單電源雙細絲埋弧焊工藝在港珠澳大橋中的應用
2015-04-23 05:14:40高建忠徐向軍
金屬加工(熱加工) 2015年22期
高建忠 徐向軍
1. 工程概述
港珠澳大橋是連接香港、珠海、澳門的大型跨海通道,集隧、島、橋為一體,全長35.6km,其中鋼箱梁全長22.9km,總用鋼量約40萬t,主要材質為Q345qD和Q420qD鋼板。
在鋼箱梁節段制造中,頂板、底板由多片板單元縱向對接而成,鋼箱梁大節段拼裝和橋上大節段間對接時,鋼箱梁頂板、底板需要進行橫向對接焊,因此,在鋼箱梁制造過程中有大量的板單元對接焊縫。板單元對接焊縫板厚16~30mm,采用單面V形坡口、預留5~8mm的間隙、背面襯陶質襯墊的坡口形式,板單元對接焊縫坡口形式如圖1所示。目前,鋼箱梁板單元對接焊縫主要采用氣體保護焊打底,然后采用埋弧焊填充的工藝焊接。
2. 單電源雙細絲埋弧焊工藝
單電源雙細絲埋弧焊設備包括ZD5—1250E埋弧焊電源和MZC—1250N雙細絲埋弧焊車(見圖2)。常用的焊絲規格為φ1.6mm和φ2.0mm,一般采用直流反極性接法。
與單粗絲埋弧焊工藝相比,單電源雙細絲埋弧焊具有以下優點:
第一,在相同電流下,細焊絲比粗焊絲的電流密度大,焊接時焊絲干伸長部分所產生的電阻熱多,焊接時更容易熔化焊絲,所以細焊絲比粗焊絲在焊接時具有更高的熔敷速度。通過在相同焊接參數下,單位時間熔化的雙細絲(φ2mm)與單粗絲(φ5mm)質量對比,前者比后者熔敷效率高15%~23%。
第二,兩根焊絲之間電弧輻射熱相互作用,能量利用率高,熔滴過渡更細,焊接過程更平穩,焊縫成形更美觀。
第三,將兩根焊絲相對于焊接方向串列排布,可實現在很高焊速下完成很好的焊縫成形。
