碳纖維-鋁多層結構膠接質量的超聲檢測
2015-04-13 09:31:30徐浪潘勤學王超顧軍伍建雄劉金峰
計測技術 2015年3期
徐浪,潘勤學,王超,顧軍,伍建雄,劉金峰
(1.中國航天空氣動力技術研究院,北京100074;2.北京理工大學,北京100081)
0 引言
樹脂基碳纖維是由環氧樹脂基體與碳纖維增強體組成的一種復合材料,其具有較高的比強度[1]和比模量[1]以及良好的抗疲勞性和成型工藝性,目前廣泛應用于航空航天制造領域,并在很多關鍵部位替代了金屬材料,而碳纖維與金屬的膠接結構更是大量應用在各種型號產品的研制和生產中,膠接質量的好壞直接影響了產品的可靠性和使用壽命。
目前,多層結構膠接質量檢測應用較多的有紅外熱成像檢測法和敲擊法,但檢測靈敏度較低,檢測精度較差,對于多層結構無法判定缺陷發生的界面位置,而且紅外熱成像作為無損檢測新技術,檢測成本高。本文基于脈沖反射法[2]提出了對于這種典型結構的超確評估,同時,也降低檢測成本。
1 檢測原理
針對碳纖維與鋁板多層膠接結構的特點,采用接觸式脈沖反射法進行膠接質量檢測。超聲縱波在傳播過程中遇到聲阻抗不同的材料時,在界面處會發生不同程度的反射。通過采集界面回波和底面回波信號,分析縱波傳播的聲時、相位以及幅值變化,從而判定缺陷的存在。
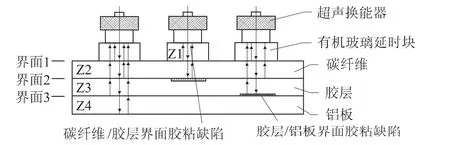
圖1 超聲檢測原理
由于工程實際中膠接結構厚度均較薄(碳纖維材料厚度約1 mm,膠層厚度1 ~2 mm,鋁板厚度約1.5 mm),為使回波信號不被觸發信號淹沒,故檢測過程中采用一定厚度的有機玻璃延時塊進行波形延時,如圖1所示。
超聲縱波的傳播特性可知,當縱波從介質Ⅰ入射到介質Ⅱ中,在兩種介質交界面上聲壓反射率[3]和透射率[3]分別由式(1)和式(2)得到。
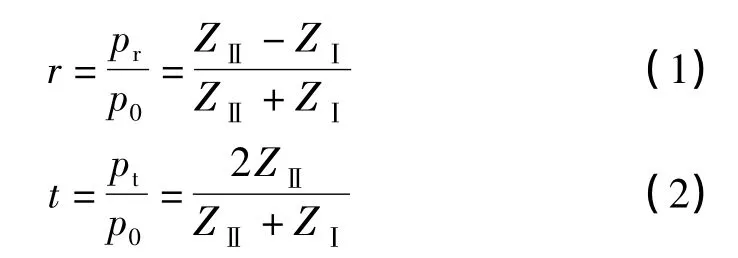
