曲面模具的加工和誤差測量研究
2015-04-12 09:21:22夏永清
時代農機 2015年12期
關鍵詞:測量
夏永清
(蘇州健雄職業技術學院,江蘇 太倉 215411)
1 曲面模具加工誤差的來源
(1)機床誤差。球頭銑刀刀具的運動軌跡主要通過機床控制和進給系統來執行各項操作,比如在加工一些較為復雜的曲面零部件時,因為曲面上各個點的法矢量可能不同,所以刀具的運行軌跡也會由于眾多微直線的擬合原因而形成曲線軌跡,在這一曲線擬合操作過程中就極易產生運動及定位誤差。
(2)振動誤差。所謂振動誤差就是刀具與工件之間由于接觸導致的機床系統振動,特別是在加工高精度零件時,這種振動都會直接影響到零部件加工的質量,所以應該考慮在加工過程中選擇合適的刀具和夾具。同時,切削用量的合理設置也可以盡量避免由于振動所帶來的固有頻率,甚至抑制振動發生,減小其對加工精度所帶來的影響。
(3)刀具誤差。刀具誤差來源于對刀具的選擇,這其中包括對刀具結構、材料以及刃型的選擇。對刀具的選擇還要針對不同的加工方式和不同的刀具,比如說在進行曲面模具的加工時一般都會采用球頭銑刀,因為它所給出的余量較小且轉速要求高。但是它的進給速度相對偏大。由于曲面模具在加工過程中對精度和效率的要求都極高,所以如果不能做到平穩切削和合理分配刀具使用路徑,就容易產生誤差。
2 切削容差與間距分析
在球頭銑刀參與數控機床的曲面模具加工過程中,它的運動軌跡一般都由眾多條直線段組成,而有些則要通過線性插補成曲線。球頭銑刀的插補誤差示意如圖1所示,在這其中表示切削容差,L表示切削間距,和L如果參數較小則曲面模具加工精度就會提升,但是會增加插補計算量,加工效率整體會偏低;如果兩參數較大,加工精度就會降低進而產生誤差。
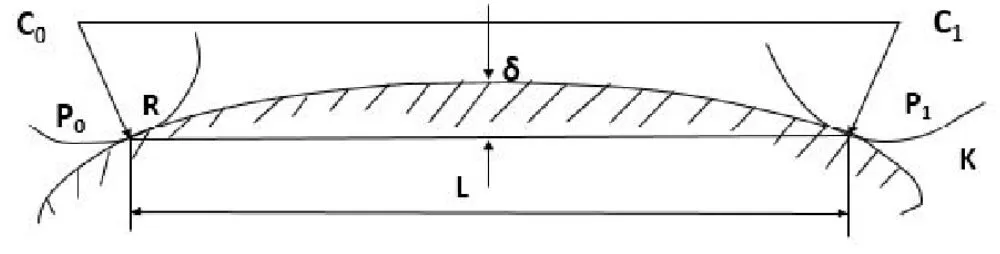
圖1 球頭銑刀的插補誤差示意圖
由于曲面零件的加工基本都會采用球頭銑刀,所以在計算刀具的中心軌跡方面會較為簡便,一般都會在被加工的零部件外輪廓選擇一個刀具半徑的回退,形成刀具的中心軌跡輪廓。但是也要注意的是在回退半徑的方向把握上要遵循法線方向原則,保證半徑不過不失。當然它效率偏低的缺點也較為明顯,在加工時較比直徑相同的其它刀具走刀行距路徑更小。而在受力方面,球頭銑刀的螺旋切削刀刃由于在各個點上的受力狀況并不均勻,特別是當刀具底部由于溫度較高而造成的容屑空間小等問題都會降低切削條件。
從廣義上講,球頭銑刀模型可適用于不同形狀與參數的銑刀,如圖2所示。
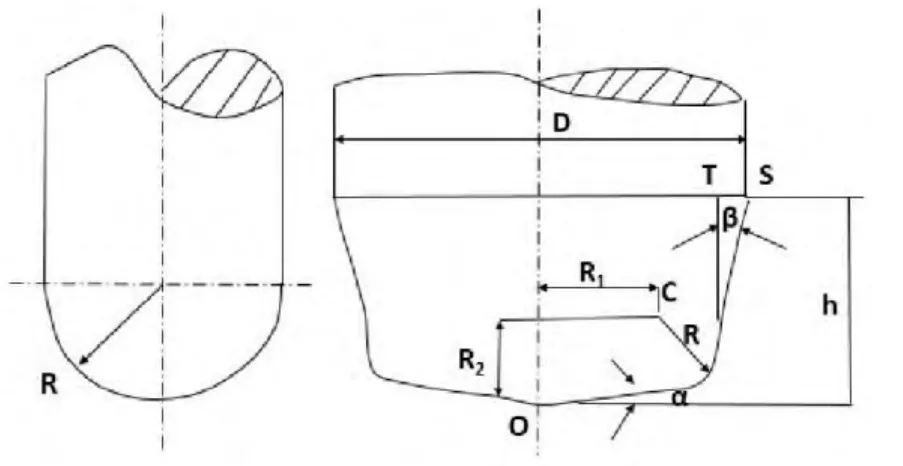