第四,由于熔敷速度增加,所以需要提高焊接速度,從而減小焊接熱輸入,細化焊縫晶粒,提高接頭力學性能,減少焊接變形。
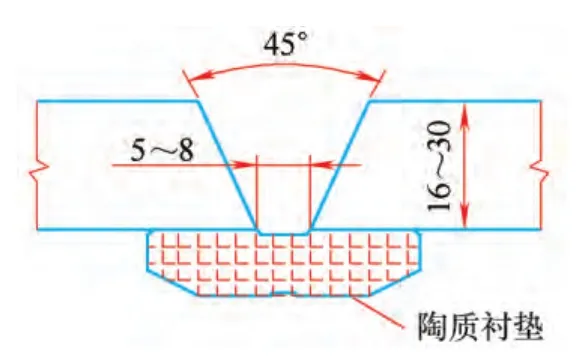
圖1 板單元對接焊縫坡口形式
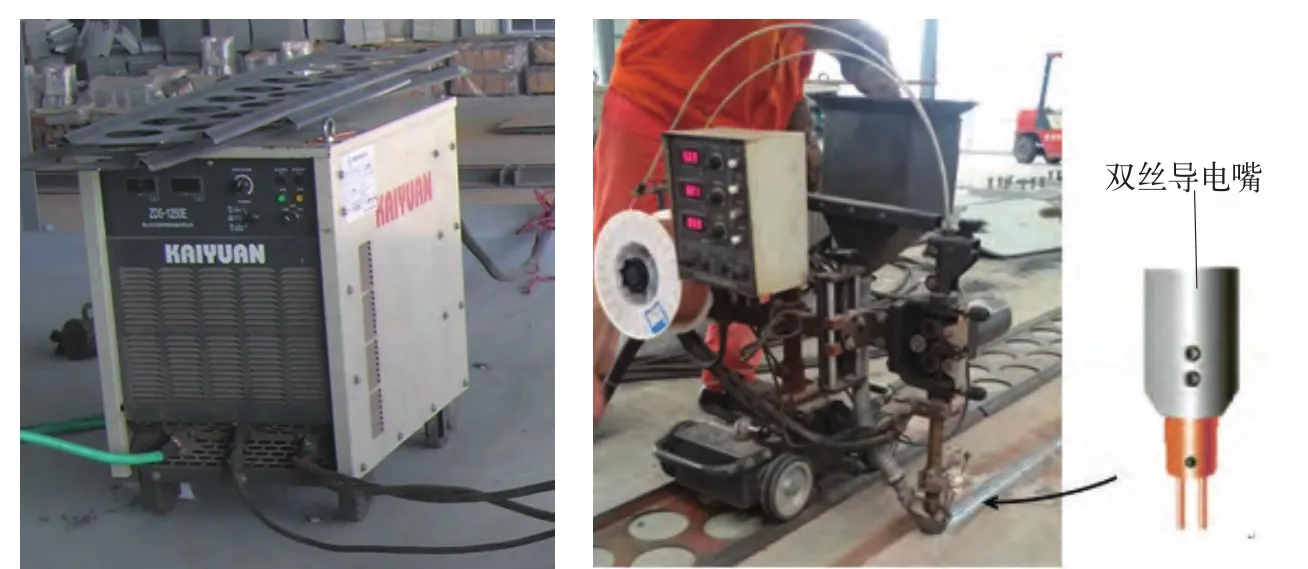
圖2 單電源雙細絲埋弧焊設備
3. 焊接工藝評定試驗
鋼箱梁板單元對接焊縫常用單粗絲埋弧焊填充,如果采用雙細絲埋弧焊工藝,需要進行焊接工藝評定試驗。試驗采用板厚16mm、20mm、30mm的Q345qD鋼板和板厚16、28mm的Q420qD鋼板,鋼板的力學性能如表1所示,焊接材料的化學成分和力學性能如表2所示。
五組對接焊縫的焊接參數如表3所示,焊接24h后對焊縫進行外觀檢測,表面質量符合TB10212—2009要求,對接頭進行超聲波探傷,內部質量達到GB11345—1989Ⅰ級要求。之后對焊接接頭分別進行了拉伸、彎曲、低溫沖擊、斷面酸蝕和接頭硬度試驗,力學性能試驗結果如表4和表5所示,接頭力學性能全部合格。接頭斷面照片如圖3所示,接頭熔合良好。
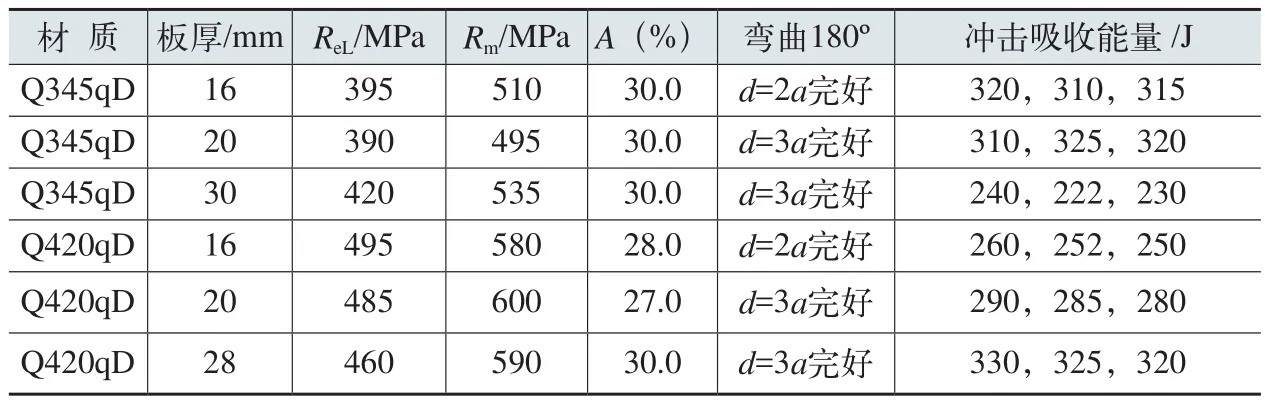
表1 Q345qD和Q420qD鋼板力學性能
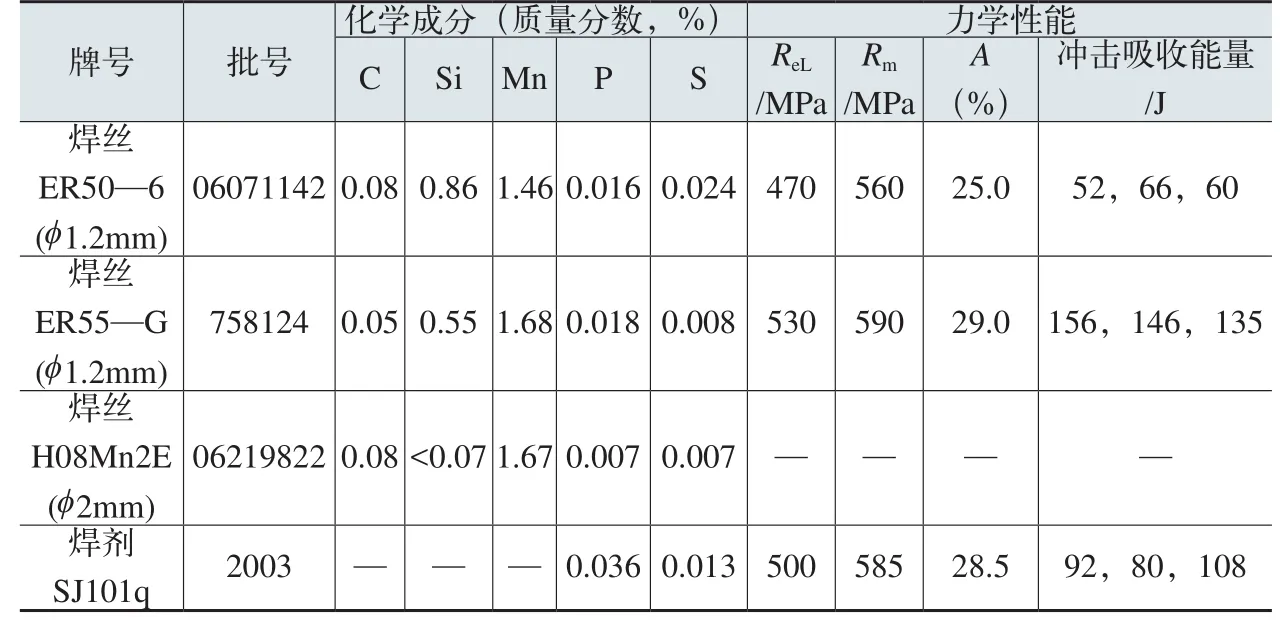
表2 焊絲、焊劑的化學成分和力學性能

表3 對接焊縫焊接參數
4. 生產應用情況
