基準(zhǔn)圓與卡爪C面之間,所以定位軸不會(huì)跟著卡爪發(fā)生錯(cuò)動(dòng),影響軸管軸向定位。液壓卡盤(pán)卡爪向外夾緊軸管以后,啟動(dòng)以軸管E平面與軸管中心線交點(diǎn)作為程序原點(diǎn)編制的精車(chē)外形程序,開(kāi)始精車(chē)軸管外形。

圖3
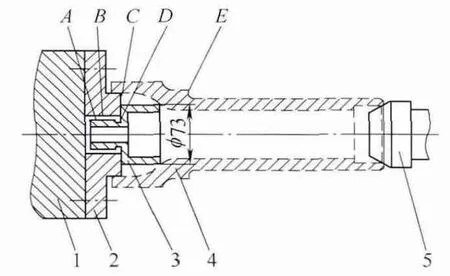
圖4
軸管精車(chē)外形后(見(jiàn)圖3),先用液壓卡盤(pán)卡爪向內(nèi)夾緊件3定位軸,即卡爪B面與定位軸A面貼合,夾爪與軸管大端內(nèi)形接觸面脫開(kāi),松開(kāi)軸管大端。同時(shí)卡爪又夾緊了定位軸,不會(huì)使定位軸脫落。同時(shí)為裝夾加工下一個(gè)軸管做好了準(zhǔn)備。然后,向后退出尾座頂尖,松開(kāi)軸管小端,卸下軸管,軸管精車(chē)外形工序完成。
這種加工工藝方法實(shí)現(xiàn)了壁厚尺寸測(cè)量基準(zhǔn)與車(chē)削定位基準(zhǔn)相重合。經(jīng)過(guò)加工幾萬(wàn)件該外貿(mào)軸管產(chǎn)品的生產(chǎn)實(shí)踐,證明了這種工藝方法使用夾具簡(jiǎn)單方便,既不需要對(duì)現(xiàn)有的數(shù)控車(chē)床液壓卡盤(pán)結(jié)構(gòu)進(jìn)行修改,又保證了軸向定位可靠,夾緊牢固,加工出來(lái)的軸管壁厚尺寸穩(wěn)定,完全保證了圖樣的要求,較好地滿足了生產(chǎn)的需要。同時(shí)這種方法也適用于安裝了外購(gòu)的氣動(dòng)卡盤(pán)的數(shù)控車(chē)床。同時(shí)也為其余產(chǎn)品在數(shù)控車(chē)床以內(nèi)形定位進(jìn)行加工提供了一種有效的參考方法。
猜你喜歡
裝備制造技術(shù)(2020年4期)2020-12-25 05:26:22
制造技術(shù)與機(jī)床(2019年12期)2020-01-06 03:17:48
制造技術(shù)與機(jī)床(2017年6期)2018-01-19 02:41:24
制造技術(shù)與機(jī)床(2017年4期)2017-06-22 11:18:05
制造技術(shù)與機(jī)床(2017年2期)2017-05-04 04:17:34
現(xiàn)代工業(yè)經(jīng)濟(jì)和信息化(2016年12期)2016-05-17 05:37:48
制造技術(shù)與機(jī)床(2015年10期)2015-04-09 07:06:08
制造技術(shù)與機(jī)床(2015年10期)2015-04-09 07:05:42
裝備機(jī)械(2015年1期)2015-02-28 22:19:52
組合機(jī)床與自動(dòng)化加工技術(shù)(2014年9期)2014-03-01 02:21:42
