光內(nèi)同軸送粉立面堆積成形實驗研究
2015-04-19 02:49:24孟偉棟石世宏傅戈雁史建軍
激光技術(shù) 2015年5期
孟偉棟,石世宏,傅戈雁,王 濤,楊 軾,史建軍
(蘇州大學(xué)機電工程學(xué)院,蘇州215021)
引 言
激光立體成形技術(shù)融合了快速成形技術(shù)和激光熔覆技術(shù),成為目前先進制造技術(shù)的一個重要方向,廣泛地應(yīng)用于零件的制造和修復(fù)[1-7]。但是由于設(shè)備和工藝的限制,現(xiàn)有的激光立體成形技術(shù)多用在水平基面上,當(dāng)立面堆積時,由于無支撐的熔池受重力作用發(fā)生流淌,導(dǎo)致坍塌成形失敗。本試驗利用中空激光光內(nèi)同軸送粉熔覆技術(shù)[8-12]進行立面堆積回轉(zhuǎn)體試驗。
立面堆積變徑回轉(zhuǎn)體成形中,存在3個主要問題[13-16]:(1)以錯層的方式進行變徑,變徑范圍小,成形件表面粗糙度大;(2)熔覆層每層生長量與提升量Δz不匹配;(3)立面堆積激光功率控制。本文中針對上述問題重點研究和分析錯層、提升量Δz、激光功率對成形件表面質(zhì)量的影響。
1 試驗材料和方法
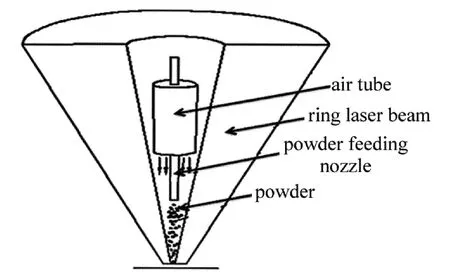
Fig.1 Schematic of coaxial inside-beam powder feeding technology
圖1為光內(nèi)同軸激光熔覆的原理示意圖,采用特殊的光學(xué)轉(zhuǎn)換系統(tǒng)將傳統(tǒng)的實心聚焦激光束轉(zhuǎn)換為中空聚焦激光束,送粉管居中放置,粉束外圍是保護氣體,環(huán)形保護氣外圍是同軸的環(huán)形激光。光能外移后,熔池的能量分布更均勻,熔道更平整,堆高性好;同時光能外移后,邊界能量增大,對前一層熔道有修邊作用,降低表面粗糙度,為立面堆積提供可能性。
試驗中采用YLS-2000-CT光纖激光器,KUKA機器人和控制臺組成的運動動力裝置,光內(nèi)同軸送粉激光熔覆光頭,如圖2所示。基體選用304#不銹鋼尺寸為100mm×100mm×10mm,首先粗砂紙打磨基板表面,再用丙酮以及酒精清洗待加工表面。進行上述預(yù)處理,主要是清除表面的銹蝕以及油污,以滿足激光熔覆的需要。熔覆材料選用-140目/+200目(75μm~106μm)的Fe313合金粉,采用氮氣作為保護氣體。
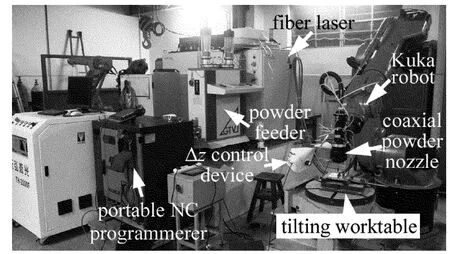