式中:pr為反射波聲壓;pt為透射波聲壓;p0為入射波聲壓;ZⅠ為介質Ⅰ的聲阻抗;ZⅡ為介質Ⅱ的聲阻抗。
如圖1所示,膠接良好時,入射縱波在界面1、界面2、界面3 均發生不同程度的反射和透射,以及在鋁板的底面發生全反射;第一層材料脫粘時(圖中7),入射縱波在界面1 發生反射與透射,在界面2 發生全反射;第二層材料脫粘時(圖中6),入射縱波在界面1、界面2 均發生透射和反射,在界面3 發生全反射。
由式(1)、式(2)及表1 中的參數可知:在膠接良好情況下,界面1 的反射波與入射波相位相同,界面2的反射波與入射波相位相反,界面3 的反射波與入射波相位相同,鋁板底面反射波與入射波相位相反;第一層材料脫粘情況下,界面1 的反射波與入射波相位相同,界面2 的反射波與入射波相位相反;第二層材料脫粘情況下,界面1 的反射波與入射波相位相同,界面2 的反射波與入射波相位相反,界面3 的反射波與入射波相位也相反。
因此,可根據采集界面反射回波的波形組成以及各成分波形的相位關系判斷缺陷形態。
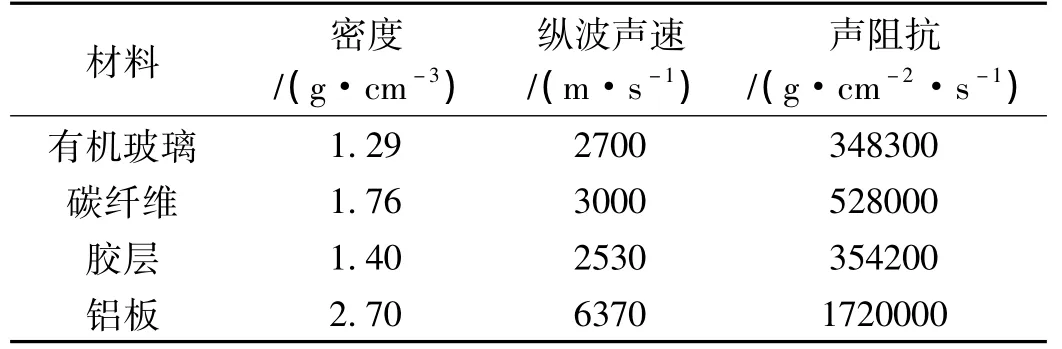
表1 材料參數
由于檢測對象較薄,與常規超聲檢測法不同的是:①本文研究采用寬帶窄脈沖換能器,并引入延時技術將反射回波與始脈沖分離;②常規超聲僅通過回波幅值來判定缺陷,本文結合幅值和相位的方法,通過分析回波成分幅值和相位的關系,不僅能夠判定缺陷的存在,還能分析出脫粘缺陷出現的界面位置。
2 檢測結果及分析
寬帶窄脈沖系列超聲換能器,中心頻率為5 MHz,晶片尺寸6 mm。根據實際被檢測工件的制作工藝,設計如圖2所示的試塊,試塊規格:200 mm×200 mm,各層材料厚度與實際工件相同,在鋁板側分別加工直徑為20,15,10,6,3 mm 規格的平底孔,左邊兩列平底孔模擬第一層材料脫粘,右邊三列平底孔模擬第二層材料脫粘。
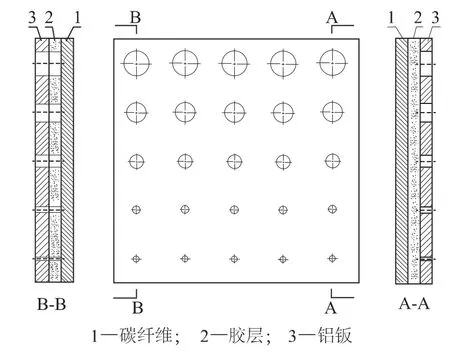
圖2 對比試塊
