不銹鋼窄焊帶埋弧堆焊工藝試驗
2015-04-23 05:14:40趙瑞輝
金屬加工(熱加工) 2015年22期
趙瑞輝
帶極埋弧堆焊因具有熔敷率高,稀釋率低,焊道寬且成形美觀等優(yōu)點,在壓力容器內(nèi)壁大面積堆焊中廣泛應(yīng)用。目前壓力容器堆焊廣泛應(yīng)用的是規(guī)格為0.5mm×60mm的焊帶,但該焊帶所用機頭僅能堆焊內(nèi)徑>1 000mm的筒體或接管內(nèi)壁。而我公司內(nèi)徑600~1 000mm的接管內(nèi)壁堆焊原工藝采用焊條電弧焊方法,堆焊效率低,影響產(chǎn)品工期。為解決該問題,我公司引進(jìn)專用的小內(nèi)徑接管內(nèi)壁帶極埋弧堆焊設(shè)備,該設(shè)備采用規(guī)格為0.5mm×30mm的窄焊帶,可以堆焊φ350~1 000mm的接管內(nèi)壁,機頭對比如圖1所示。
規(guī)格為0.5mm×30mm的不銹鋼窄焊帶在實際產(chǎn)品中較少應(yīng)用,我公司使用該設(shè)備進(jìn)行堆焊工藝評定試驗,制定合理的堆焊工藝參數(shù),以驗證該焊帶的使用能否保證堆焊層力學(xué)性能和耐蝕性要求。
1. 堆焊試驗方案
(1)堆焊母材和焊材 堆焊基層選用Q345R板材:300mm×300mm×20mm,共8件。焊材選用天泰焊材(昆山)有限公司生產(chǎn)的0.5mm×30mm的不銹鋼窄焊帶,牌號分別為TBD—309L、TBD—308L、TBD—347L,所配焊劑均為SL—305。
(2)堆焊參數(shù) 擬定的堆焊參數(shù)如表1所示,采用雙層堆焊,過渡層選用TBD—309L+SL—305焊材,蓋面層分別選用TBD—308L+SL—305、TBD—347L+SL—305焊材。焊前基層預(yù)熱溫度為室溫,焊接過程中道間溫度控制在100℃以下。
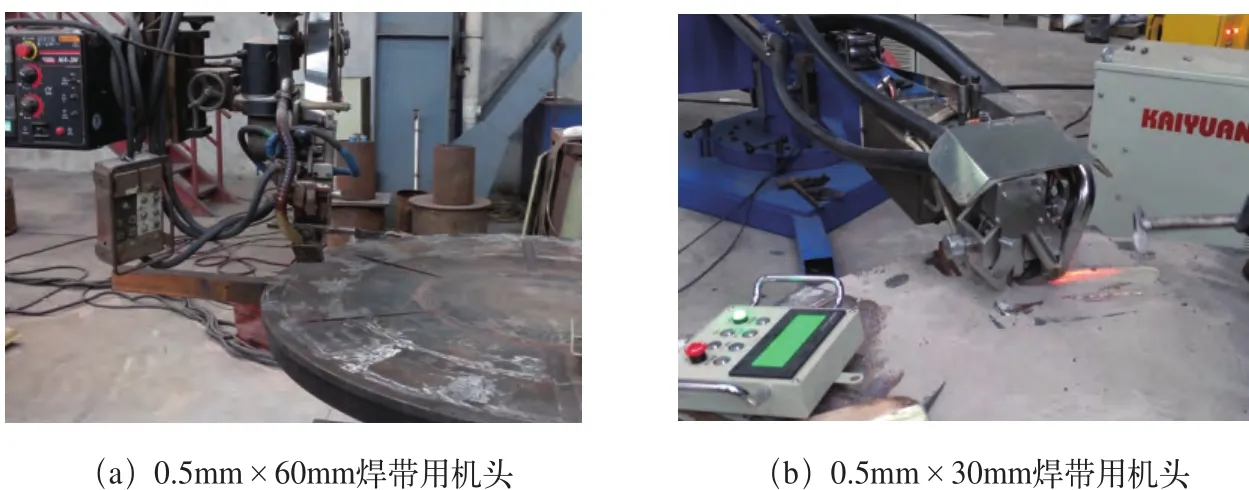
圖1 帶極埋弧堆焊機頭對比