Fig.2 Schematic diagram of the experimental setup
2 立面堆積模型建立

Fig.3 Schematics of laser cladding accumulation by means of two ways
如圖3a所示,傳統(tǒng)激光熔覆堆積變徑回轉(zhuǎn)體的過程中,激光光頭始終垂直與基體表面,與熔道生長方向不一致,變徑只能通過熔道的錯層來實現(xiàn),但是熔道上下層的錯位造成成形件表面粗糙度變大。一方面上層熔道部分的光粉落在外面,錯位的熔池只能依靠張力存在,當(dāng)偏移量過大時會出現(xiàn)熔覆層懸臂端坍塌,使得成形件報廢;另一方面下層熔道部分面積沒有繼續(xù)堆積,形成臺階狀,增大了成形件表面粗糙度。本試驗中提出了一種新的激光熔覆堆積變徑回轉(zhuǎn)體的方法,如圖3b所示。改變激光光頭姿態(tài),使得堆積過程中,激光光頭始終與熔道表面垂直。在這一方法下,激光光頭的提升方向始終與熔道生長方向一致,上下層熔道完全結(jié)合,有效解決了因錯層造成的成形件表面粗糙度變大的問題。本實驗中設(shè)計了如圖4所示的立面變徑回轉(zhuǎn)體。其堆積的基本參量為:激光掃描速率v=5mm/s,送粉速率v1=8g/min,離焦量B= -4mm,激光功率P=600W~1000W。
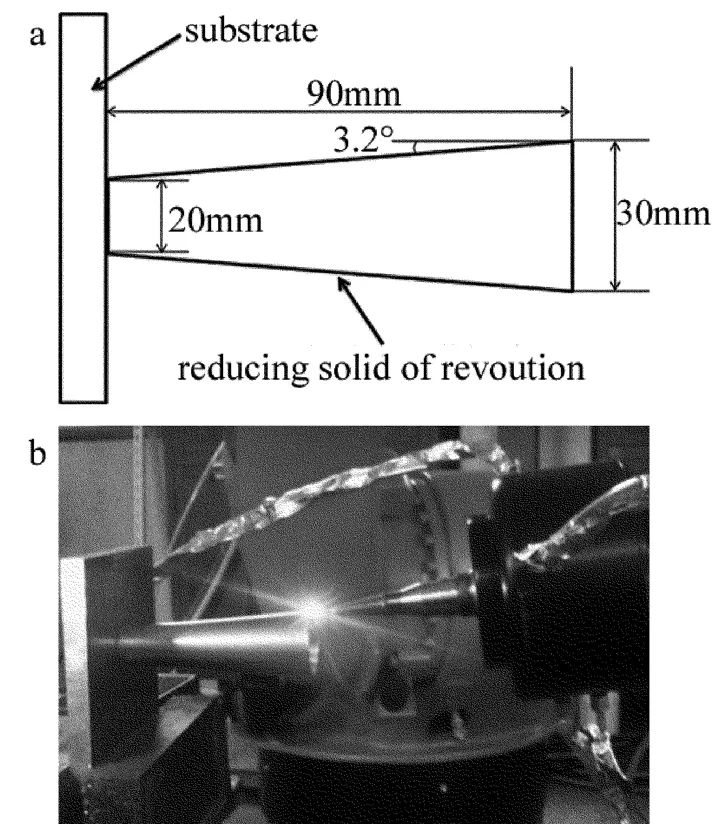
Fig.4 Model and photo of vertical surface accumulation
3 Δz的控制
嚴(yán)格地說,激光光頭每層提升量Δz的數(shù)值必須與單層生長量保持一致,這樣才能確保每層的工藝條件完全相同。實際的立面堆積過程中,熔道每層生長量是動態(tài)變化的,固定的提升量Δz與生長量不匹配,引起離焦量的變化,使得成形件表面粗糙度變大。當(dāng)Δz大于單層生長量時,光斑直徑變小,激光能量密度變大,熔道的厚度變小,成型件表面高低不平;當(dāng)Δz小于單層生長量時,光斑直徑變大,激光能量密度變小,使得熔池邊緣的粉末不能充分熔化,黏附在成形件表面造成表面粗糙。所以Δz是否與生長量匹配直接影響成形件表面粗糙度。在本試驗中,采用機器視覺系統(tǒng)實時測量激光光頭與加工熔池之間的距離,把測得的距離實時傳遞到機器人中,機器人根據(jù)所測得距離實時調(diào)整激光光頭的提升量Δz,從而確保激光光頭與熔池之間距離恒定;保證離焦量不變。
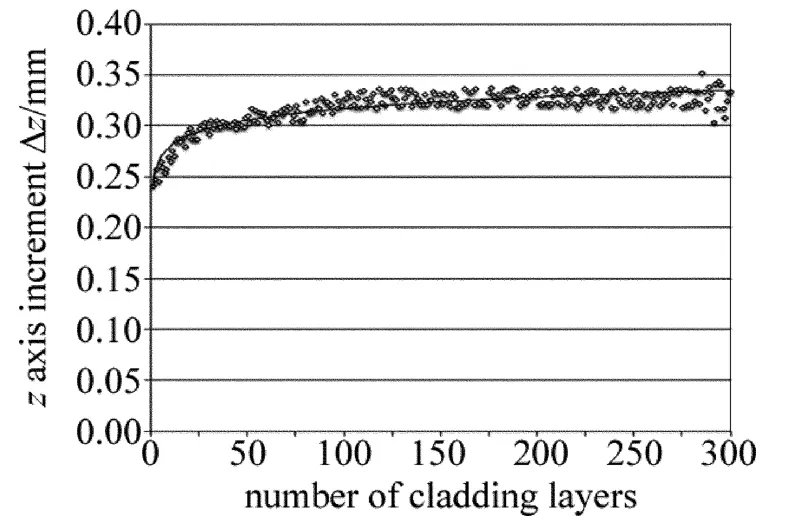
