鋁材連接機(jī)器人的仿真要點
2015-04-23 05:31:16崔利昆胡婷
金屬加工(熱加工) 2015年24期
關(guān)鍵詞:工藝
崔利昆 胡婷
1. 概述
近幾年來,汽車工業(yè)迅猛發(fā)展,鋁合金在現(xiàn)代汽車的輕量化中扮演著極為重要的角色,被認(rèn)為是21世紀(jì)最富于開發(fā)和應(yīng)用潛力的“綠色材料”。采用鋁合金材料,還可提高汽車的安全性。因此日益受到汽車企業(yè)的青睞,許多汽車廠家都將其作為研究的重點和減輕質(zhì)量問題的理想材料。
與此同時我國自動化程度也在迅猛發(fā)展,大量機(jī)器人被應(yīng)用于弧焊、點焊、搬運、噴涂、打磨等領(lǐng)域。機(jī)器人仿真和離線編程技術(shù)也伴隨著機(jī)器人的普遍應(yīng)用而快速成長。鋁合金車身目前在國內(nèi)的應(yīng)用較少,相關(guān)機(jī)器人仿真經(jīng)驗也處于空白階段。因此,本文總結(jié)了安川首鋼機(jī)器人有限公司鋁車身相關(guān)項目的仿真經(jīng)驗,可為機(jī)器人仿真人員提供參考。
2. 鋁合金車身連接方法中的仿真要點
目前,鋁車身連接方式可劃分為鋁-非鋁連接和鋁-鋁連接兩大類,目前汽車車身中多為鋁和不銹鋼的連接。由于鋁、鋼材料性能的差異,所以在車身生產(chǎn)上采用多種緊固連接方式。鋁-鋁材連接方式主要為點焊和弧焊。以下針對不同的連接工藝介紹仿真時應(yīng)注意的事項。
(1)鋁-非鋁連接機(jī)器人的仿真要點 第一,流鉆螺釘連接:流鉆螺釘(FDS)工藝通過螺釘?shù)母咚傩D(zhuǎn)軟化待連接板材,并在巨大的軸向壓力作用下擠壓并旋入待連接板材,最終在板材與螺釘之間形成螺紋連接。該工藝可用于異種材料的連接緊固,目前廣泛應(yīng)用于鋁制車身制造上(見圖1~圖3)。FDS連接工作時需螺釘與零件垂直,否則連接點為失效點。FDS工藝為單面高壓力操作,自攻螺紋槍對工件的擠壓力較大,需要對工件定位工藝有所要求,定位夾具需要提供可靠支撐。FDS連接時較大的沖擊力反作用于機(jī)器人本體,為了最大限度減少震動導(dǎo)致失效點的出現(xiàn),在機(jī)器人操作時應(yīng)對機(jī)器人姿態(tài)有所要求,使反作用力的方向與機(jī)器人的軸線方向一致,如圖4、圖5所示。
圖4 中機(jī)器人姿態(tài)下反作用力的方向與機(jī)器人本體形成自鎖可有效減小震動,圖5機(jī)器人姿態(tài)下,較大沖擊力對B軸容易造成失效點。由于機(jī)器人工作時承受較大的反作用力,需要選擇大負(fù)載機(jī)器人,圖中的機(jī)器人負(fù)載為350kg。為保證后期調(diào)試階段能夠使螺釘垂直連接,仿真階段應(yīng)注意槍體工作過程與定位夾具和車身板件外形的干涉情況,選擇合適的FDS槍。