表1 堆焊參數(shù)
(3)工藝評定試驗方案 8件試件分別標(biāo)記為PQR1501、PQR1501A、PQR1501B、PQR1501C、PQR1502、PQR1502A、PQR1502B、PQR1502C,按堆焊材料和熱處理的不同進(jìn)行焊接工藝評定,具體區(qū)分如表2所示。熱處理升降溫速率均為55~150℃/h。
2. 試驗結(jié)果與分析
8件試樣堆焊過渡層和蓋面層經(jīng)表面無損檢測合格,按NB/T47014—2011標(biāo)準(zhǔn)取樣進(jìn)行化學(xué)成分分析、彎曲試驗、鐵素體測定和晶間腐蝕試驗等項目,其中評定編號為PQR1501和PQR1502的彎曲試樣經(jīng)側(cè)彎試驗后出現(xiàn)超標(biāo)開裂(>3mm),開裂部位在過渡層與基層之間的熔合區(qū),評定不合格,如圖2所示。
其余6個評定試驗結(jié)果:晶間腐蝕試驗按GB/T4334—2008標(biāo)準(zhǔn)E法均驗收合格,側(cè)彎試樣受拉伸面上沒有出現(xiàn)開口缺陷,化學(xué)成分分析取樣為熔合線以上3mm處,結(jié)果如表3所示,符合堆焊層化學(xué)成分要求。鐵素體測定部位為堆焊蓋面層表面,結(jié)果如表4所示,鐵素體平均值在3%~10%,具有良好的抗裂性能。
經(jīng)對比分析,PQR1501和PQR1502評定彎曲試驗不合格主要有以下原因:堆焊基層為碳鋼,堆焊熔敷金屬為不銹鋼材料,兩者在熱導(dǎo)率和線膨脹系數(shù)上存在較大差異,堆焊時材料在加熱和冷卻過程中會產(chǎn)生較大的殘余應(yīng)力;兩者化學(xué)成分不同,在碳鋼的稀釋作用下,會在過渡層與基層熔合區(qū)部位產(chǎn)生馬氏體淬硬組織;兩者含鉻量差別較大,鉻為碳化物形成元素,促使碳向覆層遷移擴(kuò)散,而在其交界的焊縫金屬區(qū)域形成增碳層和脫碳層,加劇熔合區(qū)的脆化,在外力作用下會產(chǎn)生應(yīng)力集中。