Fig.5 Increment in z axis Δz vs.number of cladding layers
圖5為立面堆積過程中提升量Δz變化散點圖。從圖中散點趨勢可見,第0層到大約第100層,由于熔池由3維散熱變?yōu)?維散熱,熔池溫度逐漸上升,粉末的液態(tài)相變大,使得熔覆層的生長量逐漸變大,所以Δz逐漸增大;第100層之后,隨著熔道層數(shù)繼續(xù)增加,熔池的達(dá)到熱平衡,熔池的溫度趨于穩(wěn)定,使得熔道的生長量趨于穩(wěn)定,所以Δz逐漸趨于穩(wěn)定。
4 功率的控制
在立面堆積成形過程中,隨著堆積層數(shù)的增加,激光束的能量不斷地在材料中累積,材料內(nèi)部的溫度將越來越高,因而熔池的體積會越來越大,進入熔池的金屬粉末數(shù)量也會逐漸增加,從而導(dǎo)致堆積厚度和寬度逐漸增大,影響成形件的宏觀形貌。
在高層立面堆積過程中,成形件表面的粗糙度與激光能量密度密切相關(guān),激光功率過低造成熔池溫度過低,熔池邊緣的粉末熔化不充分,使粉末黏附在成形件表面,增大表面粗糙度;激光功率過高會造成熔覆層過燒,熔池?zé)嵊绊憛^(qū)變大,未進入熔池的粉末就會與溫度較高的熱影響區(qū)發(fā)生碰撞,速度較低或尺寸較小的粉末顆粒就會黏附在成形件表面上,增大成形件表面粗糙度。
在激光熔覆過程中的能量轉(zhuǎn)化遵守能量守恒法則,即:

式中,E0為入射到基板表面的激光能量,Er為材料反射的能量以及基板吸收的能量,Ea為熔池吸收的能量,Et為透過材料的能量。對于立面堆積而言,激光束不能穿透材料,那么Et=0。其中Ea主要決定熔池的溫度,Er主要由熔池的散熱情況決定,隨著堆積層數(shù)的增加,熔池由3維散熱變成2維散熱,Er變小,為了使熔池吸收能量Ea在堆積過程中保持不變,需要相應(yīng)地減小。
中空環(huán)形激光的能量密度計算公式為:

式中,E為激光能量密度,P為激光功率,D為環(huán)形光斑外圓直徑。由公式可知,當(dāng)在激光掃描速率v和激光熔覆離焦量不變的前提下,只有通過調(diào)整激光功率P才能保證激光功率密度E的不變。
如圖6所示,立面堆積初期時,因為基體沒有經(jīng)過預(yù)熱其溫度為室溫,熔池的熱量迅速傳向基體,為了保持熔池溫度,所以需要在一段時間內(nèi)保持較高的功率1000W。隨著堆積層數(shù)的增加,熔池從初期的3維散熱變?yōu)?維散熱,熔道的散熱量也來越小,熔池的熱量不斷累積,需要將功率逐漸下降。堆積層數(shù)繼續(xù)增加,熔池的吸熱和散熱逐漸保持平衡,熔池的溫度基本保持穩(wěn)定,激光功率不需要再改變,最終穩(wěn)定在600W。

