雷達大型構件機器人焊接工藝研究
2015-04-23 05:14:30曹國光梁寧雷黨剛
金屬加工(熱加工) 2015年22期
曹國光 梁寧 雷黨剛
1. 概述
雷達大型構件是雷達中的主要部件,存在于雷達的天線以及轉臺部位。該構件生產復雜,主要由低合金鋼Q345和高強鋼等焊接而成。國內生產雷達大型構件多采用焊條電弧焊、氣焊以及氬弧焊等傳統的焊接手段,而自動焊接機器人也只在汽車制造、空間探索等方面獲得了應用。在我國走向國際市場大舞臺,世界各國都進行焊接自動化的技術改變的時候,我國的雷達行業改變過去的生產方式和管理模式已迫在眉睫。為此,本公司采用了一條實現了機、電、氣一體化的綜合控制功能的雷達大型構件自動化焊接生產線,以最終達到提高柔性化、自動化生產的目的。
為保證雷達大型構件自動化焊接生產線的焊接質量,我們對機器人焊接工藝進行了認真分析,并根據相關規范進行了機器人焊接工藝評定,擬定出焊接工藝規程,為公司雷達大型構件自動化焊接生產積累了寶貴的資料和經驗。
2. 機器人焊接系統
雷達大型構件機器人焊接設備采用德國KUKA公司的KR16型號機器人,配有弧焊軟件包及福尼斯TPS500MIG焊接系統,適用于雷達大型構件的自動化焊接。
3. 機器人焊接工藝評定
我們依據設計文件JB4708—2000《鋼制壓力容器焊接工藝評定》及NB/T47016—2011《承壓設備產品焊接試件的力學性能檢測》標準對焊縫進行了焊接工藝評定,焊前編制了焊接工藝評定指導書,焊后編制了焊接工藝評定報告。
(1)焊接工藝評定材料 焊接工藝評定用試板材質采用與雷達大型構件相同材質的低合金鋼Q345及瑞典DOMEX700MC高強鋼,化學成分如表1、表2所示。兩種材料的鋼板規格為6mm×300mm×125mm。焊絲選用與兩種鋼材匹配的金橋焊絲ER50—6及ESAB高強鋼焊絲OK AristoRod 69,規格為f1.2mm。
(2)焊接坡口形式 焊接工藝評定用試板依據圖樣設計,采用了對接和角接兩種方式,接頭形式如圖1所示。
(3)機器人工藝評定 機器人焊接前,將母材坡口及坡口周圍焊接區域內的油污、鐵銹、水及其他氧化物用丙酮去除,以避免機器人焊接時產生氣孔、夾渣等缺陷。
在焊接平板上裝配試件,裝配時應同時考慮焊接收縮變形量并進行預變形,根據焊接機器人的要求試件尺寸間隙≤2mm,裝調完成后用工裝壓緊。然后對試件進行定位焊,定位焊尺寸≥100mm。

表1 Q345鋼的化學成分(質量分數) (%)

表2 瑞典DOMEX700MC高強鋼的化學成分 (質量分數) (%)

圖1 機器人焊接工藝評定焊接接頭
定位焊后,操作人員通過機器人示教盒操作機器人手臂,使機器人手臂行走到焊接位置,在相應的界面下使用焊縫自動尋位功能對焊縫進行起始點的尋找,通過示教功能將要焊接的焊縫記憶,選擇所需要功能并輸入相關參數(如電流、電壓、焊接速度等)完成焊接程序的編制。然后,選擇焊接程序啟動焊接按鈕向機器人發出“工件到位,開始焊接”的指令,機器人按照預先編制的焊接程序進行焊接。在保證焊縫成形良好的情況下,選用小熱輸入焊接。焊接參數如表3、表4所示。
4. 工藝評定結果
試板焊接后,根據標準JB4708—2000《鋼制壓力容器焊接工藝評定》及NB/T47016—2011《承壓設備產品焊接試件的力學性能檢測》進行了如下試驗:對所有的試件進行了外觀檢測;選取試樣進行無損檢測,每種材料選取3件進行RT檢測;彎曲試驗,每種材料面彎和背彎各4件,彎曲角度180°;拉伸和沖擊試驗,每種材料選取3件進行拉伸試驗,選取6件進行沖擊試驗;宏觀金相檢測(角焊縫)。
經過檢測,試驗結果如下:
(1)外觀 焊縫外觀成形美觀、飽滿,均勻連續,表面未發現任何焊接缺陷,焊縫外觀檢測合格,如圖2所示。
(2)無損檢測 將焊后試件送檢進行X射線探傷,根據標準GB/T3323—2005判定所有送檢試件均達到Ⅰ級要求,說明其熔合質量較好,缺陷較少,符合標準規定。
(3)彎曲試驗 將對接試件取樣標號,按標準加工后進行180°面彎和背彎試驗,彎心直徑為24mm,根據標準NB/T47016—2011《承壓設備產品焊接試件的力學性能檢測》,所有試件未見裂紋,試件符合評定要求。
(4)拉伸和沖擊試驗 將對接試件取樣標號,按標準加工后進行拉伸和沖擊試驗,結果如表5~表8所示。結果表明,試件沖擊、拉伸強度和伸長率符合評定要求。
(5)宏觀金相檢測 采用了斷面檢測,將角焊縫試件取樣標號,用線切割剖開焊縫,取粗、細砂紙打磨拋光后,用稀硝酸腐蝕焊縫斷面觀察,結果顯示:角焊縫飽滿,根部熔透;局部有咬邊;斷面未發現氣孔、夾渣等缺陷,如圖3所示。