2.1 脫粘缺陷存在性判定
超聲縱波換能器在膠接良好區域和脫粘模擬缺陷區域的回波信號如圖3所示,圖中“1”表示界面1 回波,“2”表示界面2 回波,“3”表示界面3 回波,“鋁”表示鋁板的底面回波,從圖中可以看出:膠接良好時,界面1、界面2、界面3 和鋁板底面均有反射回波,且界面1、界面3 的反射回波與觸發波相位相同,界面2和鋁板底面反射回波相位與觸發波相反;第一層材料脫粘時,只有界面1 和界面2 處有反射回波,且界面1反射回波相位與觸發波相同,界面2 反射回波相位與觸發波相反;第二層材料脫粘時,界面1、界面2、界面3 均有反射回波,且界面1 反射回波與觸發波相位相同,界面2 和界面3 反射回波相位與觸發波相反。實際檢測回波信號與理論分析一致,因此,可以通過回波信號的組成和相位關系進行脫粘缺陷存在的有效判定。
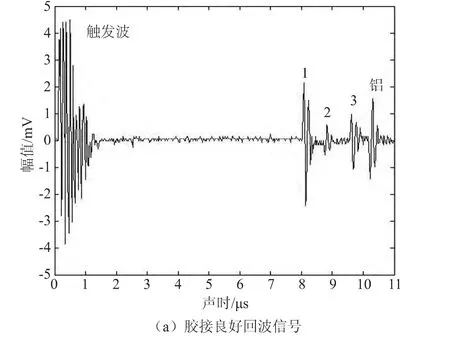
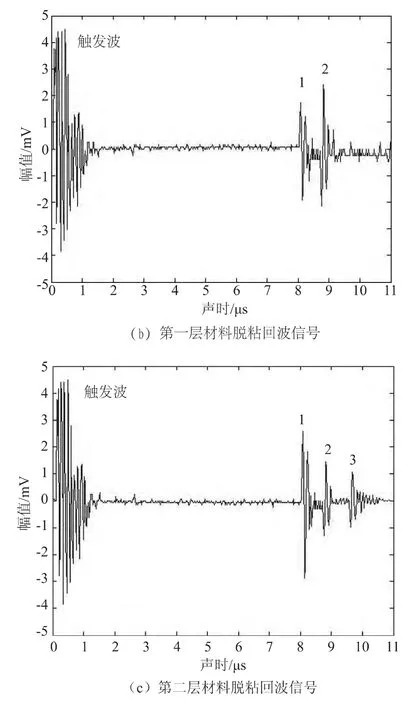
圖3 檢測回波信號
2.2 脫粘缺陷大小確定
實際檢測過程中僅僅對脫粘缺陷進行定性分析是遠遠不夠的,還需對缺陷的大小進行描述,從而為缺陷定級提供參考。對于不小于超聲換能器晶片尺寸的缺陷,采用6 dB 法[4]進行檢測,而對于小于超聲換能器晶片尺寸的缺陷,采用標準試塊對比法。圖4 為采用6 dB 法對制作試塊的檢測結果,圖中標“1”的位置為第一層材料脫粘缺陷,其余為第二層材料脫粘缺陷。預埋缺陷的檢測平均值與理論值見表2,對比可以看出采用6 dB 法能夠有效的進行大于晶片尺寸的脫粘缺陷檢測。
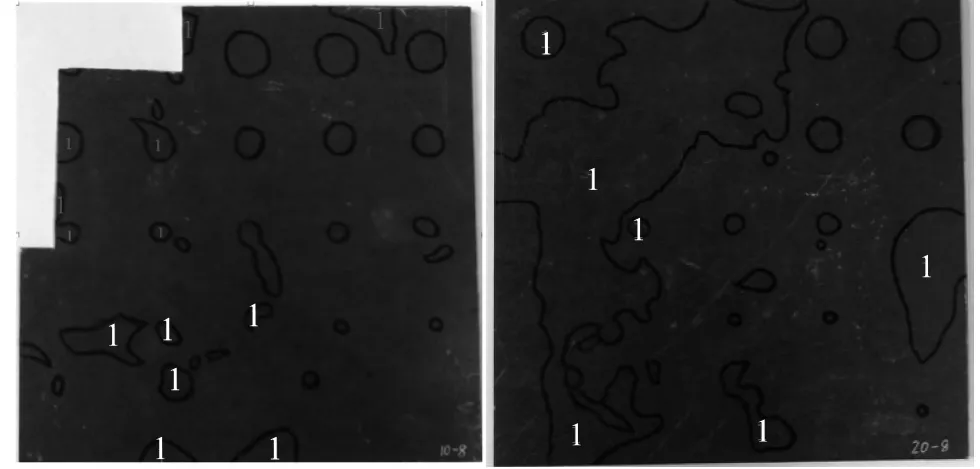
圖4 試塊檢測結果
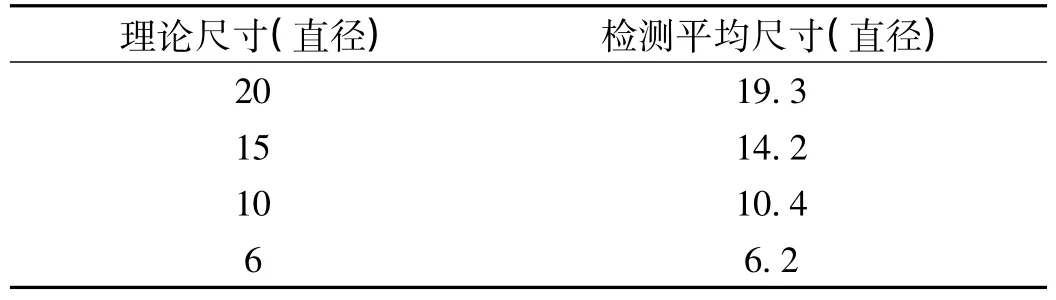
表2 預埋缺陷檢測對比 mm
2.3 對比驗證