Fig.6 Power vs.number of cladding layers in the accumulation process
5 成形件表面質(zhì)量
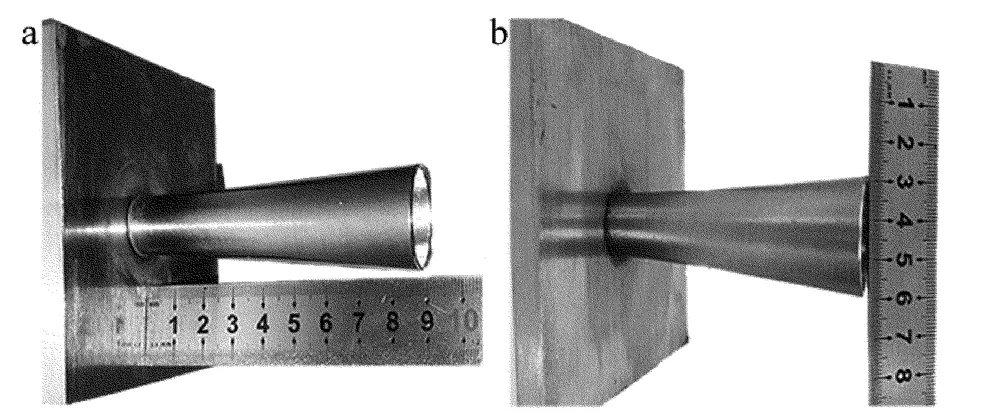
Fig.7 Size of facade adjustable rotator
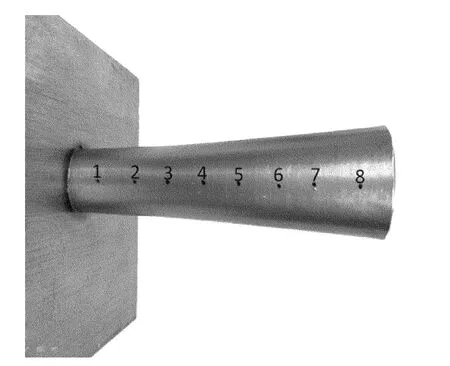
Fig.8 Roughness measurement position
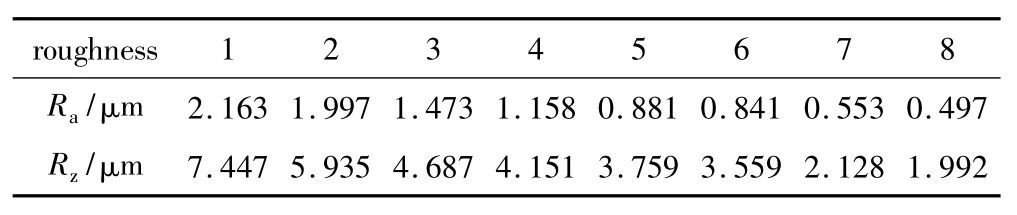
Table 1 Surface roughness of a molding rotator
在立面堆積成形中,表面粗糙度時衡量成形件質(zhì)量的重要標(biāo)準(zhǔn)。本試驗中通過改變光頭姿態(tài),使光頭在堆積過程中始終與熔道表面垂直,以及對光頭提升量Δz、激光功率的實時控制,得到如圖7所示的成形件。在成形件表面等距離地取8個點如圖8所示。通過TR200手持式粗糙度儀測得其粗糙度如表1所示,成形件表面粗糙度Ra=(0.497~2.163)μm;Rz=(1.992 ~7.447)μm,達(dá)到半精加工表面,成形效果良好。
6 結(jié)論
在中空激光光內(nèi)同軸送粉熔覆技術(shù)的基礎(chǔ)上,研究了立面堆積變徑回轉(zhuǎn)體的關(guān)鍵參量的控制。試驗表明:(1)改變激光光頭姿態(tài),使其始終與熔道表面垂直,解決了錯層引起的成形件表面質(zhì)量低的問題;(2)在堆積過程中,實時監(jiān)測離焦量大小來調(diào)節(jié)z軸的生長量Δz,真正實現(xiàn)了Δz的數(shù)值與每層生長量保持一致,保證了成形件表面質(zhì)量;(3)熔覆堆積過程中,通過功率的調(diào)節(jié)保證熔池溫度的相對不變。得到的立面成形件表面光滑,無明顯的粉末黏附,粗糙度低,成形件表面粗糙度Ra=(0.497 ~2.163)μm,Rz=(1.992 ~7.447)μm。
[1] LI C Y,ZHANG S,KANG Y P,et al.Comment on material system for laser cladding[J].Laser Journal,2002,23(3):5-9(in Chinese).