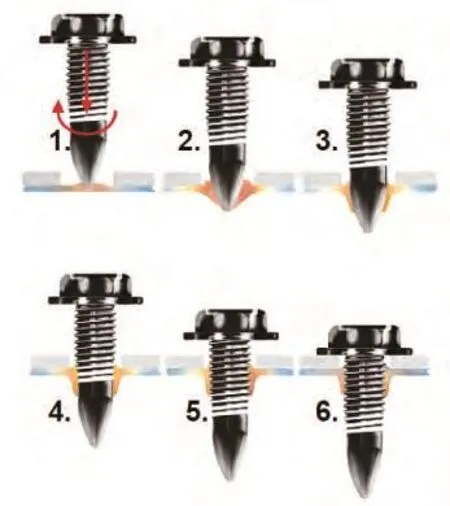
圖1 流鉆螺釘工作示意
第二,自沖鉚接(SPR):自沖鉚接(SPR),通過液壓缸或伺服電動機(jī)提供動力將鉚釘壓入待鉚接板材,待鉚接板材在鉚釘?shù)膲毫ψ饔孟潞豌T釘發(fā)生塑性變形,成形后充盈于鉚模之中,從而形成穩(wěn)定連接的一種全新的板材連接技術(shù),如圖6~圖9所示。
圖2 流鉆螺釘槍示意
SPR工藝成形快捷,機(jī)器人自動鉚接精度高而且質(zhì)量可靠,可適用于不同材料兩層或者多層板件連接。由于車身鉚接位置的影響,SPR槍體喉深和喉寬尺寸多樣,造成槍體大小不一,選擇機(jī)器人時應(yīng)根據(jù)槍體自重選擇適用負(fù)載的機(jī)器人。SPR槍上有鉚釘帶,仿真中需要特別注意鉚釘帶和機(jī)器人本體的干涉。仿真階段應(yīng)注意SPR槍進(jìn)出夾具空間是否充足,設(shè)計人員應(yīng)根據(jù)仿真中機(jī)器人和SPR槍的姿態(tài)設(shè)計夾具,避讓干涉。
(2)鋁-鋁連接機(jī)器人的仿真要點 第一,鋁點焊:鋁合金具有較強(qiáng)的熱導(dǎo)率和電導(dǎo)率,焊接時需要采用大電流短時間的通電焊接方法。鋁焊鉗往往采用雙變壓器的焊鉗,焊鉗活動極為負(fù)極,固定極為正極,如圖10所示。需要注意的是由于搭載雙變壓器,會增加鋁點焊鉗的重量,所以在機(jī)器人選型時應(yīng)根據(jù)焊鉗的重量、重心、慣性矩等參數(shù),選擇合適的點焊機(jī)器人。
鋁點焊仿真時主要是檢查焊鉗與工件、夾具的干涉情況。需要注意的是,使用中頻直流伺服焊鉗焊接時,厚度差別較大的兩層鋁合金板之間的熔核會出現(xiàn)偏移。有研究表明,非等厚兩層鋁合金板材點焊時,熔核向具有大電阻、散熱少的厚板一側(cè)偏移。實際焊接結(jié)果顯示,鋁點焊焊鉗的正負(fù)極方向也會對熔核偏移造成影響。因此需要工藝人員做焊接試驗確定焊鉗正負(fù)極在工件上的朝向已達(dá)到最佳焊接質(zhì)量。仿真時需嚴(yán)格執(zhí)行焊點工藝要求,采用正確的焊接姿態(tài)避免現(xiàn)場出現(xiàn)正負(fù)極反向造成干涉情況。
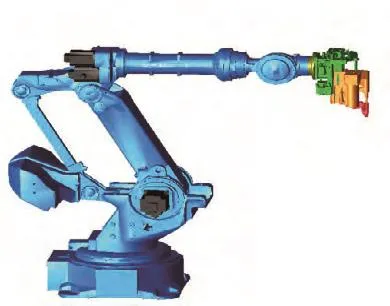
圖3 流鉆螺釘槍與機(jī)器人連接示意
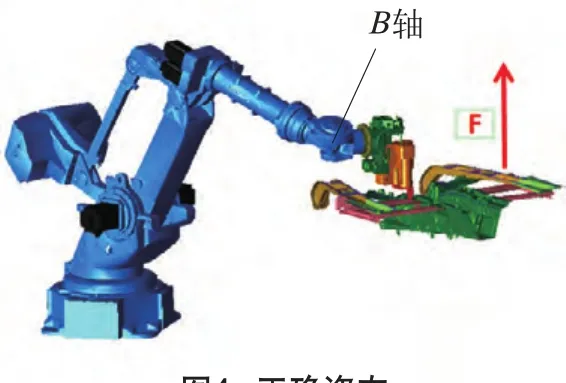