表3 瑞典DOMEX700MC高強鋼焊接參數

表4 低合金鋼Q345焊接參數

圖2 機器人焊接工藝評定焊接接頭照片

表5 瑞典DOMEX700MC高強鋼拉伸試驗結果

表6 低合金鋼Q345拉伸試驗結果
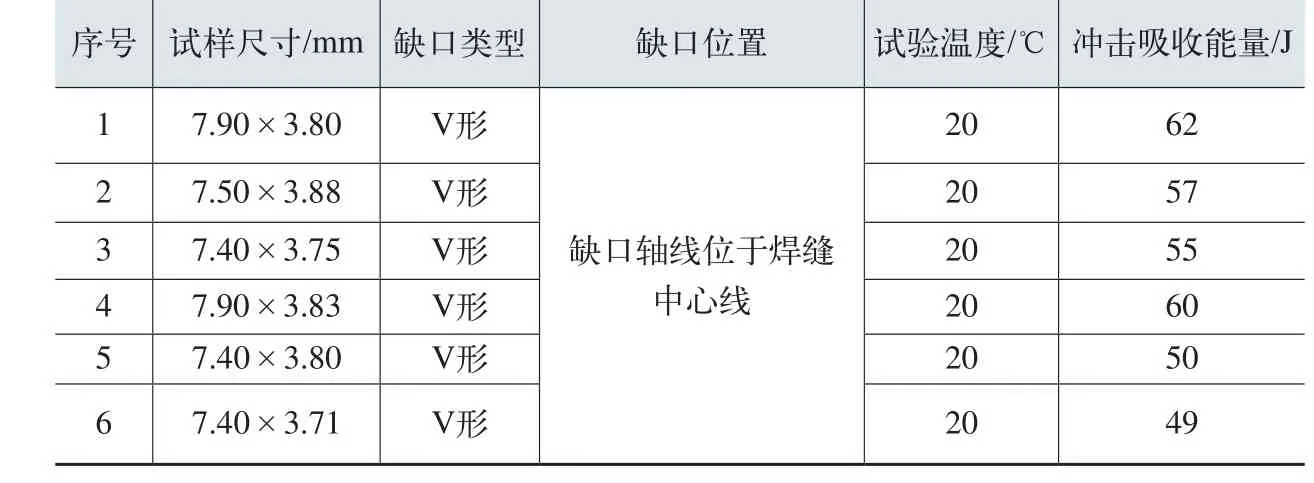
表7 瑞典DOMEX700MC高強鋼沖擊試驗結果
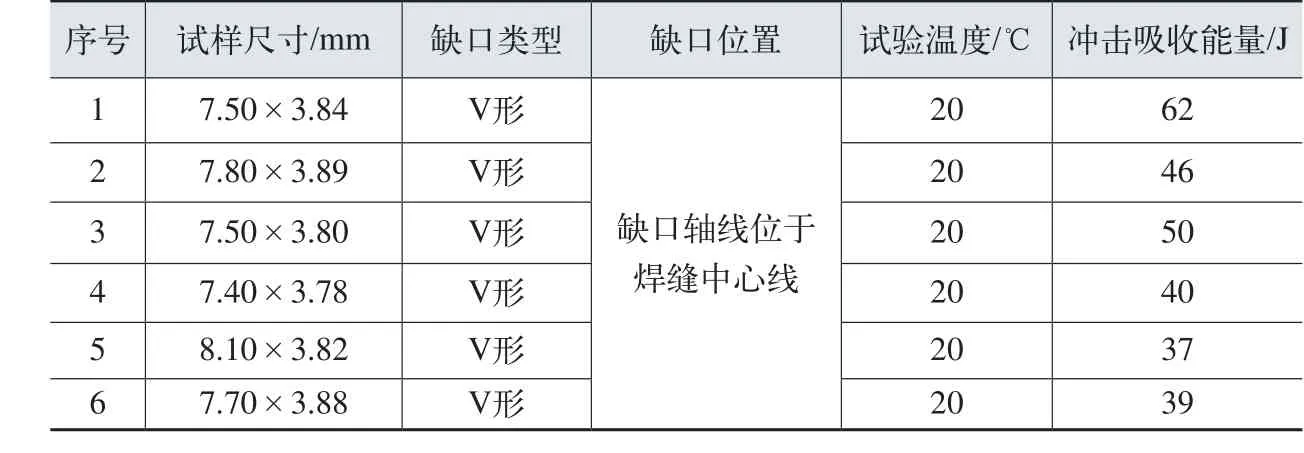
表8 低合金鋼Q345沖擊試驗結果
通過以上項目檢測,綜合評定結論為合格,符合JB4708—2000《鋼制壓力容器焊接工藝評定》標準要求。
5. 產品焊接
根據評定合格的焊接工藝,編制了機器人焊接工藝規程(WPS),針對單位的幾種雷達大型構件進行了雷達試件焊接生產,包括雷達轉臺、天線骨架、背架等,經過檢測均符合圖樣生產要求,然后采用規定的WPS參數對雷達產品進行焊接。

圖3 角接接頭解剖斷面形貌照片
6. 結語
(1)采用焊接機器人對低合金鋼Q345及瑞典DOMEX700MC高強鋼板進行焊接,并通過外觀、內部檢測,得出其外觀及內部探傷均滿足工藝評定要求。
(2)焊接機器人工藝評定試驗表明,焊接機器人焊接的各項力學性能均滿足JB4708—2000《鋼制壓力容器焊接工藝評定》及NB/T47016—2011《承壓設備產品焊接試件的力學性能檢測》標準,說明制訂的焊接工藝可以用于指導生產。
(3)機器人焊接的幾種雷達大型構件已經投入運行,沒有發生任何質量問題。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產業(2016年3期)2016-05-17 04:32:12
銅業工程(2015年4期)2015-12-29 02:48:39