而其他6個評定試驗的彎曲性能良好,是因為在過渡層或蓋面層焊后進(jìn)行消除應(yīng)力熱處理,不僅降低焊縫中的殘余應(yīng)力,而且改善了過渡層與基層之間熔合區(qū)的金相組織,所以在產(chǎn)品焊接應(yīng)用中,應(yīng)當(dāng)制定合理的焊后消除應(yīng)力熱處理工藝。
3. 產(chǎn)品焊接應(yīng)用
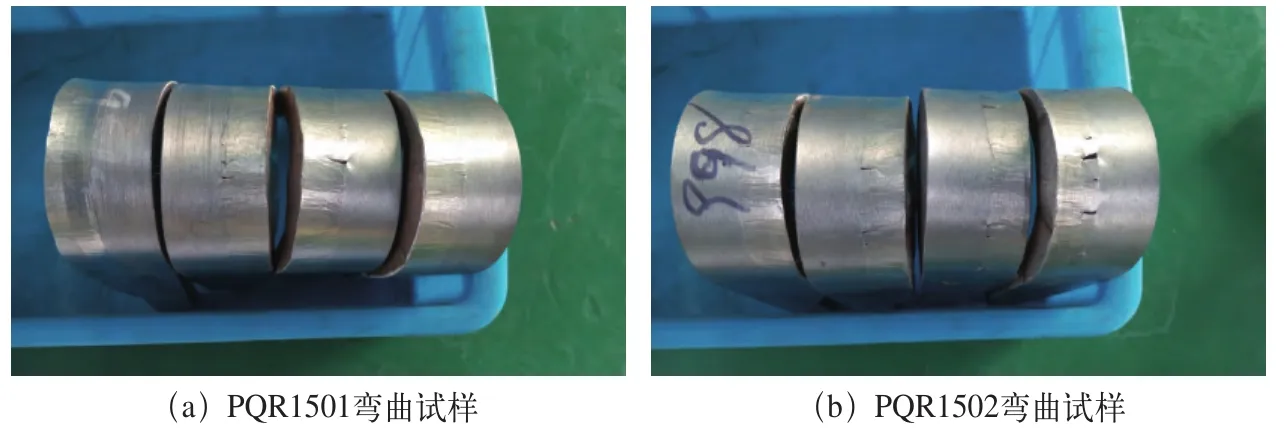
圖2 不合格彎曲試樣

表2 工藝評定試驗方案
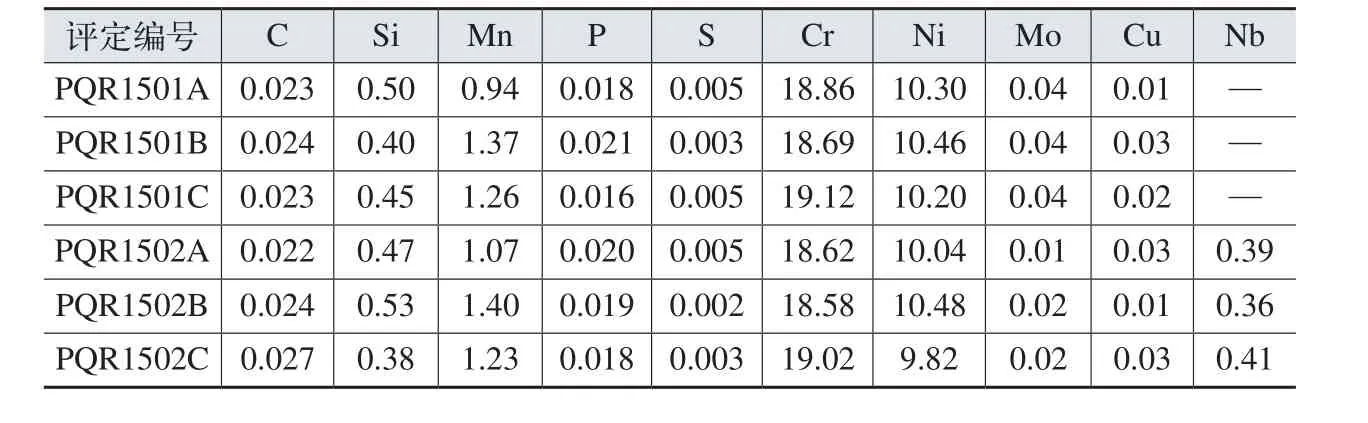
表3 堆焊層化學(xué)成分(質(zhì)量分?jǐn)?shù)) (%)
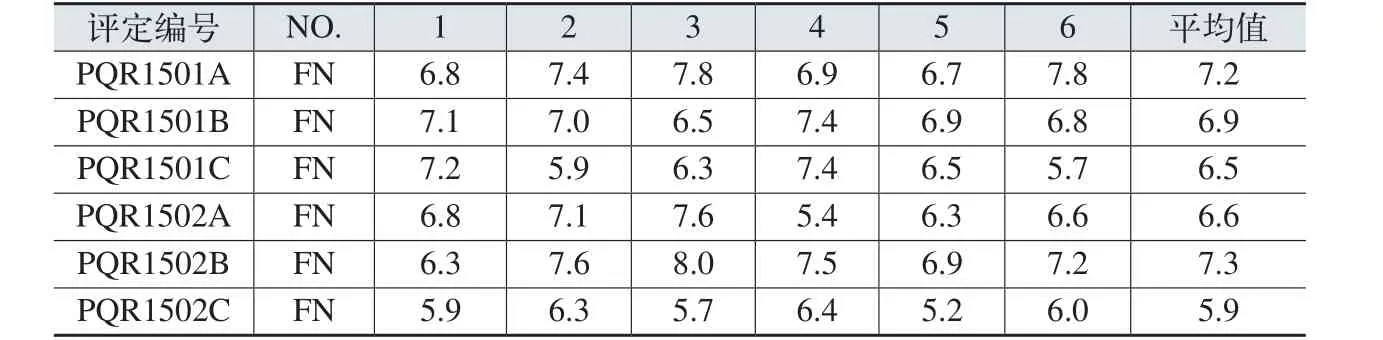
表4 堆焊層鐵素體測定 (%)
在我公司所承制的某化工企業(yè)120萬t/a精細(xì)化學(xué)品示范項目凈化裝置變換氣分離器設(shè)備制造中成功應(yīng)用。該批產(chǎn)品主殼體為Q345R+S32168復(fù)合板材料,管口中接管和法蘭均為16MnⅢ/Ⅳ+堆焊S32168材料,其中氣體進(jìn)口、出口、人孔均為φ500mm或φ600mm的接管,采用規(guī)格為0.5mm×30mm的窄焊帶進(jìn)行接管內(nèi)壁雙層堆焊,過渡層焊材為TBD—309L+SL—305,蓋面層焊材為TBD—347L+SL—305,過渡層焊后進(jìn)行(550±10)℃,保溫1h的消應(yīng)力熱處理,蓋面層焊后隨產(chǎn)品進(jìn)行(610±10)℃,保溫2.1h的消除應(yīng)力熱處理,焊接參數(shù)按照堆焊工藝試驗擬定的參數(shù)。
堆焊過程中注意事項及檢測要求如下:
第一,堆焊前鍛件毛坯內(nèi)表面應(yīng)進(jìn)行機械加工,并進(jìn)行100%MT檢測,確認(rèn)無缺陷。