圖2 球頭銑刀的幾何參數配置示意圖
圖2中球頭銑刀的幾何尺寸為R=D/2、R2=h=D/2、α=β=R1=0。如果希望在銑刀上進行再建模,可以為銑刀模型增加螺旋刃和尺寸等參數。
在數控機床的加工過程時,要考慮零部件的輪廓所分出的多段均勻位移量,換言之,當機床軟件控制刀具在所選加工路徑上行進時,應該按照已經劃分的微段路徑上加工零件,確保程序穩定運行至結束。所以數控加工的首個步驟就是設計加工程序,在將程序導入系統之后,再進行系統預處理的插補運算,進而獲取刀具加工的關鍵數據,然后確定刀具的運動軌跡,最后實施加工操作。而在曲面模具工件的加工過程中,還要考慮曲面各個點上的法矢差異,盡量保證隨點位移動來判斷法矢的變化。如果球頭銑刀在對工件加工時與工件的接觸軌跡不能保證為離散直線而形成曲線,就會產生加工誤差。從技術角度講,如果球頭銑刀的半徑為R,當銑刀運行路徑為直線時,假設從P0到P1,可能會因為切入曲面而產生加工誤差,所以就有:
δ=δn+δt
公式中δ 和δt為加工誤差,δn為所加工工件表面的法矢轉動誤差,所以:

3 曲面模具測量誤差縮小方法
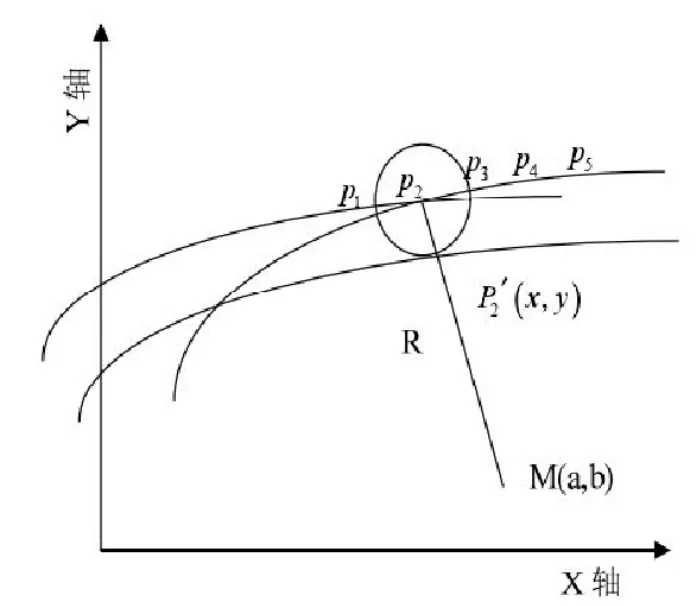
圖3 采用三點共圓法測量軌跡曲面
(1)二維自動補償方法分析。二維補償較為簡單,它采用了三坐標測量機的CMM測量方式。三坐標測量機所測量的并不是工件表面的實際坐標,而是測頭的球心坐標,所以它需要一個側頭半徑作為補償值,但在實際測量過程中往往會受限于曲線曲率的未知與不規則性,所以就無法確定曲面模具上某點的法線方向,這就產生了測頭半徑所補償的點并非實際接觸點現象,這就是誤差產生的原因。利用二維自動補償這種在線補償方式,主要是在測量后再完成對數據的補償,該方法具有補償速度快且不影響測量效率的優點,但二維自動補償法存在一定局限性,比如它只適合于某些表面曲率變化小而且參數浮動不大的零部件測量,而在針對某些復雜組合曲面測量時,就會產生較大誤差,所以二維補償不適用于某些現代高精密零部件的測量。為了補償二維補償法的缺陷性,本文采用了三點共圓法來進行對其測量數據的補償,它是非實時的,但可以在測量后進行測點法矢的估算。如圖3所示,它的工作原理就是要在曲面上確定三點并畫一道圓弧,形成一個曲面。假設曲面上的三點為:P1、P2、P3,如果P2與圓心的連線距離為近似法矢量方向,就可以借助圓的方程求解圓弧圓心坐標,從而測出測頭半徑值,再根據其它兩點的實際坐標值來進行被測點的二維補償。這種方法的補償精度主要取決于對測量點數的判斷,如果點數多,測量補償精度就會升高,但是補償效率偏低。