[2] SONG J L,LI Y T,DENG Q L,et al.Research progress of laser cladding forming technology[J].Journal of Mechanical Engineering,2010,46(14):29-39(in Chinese).
[3] YUAN Q L,F(xiàn)ENG X D,CAO J L,et al.research progress in laser cladding technology[J].Materials Review,2010,24(3):112-116(in Chinese).
[4] ZHANG K W.Introduce on materials,processing parameters,microstructure and properties of foreign laser cladding[J].Heat Treatment of Metals,2002,27(6):1-7(in Chinese).
[5] ZHONG M L,NING G Q,LIN W J.Research and development on laser direct manufacturing metallic components[J]Laser Technology,2002,26(5):388-391(in Chinese).
[6] LI Y L,JIN H X,BAI X B,et al.Research progress and development trend of laser cladding technology[J].Heat Treatment Technology and Equipment,2009,30(4):1-5(in Chinese).
[7] XU P,LIN C X,ZHOU C Y,et al.Wear and corrosion resistance of laser cladding AISI 304 stainless steel/Al2O3composite coatings[J].Surface and Coatings Technology,2014,23(8):9-14.
[8] BALDRIDGE T,POLING G,F(xiàn)OROOZMEHR E,et al.Laser cladding of inconel 690 on inconel 600 super alloy for corrosion protection in nuclear applications[J].Optics and Lasers in Engineering,2013,51(2):180-184.
[9] HUANG W D,LI Y M,F(xiàn)ENG L P,et al.Laser solid forming of metal powder materials[J].Journal of Materials Engineering,2002,30(3):40-43(in Chinese).
[10] LI B L,WEN Z Y,LIU X H,et al.An Experimental study of laser cladding technology applied for axle surface repair[J].Applied Laser,2007,27(4):290-294(in Chinese).
[11] JI S Q,LI P,ZENG X Y.Microstructure and mechanical property analyses of the metal parts direct fabricated by laser cladding [J].Laser Technology,2006,30(2):130-132(in Chinese).
[12] CAI Q F,SHI S H,LE C S,et al.Study on inside-laser powder feeding of laser cladding rapid prototyping[J].Journal of Suzhou University(Engineering Science Edition),2009,29(2):43-45(in Chinese).
[13] LI S,HU Q W,ZENG X Y.Research development of Fe-based alloy powder for laser cladding[J].Laser Technology,2004,28(6):591-594(in Chinese).
[14] LIU J C,LI L J.Experimental study on fabrication of thin-wall metallic features by laser cladding[J].Chinese Journal of Mechanical Engineering,2004,40(10):185-188(in Chinese).
[15] YANG N,YANG F.Effect of laser cladding parameters on the quality of cladding layer[J].Heat Treatment Technology and Equipment,2010,31(4):17-19(in Chinese).
[16] WANG M D,ZUO D W,WANG M,et al.Process in single-layer laser cladding using coaxial inside-beam powder feeding[J].Journal of Nanjing University of Aeronautics& Astronautics,2009,41(3):354-357(in Chinese).