在港珠澳大橋鋼箱梁節段制造和梁段間對接時,大量采用了單電源雙細絲埋弧焊工藝,焊接后對板單元對接焊縫進行觀檢查,焊縫成形良好,無氣孔、夾雜及咬邊等缺陷,焊縫與母材過渡均勻,焊縫余高在2mm以內,符合標準要求,圖4是單電源雙細絲埋弧焊接后焊縫外觀照片。優良的外觀減少了焊縫打磨量,由于焊接熱輸入小,焊接變形小,大大的降低了制造成本。焊接24h后對其進行超聲波檢測和射線檢測,其質量符合GB11345—1989Ⅰ級要求。
單電源雙細絲埋弧焊的焊縫不但外觀成形好,而且具有優良的力學性能。對某110m長的大節段鋼箱梁制造過程中采用單電源雙細絲埋弧焊工藝焊接的產品試板力學性能的統計結果顯示,Q345qD鋼板的對接焊縫抗拉強度值為500~534MPa,Q420qD鋼板的對接焊縫抗拉強度值603MPa,均大于母材標準值;彎曲試驗結果全部合格;焊縫金屬-20℃低溫沖擊吸收能量為98~133J,遠遠高于-20℃沖擊吸收能量≥47J的規定,具有很高的韌性儲備。這樣采用單電源雙細絲埋弧焊工藝焊接的接頭既保證了焊縫的強度,又具有很好的韌性,對整個橋梁結構的抗疲勞性能來說是非常有利的。

表4 對接焊縫拉伸和彎曲試驗結果

表5 對接焊縫低溫沖擊和接頭硬度試驗結果
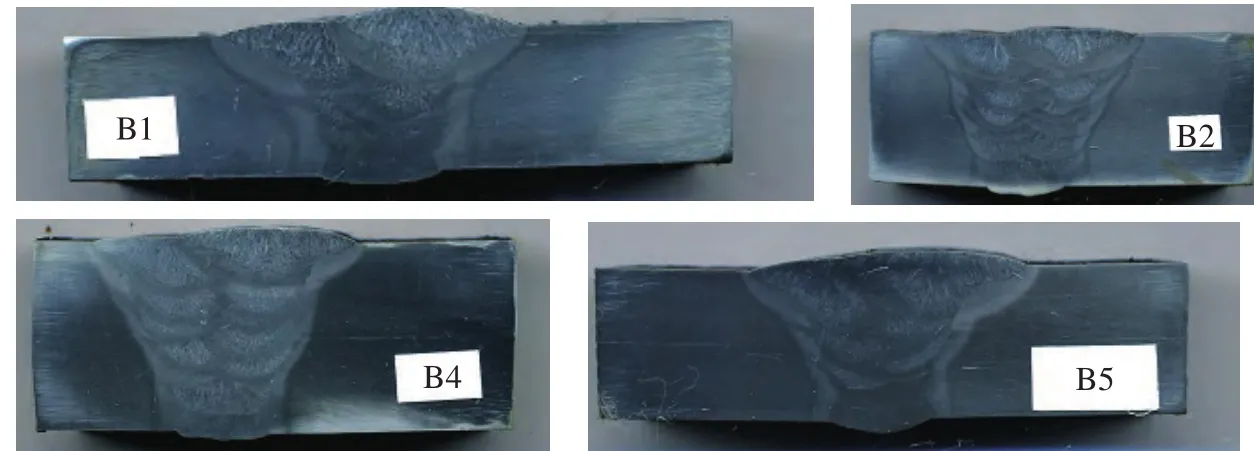
圖3 接頭宏觀斷面照片

圖4 單電源雙細絲埋弧焊焊縫外觀
5. 結語
通過在港珠澳大橋鋼箱梁制造中的應用,證明采用單電源雙細絲埋弧焊的焊縫外觀優良,內部質量合格,接頭力學性能好,提高了鋼箱梁的制造質量。因此單電源雙細絲埋弧焊工藝在鋼結構制造中具有廣闊的應用前景。
猜你喜歡
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
焊接(2015年9期)2015-07-18 11:03:53
設備管理與維修(2015年12期)2015-04-09 06:57:24