圖4 正確姿態(tài)
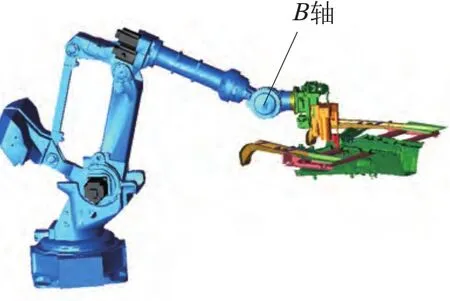
圖5 錯誤姿態(tài)

圖6 SPR截面

圖7 SPR槍下鉚模

圖8 SPR槍與機(jī)器人連接示意

圖9 自沖鉚接機(jī)器人仿真
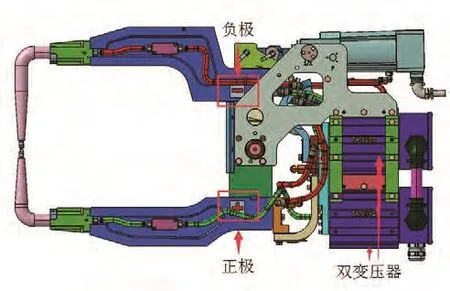
圖10 鋁點焊鉗
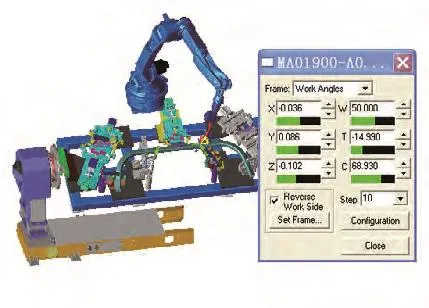
圖11 焊接角度調(diào)節(jié)界面
第二,鋁弧焊:鋁弧焊仿真時與普通弧焊區(qū)別不大,主要是對焊接角度的控制,對照工藝文件選擇合適的焊接角度保證焊接過程中無干涉情況。圖11~圖12是焊接角度的調(diào)節(jié)方法,其中W為焊接角度,T為推拉角。通過對焊接角和推拉角的調(diào)節(jié)控制保證仿真中焊槍的運行軌跡。鋁材焊接時焊接角度要求較高,需要保證焊接角度在35°~50°,推拉角在15°~35°時機(jī)器人和焊槍和夾具無干涉。焊接速度可設(shè)為60cm/min。夾具設(shè)計人員應(yīng)與仿真人員充分配合,以保證夾具到現(xiàn)場順利進(jìn)行示教。
3. 結(jié)語
本文從仿真的角度入手,介紹了車身中鋁材的不同連接形式,并總結(jié)了鋁材連接機(jī)器人在選型、機(jī)器人姿態(tài)、夾具設(shè)計等方面的注意事項。仿真技術(shù)的不斷發(fā)展,在項目前期階段即可考慮到現(xiàn)場的各種問題,減少項目風(fēng)險的同時還能提高機(jī)器人的工作效率,為項目的順利實施打下堅實的基礎(chǔ)。
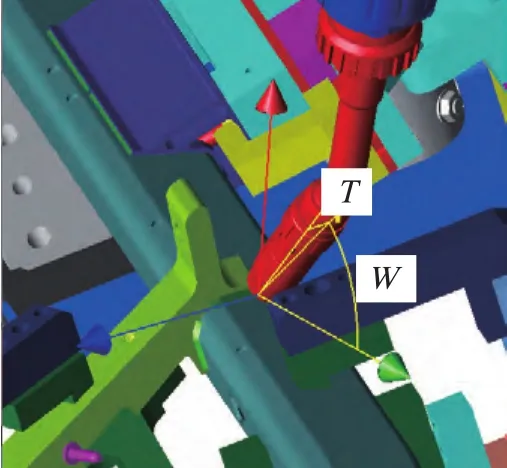
圖12 焊接角度顯示參考
[1] 武仲河,等.鋁合金在汽車工業(yè)中的應(yīng)用與發(fā)展前景[J]. 內(nèi)蒙古科技與經(jīng)濟(jì),2008(9):59-60.
[2]胡婷.離線編程應(yīng)用技術(shù)[J].機(jī)器人技術(shù)與應(yīng)用,2008(3):35-38.
[3]李永兵,等.轎車車身輕量化及其對連接技術(shù)的挑戰(zhàn)[J]. 機(jī)械工程學(xué)報,2012,48(18):44-53.
[4] 楊婻,等.鋁合金材料在汽車車身結(jié)構(gòu)上的應(yīng)用[J].上海汽車,2014(8):59-61.
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