第二,因鍛件厚度較厚,堆焊前應(yīng)對基層表面進(jìn)行預(yù)熱至50~80℃,堆焊過程中控制堆焊層道間溫度<100℃。
第三,過渡層堆焊一層,焊后進(jìn)行消除應(yīng)力熱處理,熱處理后進(jìn)行100%PT檢測,確認(rèn)表面無缺陷后,再開始進(jìn)行蓋面層的堆焊,蓋面層堆焊兩層,確保后續(xù)加工裕量,堆焊后進(jìn)行外觀表面檢查,確保無明顯的氣孔、夾渣缺陷,如有缺陷,應(yīng)及時進(jìn)行清理補焊。
第四,對蓋面層進(jìn)行機械加工,加工至圖樣要求的堆焊層厚度,加工后進(jìn)行100%PT檢測,確認(rèn)表面無缺陷。
第五,產(chǎn)品熱處理后和水壓試驗后還應(yīng)對堆焊表面進(jìn)行100%PT檢測,確認(rèn)表面無缺陷。
4. 結(jié)語
該批產(chǎn)品采用規(guī)格為0.5mm×30mm的窄帶極小內(nèi)徑接管內(nèi)壁埋弧堆焊,代替了以往所使用的焊條電弧焊堆焊,不僅提高了生產(chǎn)效率,節(jié)省了人力,而且堆焊質(zhì)量穩(wěn)定,返修部位少,值得推廣應(yīng)用。
猜你喜歡
當(dāng)代陜西(2022年6期)2022-04-19 12:12:20
當(dāng)代陜西(2021年8期)2021-07-21 08:31:42
人大建設(shè)(2020年2期)2020-07-27 02:47:54
山東冶金(2019年6期)2020-01-06 07:45:54
當(dāng)代陜西(2019年6期)2019-11-17 04:27:38
當(dāng)代陜西(2019年13期)2019-08-20 03:54:10
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
大眾攝影(2016年4期)2016-05-25 13:19:48
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