由于制造工藝的原因,實際被檢測工件90%以上的脫粘缺陷發生在第一層材料與膠層交界面處,為進一步驗證檢測方法的可靠性,采用紅外熱成像法進行對比。圖5(a)為超聲檢測結果,圖5(b)為對應位置的紅外熱成像檢測結果,從圖中可以看出超聲檢測結果與紅外熱成像檢測結果基本上都能吻合,以此驗證了超聲檢測結果的可靠性。
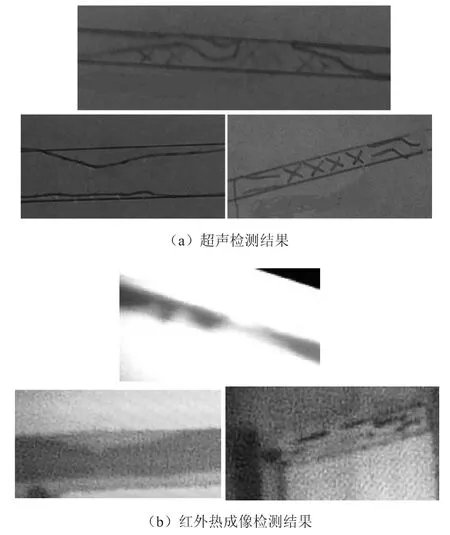
圖5 超聲檢測與紅外熱成像檢測結果對比
3 結論
針對碳纖維較薄且與鋁板粘接的多層結構特點,提出基于脈沖反射的超聲檢測方法,采用寬帶窄脈沖超聲換能器對脫粘缺陷進行檢測,分析回波信號的組成以及各成分幅值、相位間的關系,從而判斷缺陷脫粘缺陷出現的位置,并采用6dB 法確定脫粘缺陷的邊界,通過紅外熱成像技術對超聲檢測結果進行驗證,充分說明了超聲法進行碳纖維-鋁多層結構膠接質量評估的可行性和準確性。
[1]劉松平,劉菲菲.復合材料無損檢測技術一瞥[J].無損檢測,2008(30):117-123.
[2]杜功煥,朱哲民,龔秀芬.聲學基礎[M].南京:南京大學出版社,2001.
[3]李家偉,陳積懋.無損檢測手冊[M].北京:機械工業出版社,2002.
[4]林猷文,何雙起.超聲檢測——國防科技工業無損檢測人員Ⅱ級培訓教材[M].北京:機械工業出版社,2009.
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
當代陜西(2020年13期)2020-08-24 08:22:02
上海建材(2019年4期)2019-05-21 03:13:02
纖維復合材料(2018年4期)2018-04-28 08:45:28
纖維復合材料(2018年3期)2018-04-25 07:22:58
制造技術與機床(2017年5期)2018-01-19 02:49:17
濰坊學院學報(2016年2期)2016-12-01 13:00:11
中國塑料(2016年6期)2016-06-27 06:34:16