(2)三維自動補償法分析。其一,微平面法:所謂的微平面就是由三點組成的微型平面,其中每一個點都能放大形成單獨的微平面,因此可以將這種方法看做是點或平面的法線,它利用被測點的法線測量確定法矢,并在法線上補償測頭半徑。這種方法的優勢就在于補償精度相當可觀,而且可以針對復雜曲面進行誤差補償。但是在逐點補償方面卻工作效率低下,依然還是適用于曲線較為平坦的曲面模具,如果曲面組合復雜程度高,則補償精度還是會有所差池。其二,擬合法:擬合法主要根據CMM測量方式得來,它可以通過測頭中心的運動軌跡曲面與被測曲面相比較,建立數學關系模型并推導出測頭半徑的三維補償公式。如果在進行曲面測量時,測頭與曲面所保持的距離是按照曲面移動得來的,那么測頭中心軌跡形成的曲面就可以被視為是被側曲面的等距曲面,而這樣所測量的數據也更加精確,進而減小了曲面模具的傳統測量誤差。
(3)模具球面的微平面半徑補償法分析。除了上述兩種方法,還可以通過CMM測頭半徑補償技術來縮小曲面模具的測量誤差。這種方法是對三維自動補償法的一種升級,因為三維自動補償雖然精度高,但是對數據的處理能力較低,它并不適合于一些普通零件的快速檢測,從而影響生產效率,所以該方法由于適應性強,也能對其效率進行一定程度的補償。該方法的主要流程是在曲面模具的曲面上確立四個不共面的點,形成一個球狀,并將四個點與模具核心相連接形成多方向的球面法線方向,通過它們獲得曲面模具的近似法矢。當這四個點形成位于該曲面上的第五點時,就確定了該曲面模具的真實法矢。在實際測量中,按照順序對四點進行排列,并實施補償。假設球心為Om,n,則Pm-1,n,Pm,n-1與Pm+1,n,Pm+1,n以及Pm,n+1形成中垂面的交點,這些垂面交點可以依據空間幾何方程求解,從而確定曲面模具上的每個點,所以就有矢量坐標的補償方程為:
Nm,n(x,y,z)=Pm,n(x,y,z)-Om,n(x,y,z)
該方法可以將四點所形成的曲面與測頭半徑補償構成原曲面重合,證明對誤差的補償。而補償程度則看二者重合程度的大小,如果重合程度高,則證明誤差有明顯縮小。
4 結語
通過對曲面模具零部件在加工過程中所產生的誤差來源進行分析,給出了多種誤差補償方法,它們都能夠基于球頭銑刀的物理幾何特征進行幾何模型設計,并給出多角度誤差縮小的解決方案。尤其是基于曲面模具表面的微平面半徑補償法,通過對模具的采點和實際測量,不但實現了實時補償方案,也提升了測量精度,是基于現有技術值得推薦的誤差測量新方法。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00